![]() 守谷工房のMachineへ
守谷工房Topへ
守谷工房のMachineへ
守谷工房Topへ
|
|
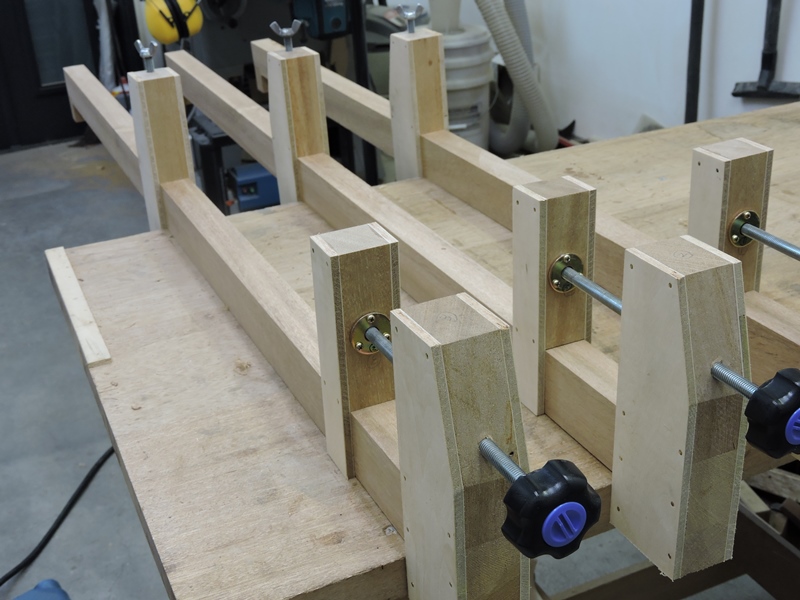
| ・バークランプの製作 |
|
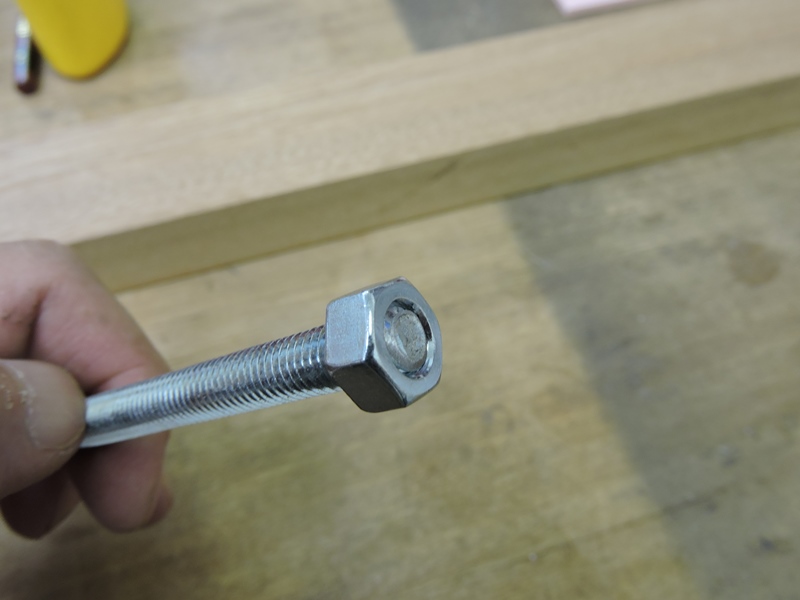
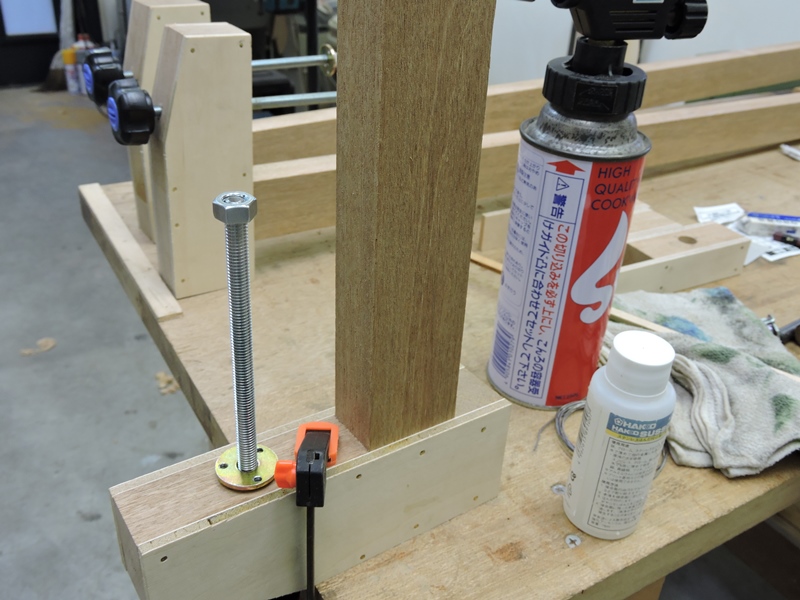
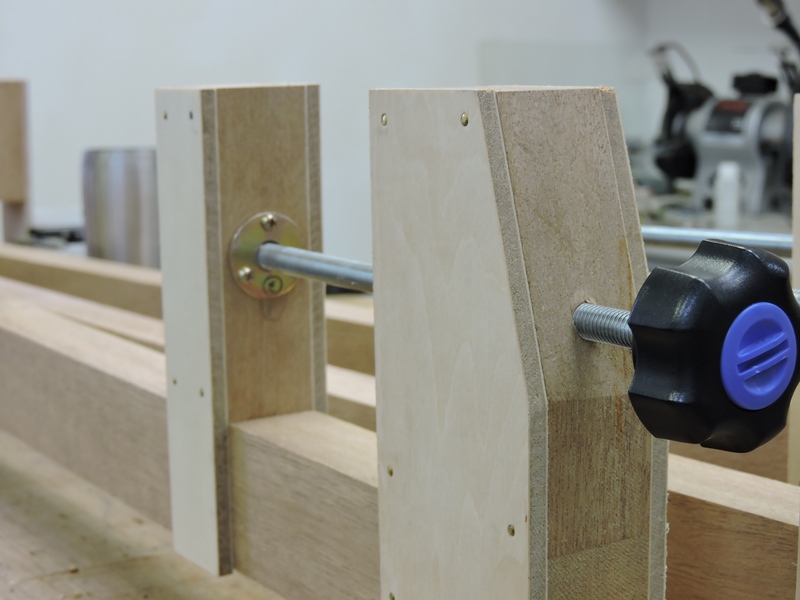
大きめの木製家具を製作する場合、幅広の板材を必要とすることがしばしばです。 プライウッド(合板)をフレームで挟み込む方法が一般的ですが、シナ合板を用いても表面の仕上がりは今ひとつです。 今どき幅広の単板は高価かつ入手困難で、そもそも民芸調の座卓でも作らない限り単板は検討外です。 海外のウッドワークで多用されているのは、幅の狭い単板を平接ぎ(はぎ)して幅広材を得る方法です。 当工房でもこれまでにこの方法でいくつかテーブルの天板などを作ってきました。 平継ぎに不可欠なのが十分な長さ(1m以上)のあるバークランプです。 バークランプを持ち合わせていない当工房は、長短取り混ぜた旗金(ハタガネ)やGクランプを工夫して何とか対応してきました。 しかし、旗金はフトコロが浅く締め付け時の撓みが大きいので、継ぎ接ぎ作業では苦労します。 市販のパイプクランプを是非とも購入したいのですが、値段が高い上パイプを調達して自分で組み上げねばなりません。 木製のバークランプを製作します。少なくとも90cm(3尺)の材料が挟み込めるものにしたいと思います。   写真右はhttp://www.off.co.jp/index.php?id=4&c=89&b1=1&s=99014038より転載↑ |
|
|
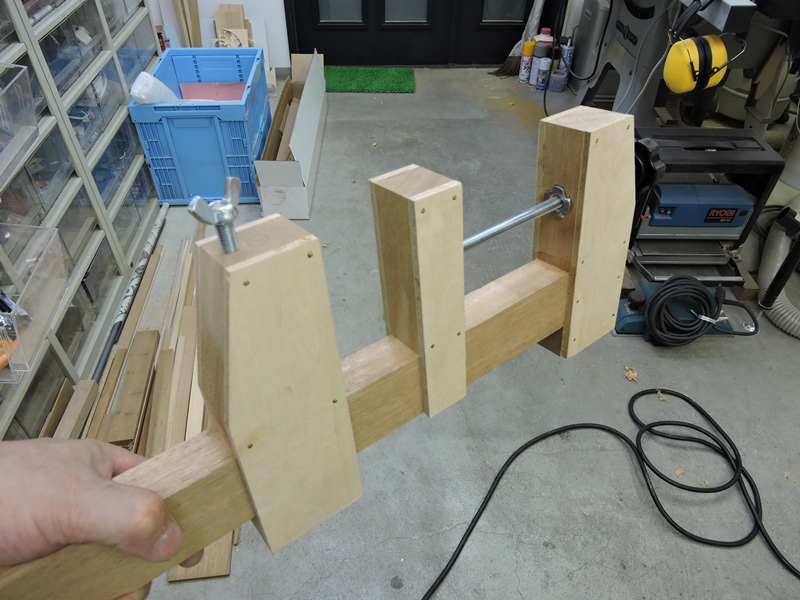
1.材料取り 本来ならば強度的に有利な金属製(軽合金)パイプを使用したいところです。 市販の製品はクランプ部のみ販売されていて、パイプは別途購入し組み立てる仕様になっています。 製作費用を低く抑えかつ在庫材料を活用したいので、パイプは断念し木材で製作することにします。 材料の均質さでプライウッドが良さそうですが、ラワン合板は表面が荒くシナ合板では外側が柔らか過ぎます。 MDFでは強度が全く不足しますし、今どきのホームセンターは軟弱なSPF材ばかりです。 保管倉庫で適当な材料を探すと、工作台の天板に使われていた古い赤ラワン材(~30mm厚)があります。 出来上がり重量を多少妥協すれば、長尺で使用しても一定の剛性が期待できるかなり硬い材料です。 |
|
 昔、工作台の天板に使用されていた長さ6尺近い赤ラワンの厚板です。赤みが 強く緻密で硬い肌触りの材料で、この中から一番厚い1枚(30mm)を選びます。 ただし、板幅方向に3分の1ほどで虫食い跡がひどく、ここを避けて使用します。 |
|
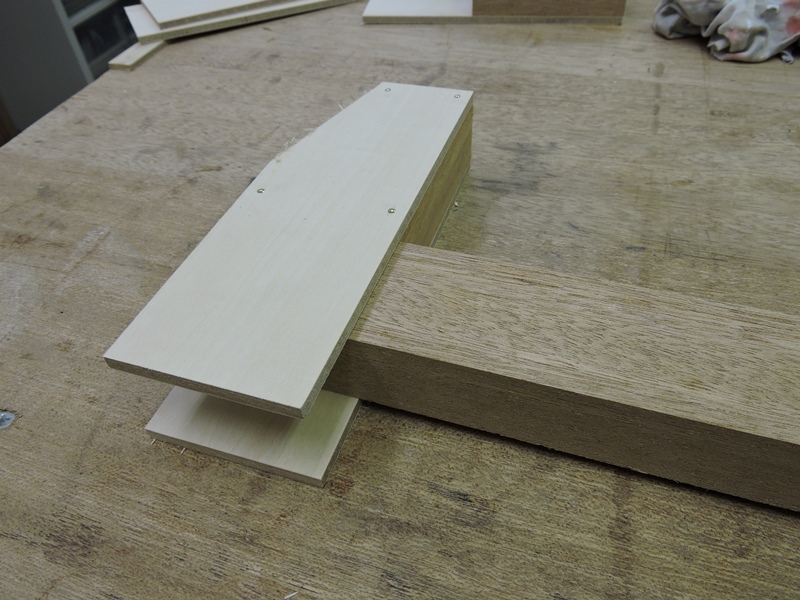
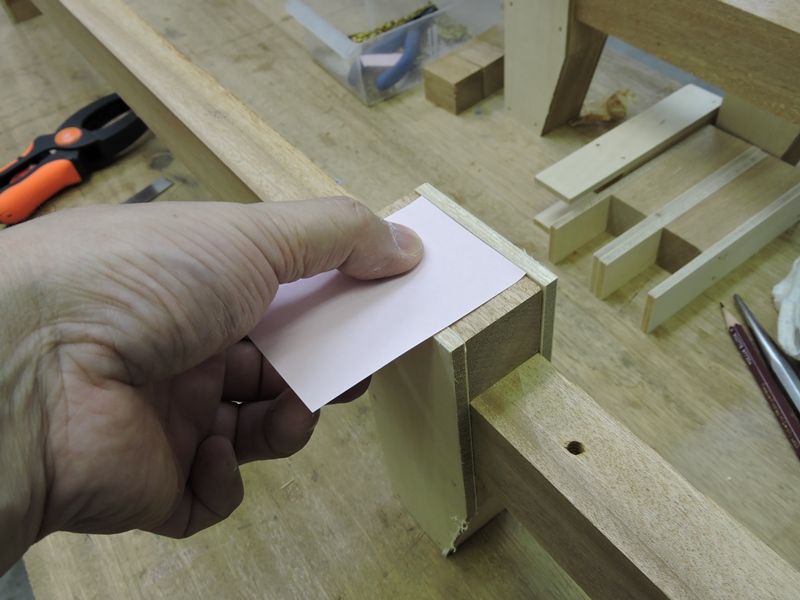
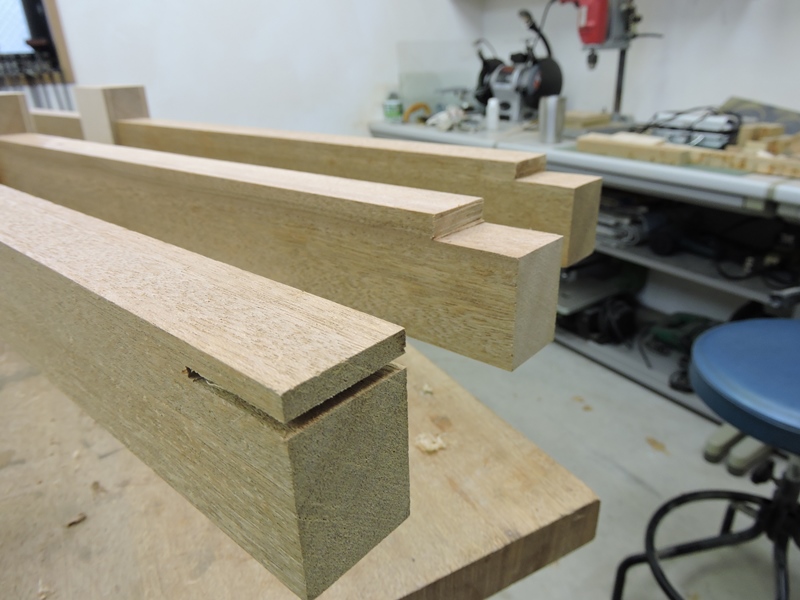
 平鉋で片側の木端面を直線に修正してから テーブルソーで45mm幅に切り揃えます。 |
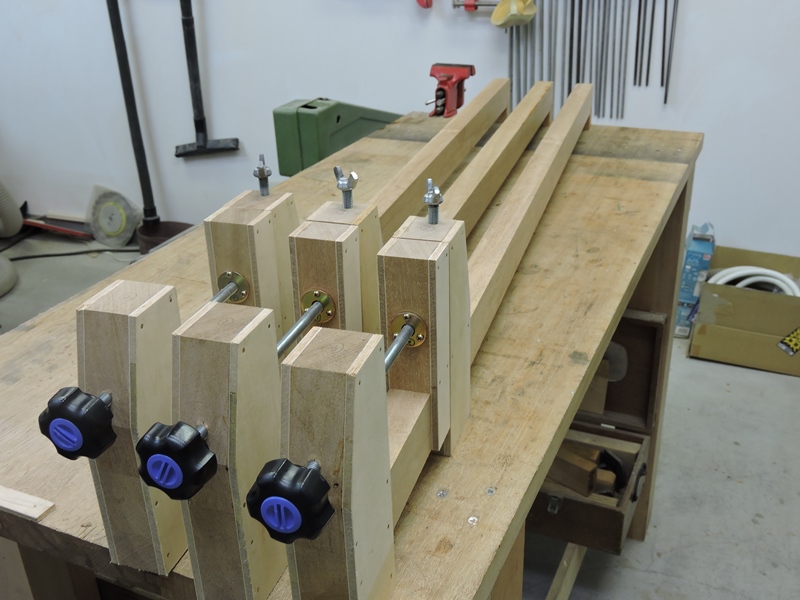
 30~40年経過している材料なのでほとんど狂いが 出てきません。バーの長さは1100mmとします。 |
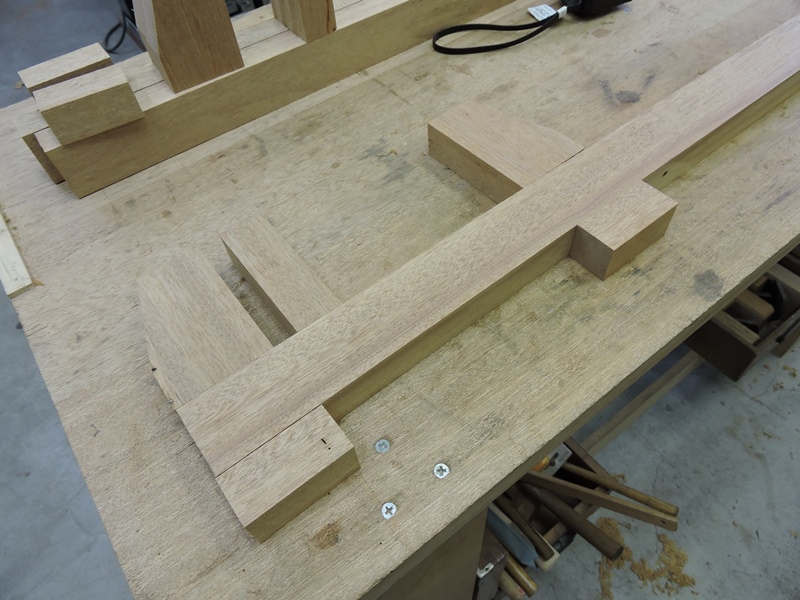
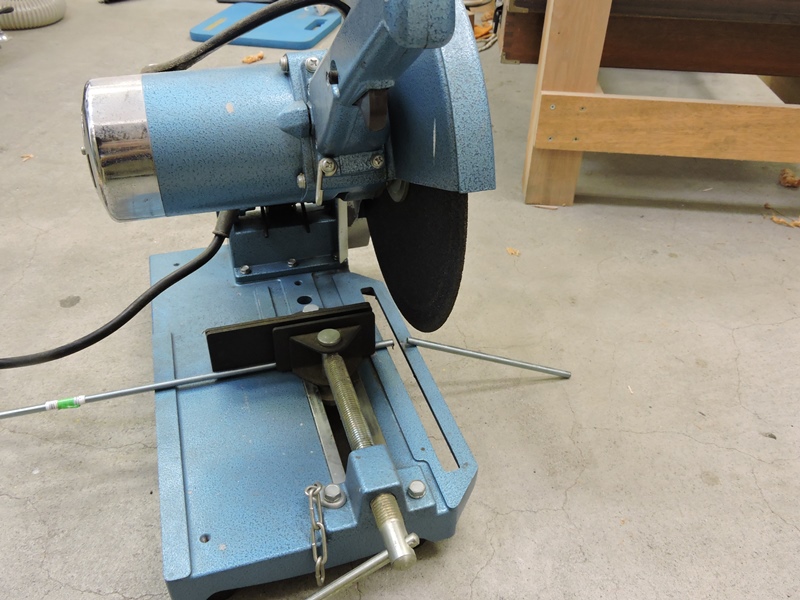
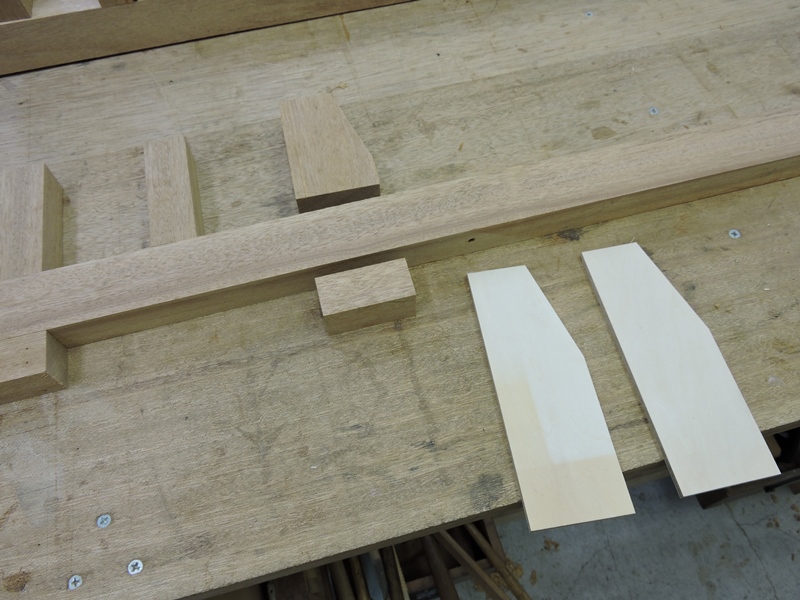
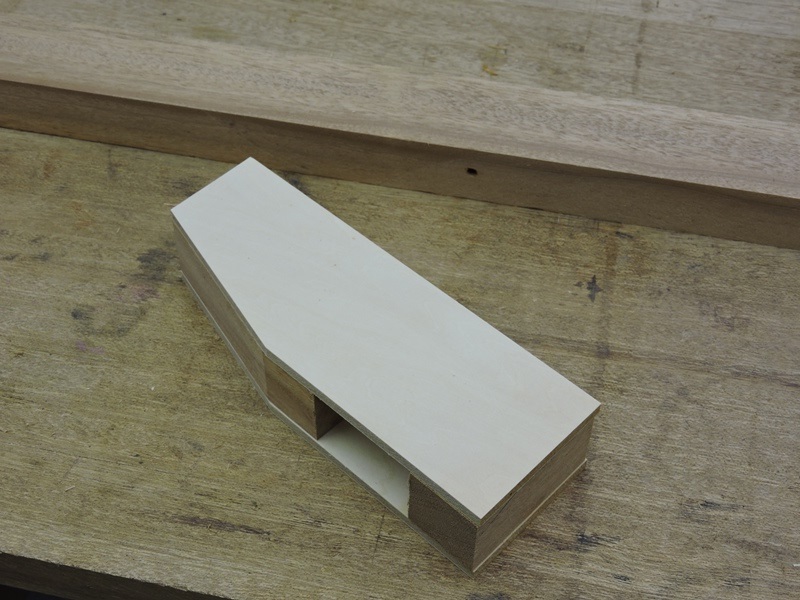
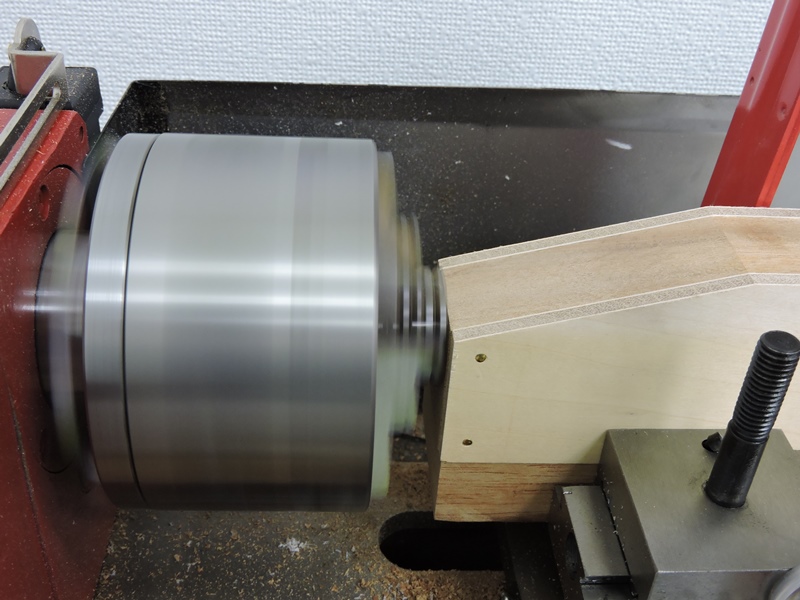
 スライドソーでクランプ部の部品を材料取りします。 ブレードを斜め(15°)にセットし治具を当てて切ります。 |
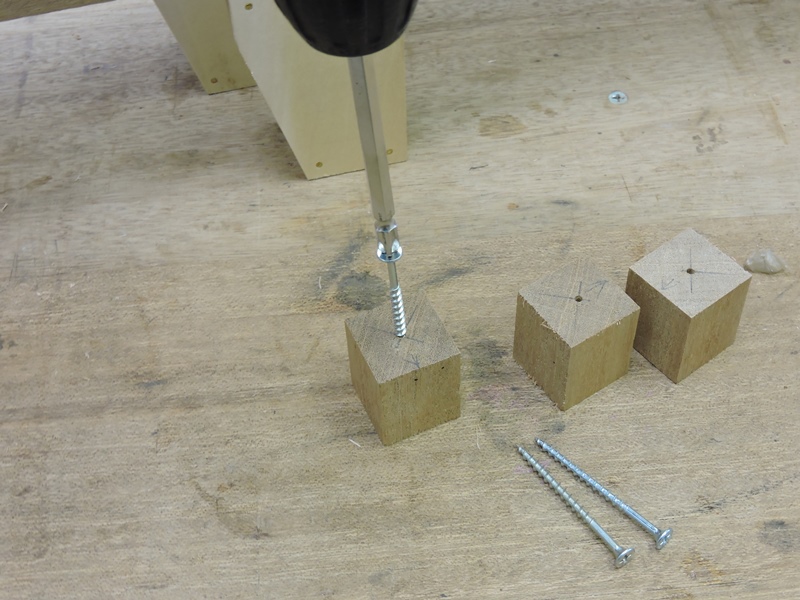
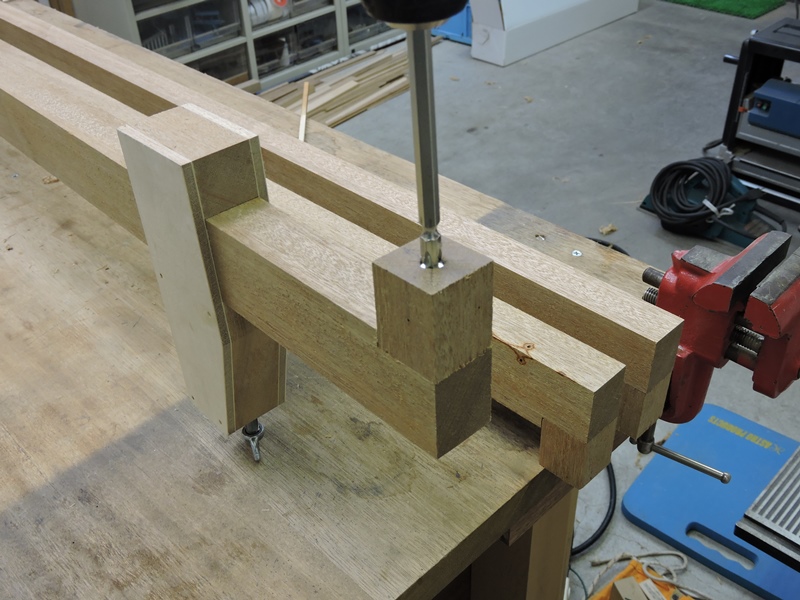
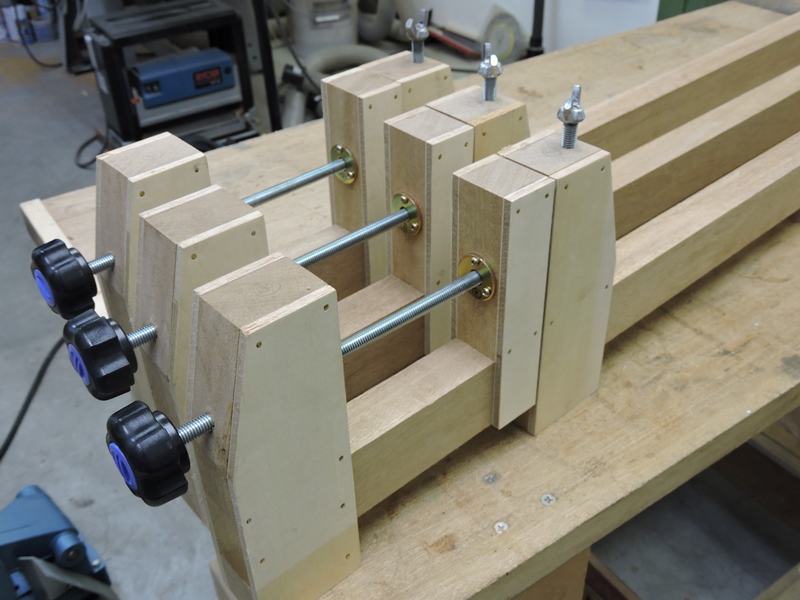
 クランプ下部の部品を材料取りします。 治具を当てて正確に同じ寸法に切ります。 |
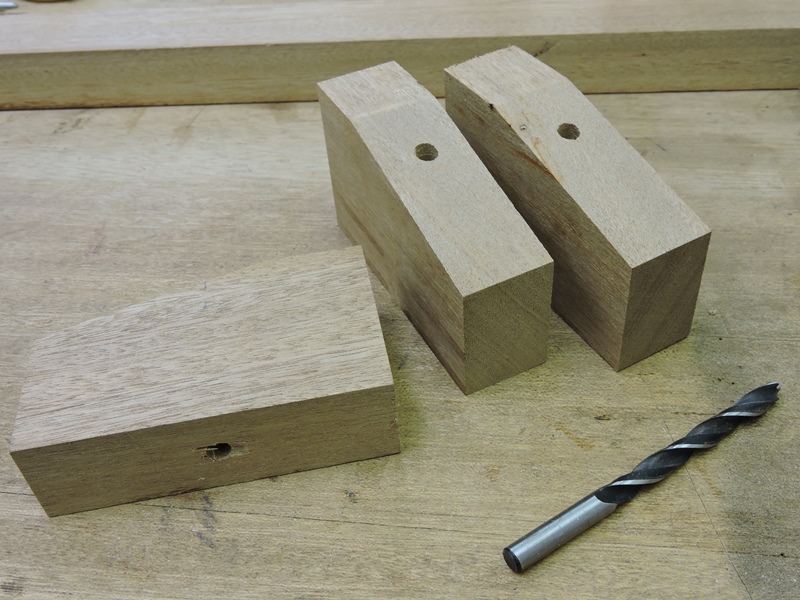
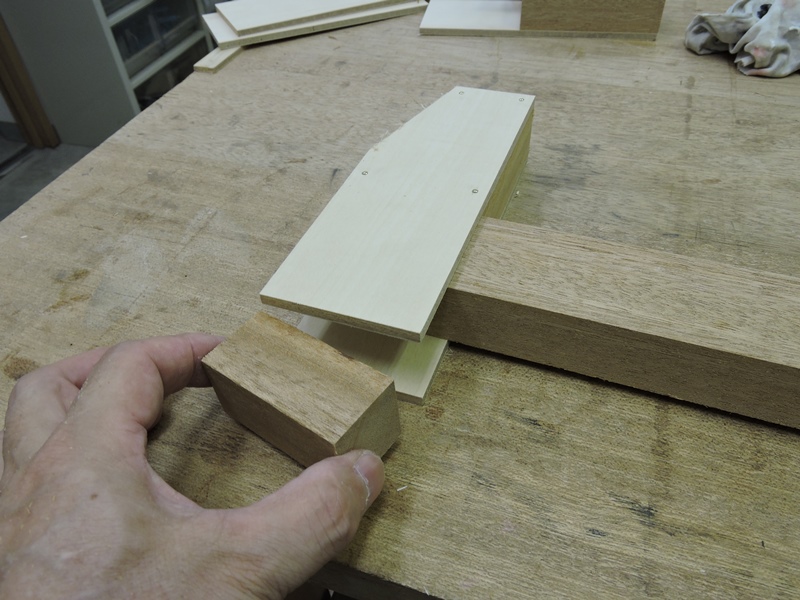
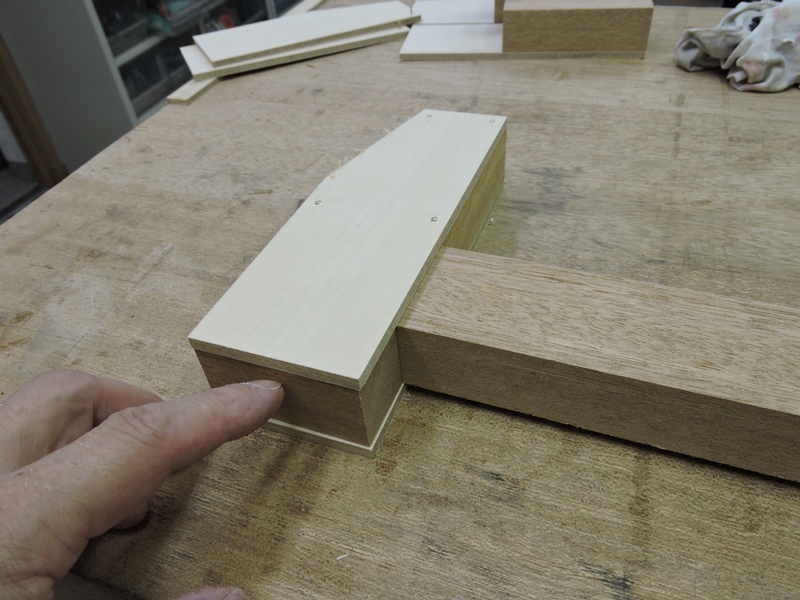
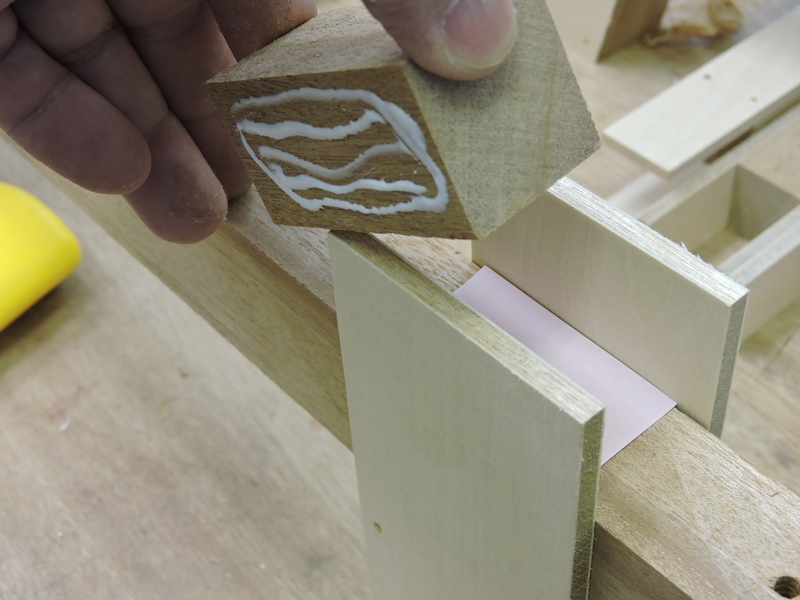
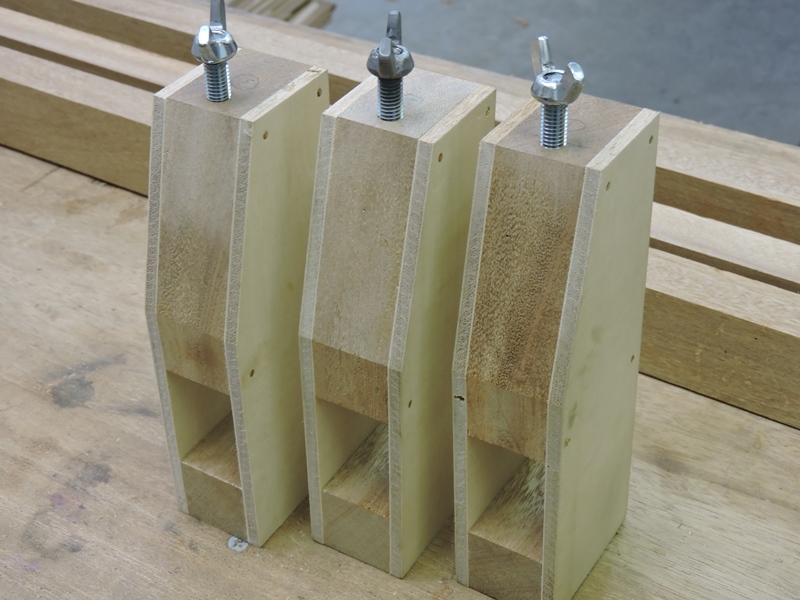
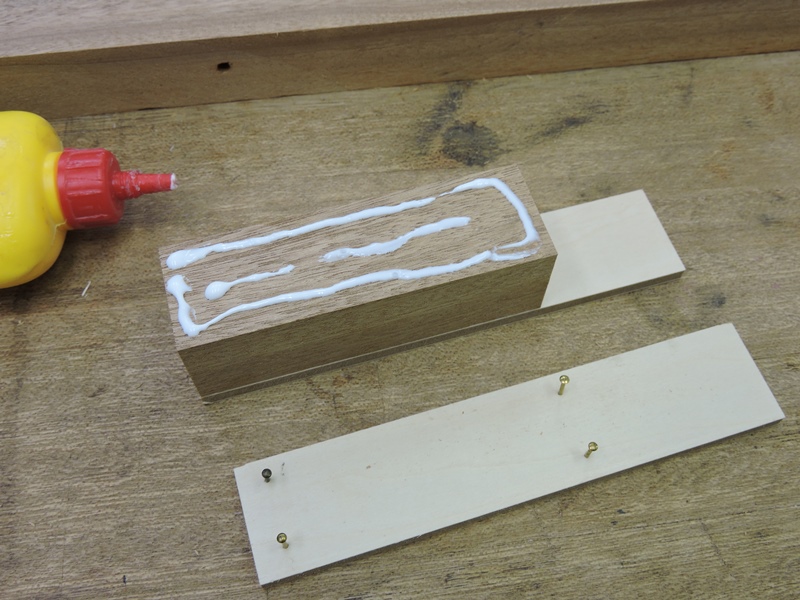
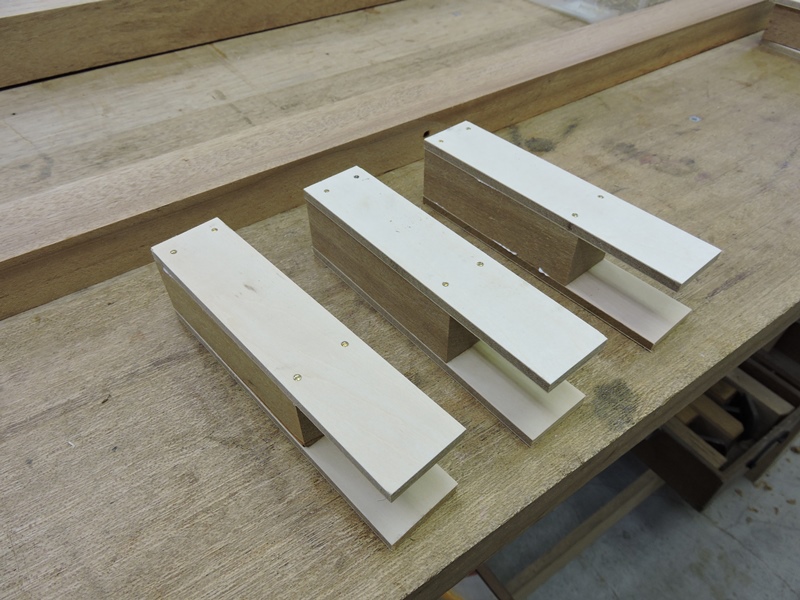
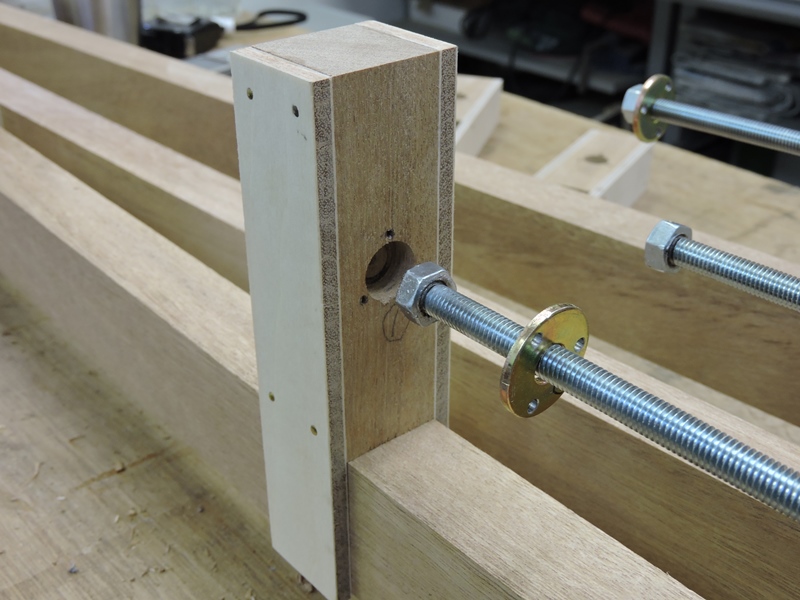
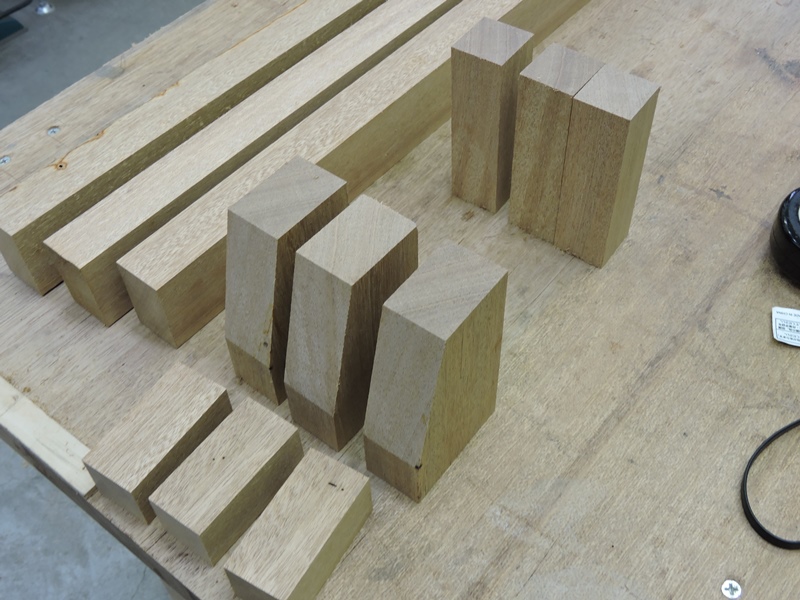 固定クランプ部、アゴ(締め付けクランプ部)の部品です。 バー部品の一部から材料取りしているので同一厚です。 |
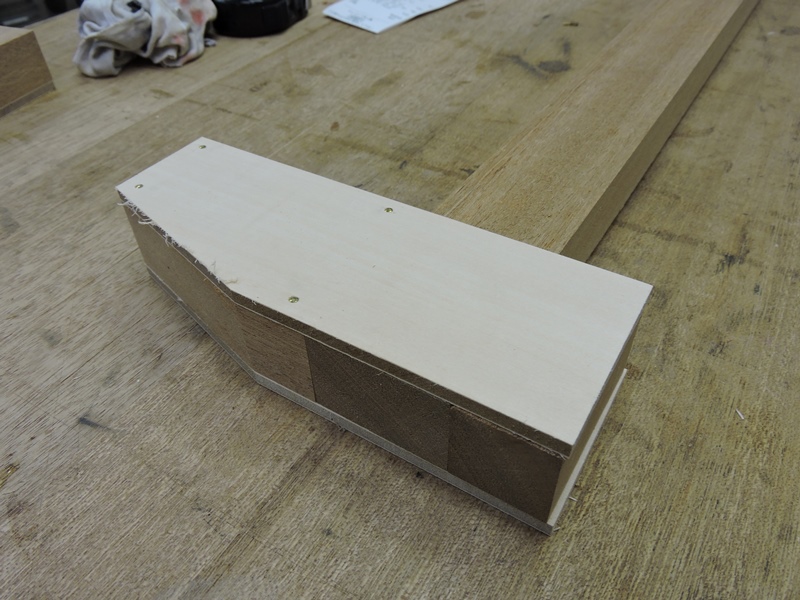
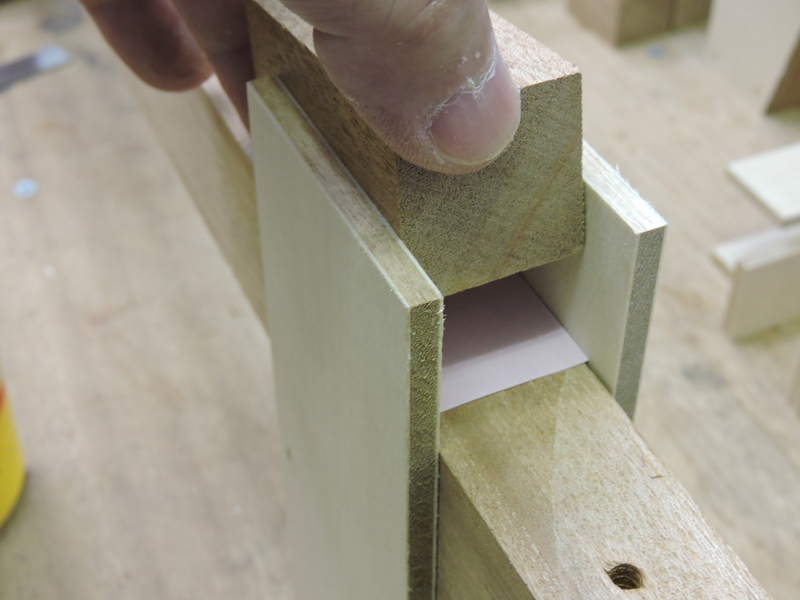
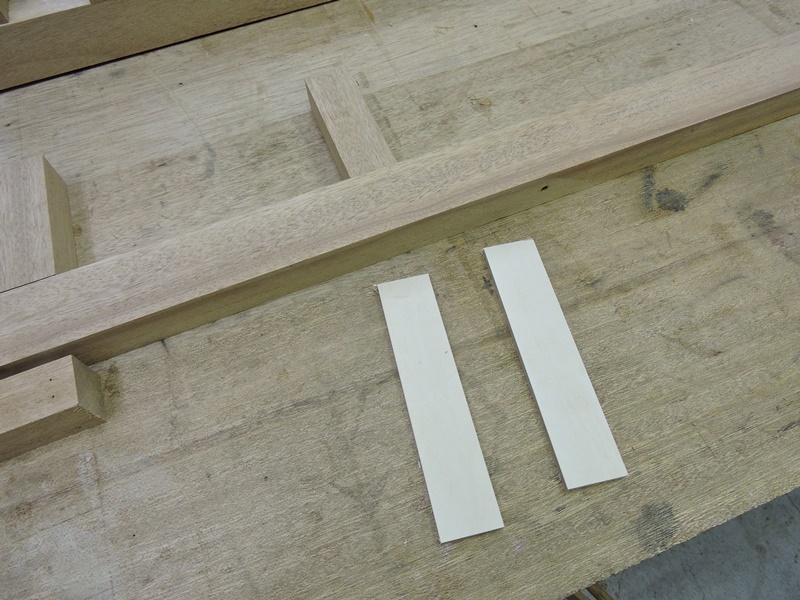
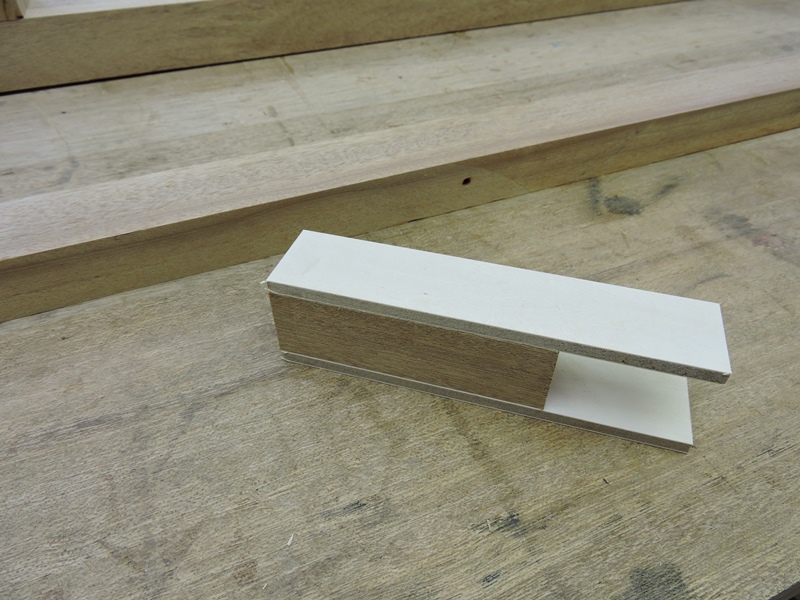
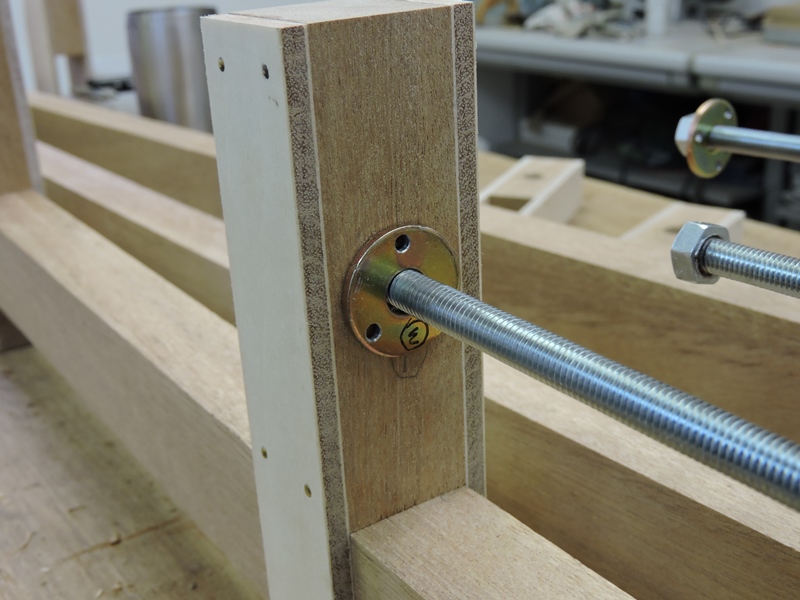
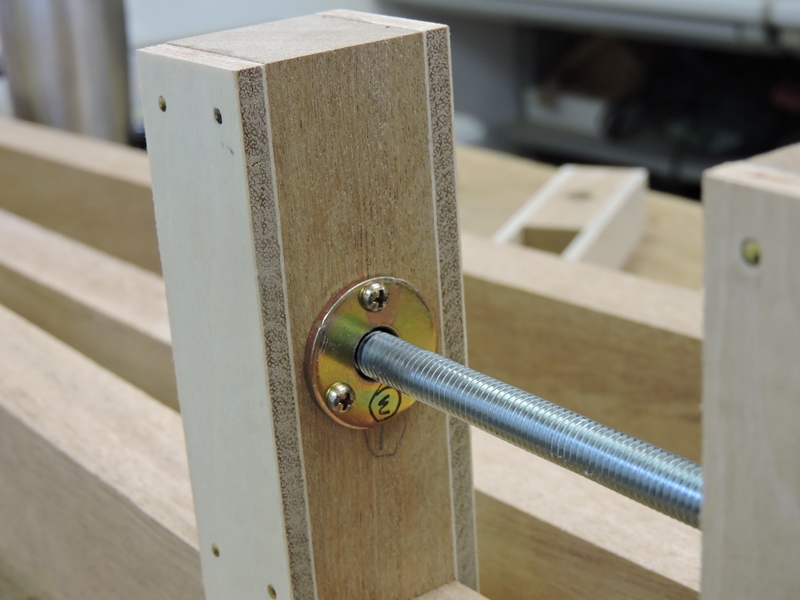
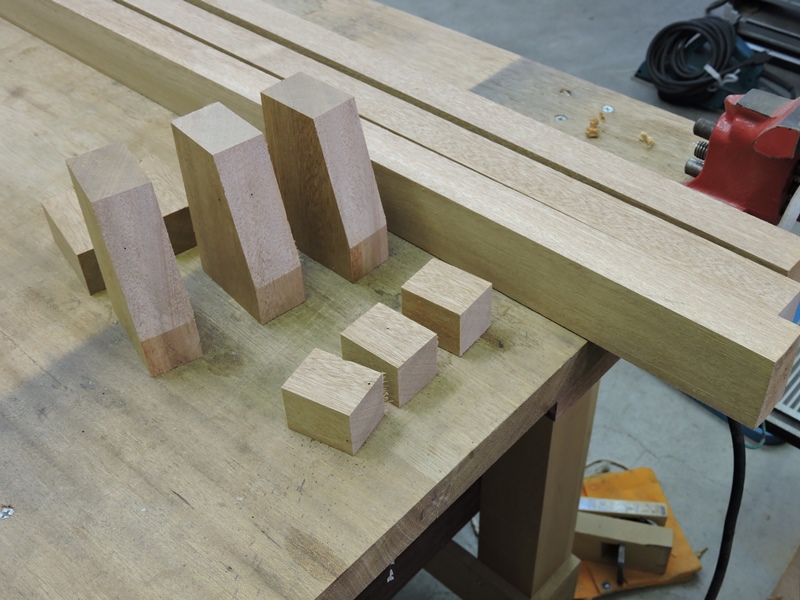 同じように移動クランプ部とエンドストッパー部の 小さな部品を材料取りします。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|