![]() 守谷工房のMachineへ
守谷工房Topへ
守谷工房のMachineへ
守谷工房Topへ
|
|
| ・中国製リニアガイドのメンテ(2018.3.17) |
 3Dプリンターの精度向上には、3軸のスライド構造をリニアシャフト+リニアブッシュから リニアレール+リニアガイドへ変更したいものです。シャフト周りの移動(回転)がなく レールの剛性が高いので、優れた精度を維持することが可能です。問題はその価格です。 |
|
 品質に優れた日本製品ならば間違いありませんが、 L310mmのセット品で1本軽く8千円を超えます。 |
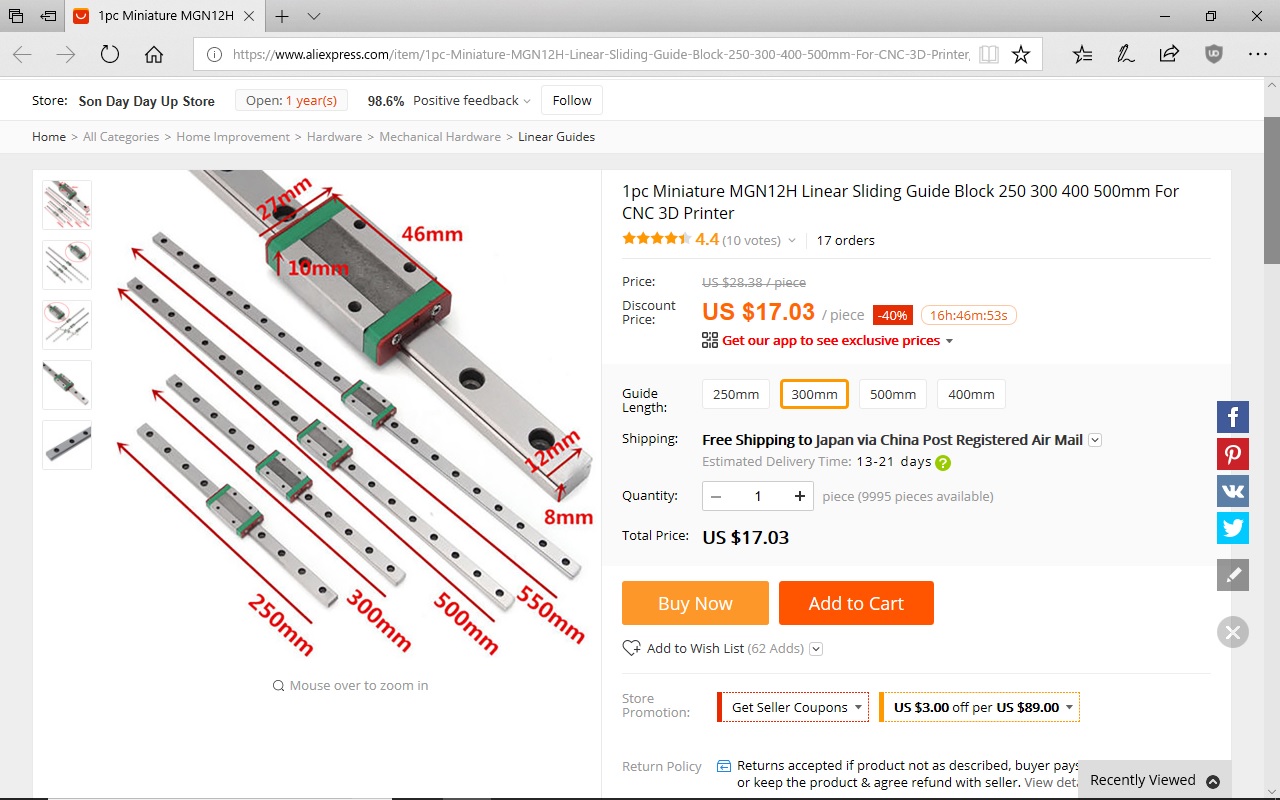 安かろう悪かろうを承知の上でつい手を出してしまうのが Aliexpress。同じ規格(L300mm)で2000円以下です。 |
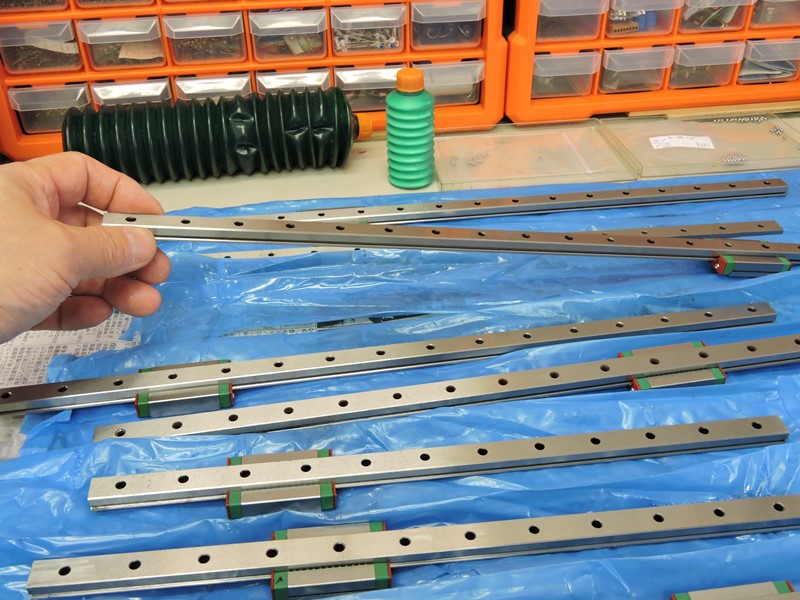
 メインランドからの送料を抑えるため、 ついまとめ買いしてしまいます。 |
 最近のAliexpressはデリバリータイムがかなり 早くなり、決済上のトラブルもあまり聞きません。 |
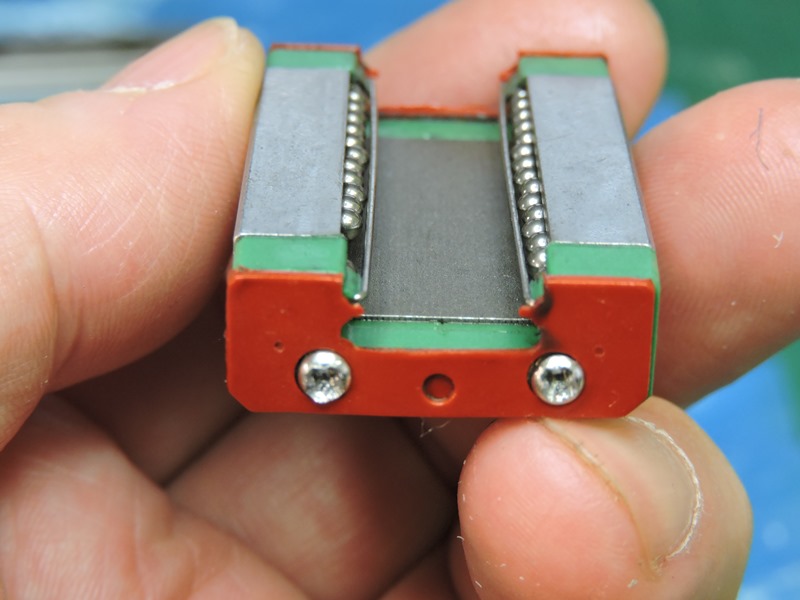
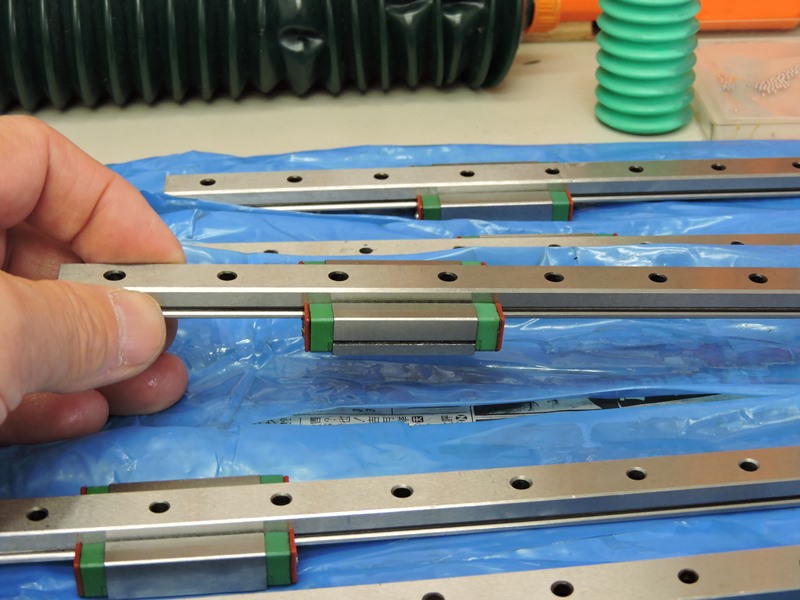
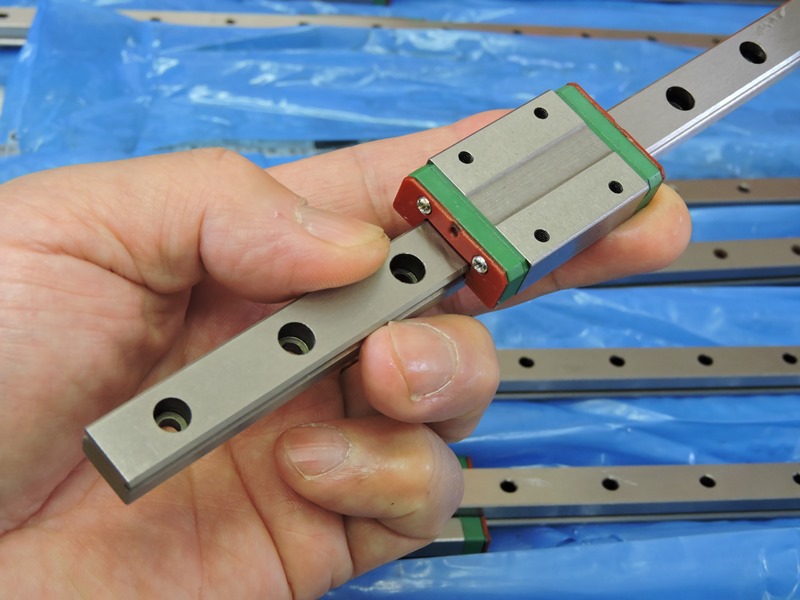
 半月ほどで配送されてきた12mm幅の ミニチュアリニアガイド(セット品)です。 |
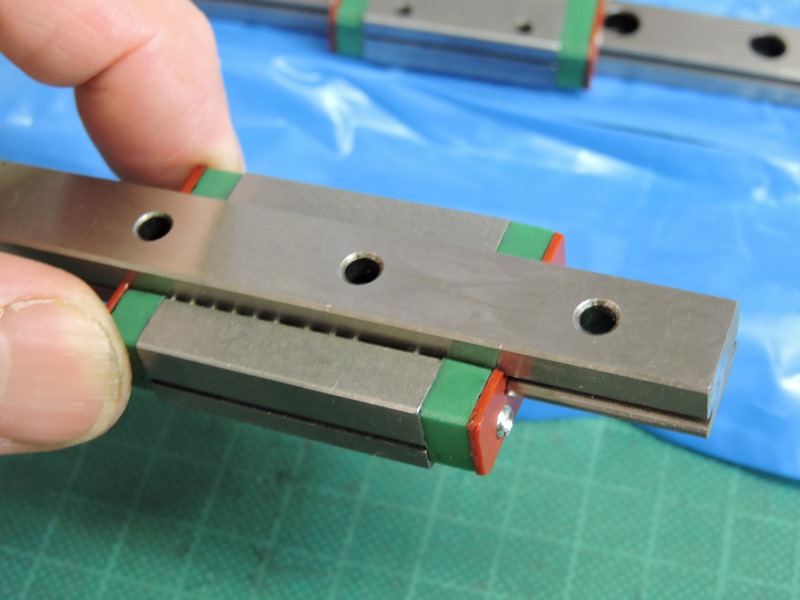
 何よりも見た目がよろしくありません。金属部分 ・樹脂部分とも、いかにも品質が低そうです。 |
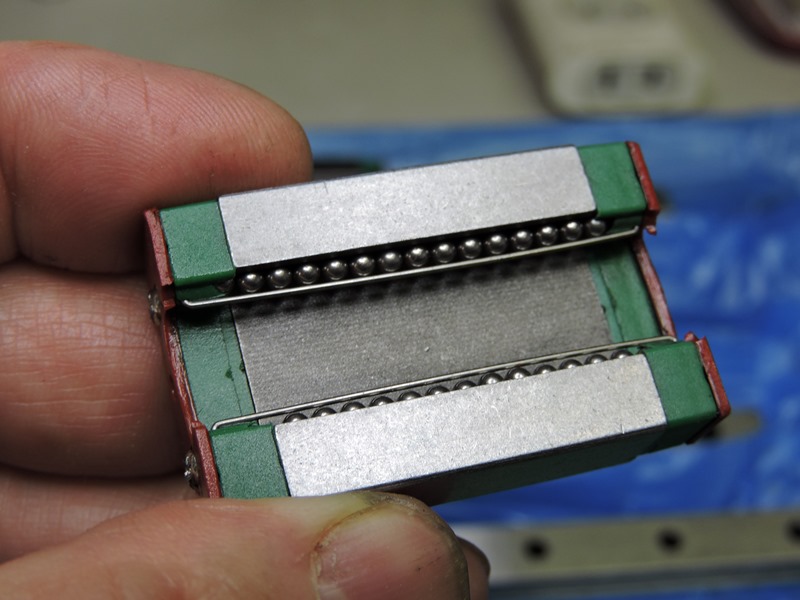
 レールをスライドさせると、もろに「引っ掛かり」ます。また、 ボールを直接左右に動かすと、循環自体が引っ掛かります。 |
 ベアリングボールがひどく行儀悪く並んでいます。 3本に1本はまともに使えない有様です、さすが。 |
 「何とか実際に使用できる最低限の 性能」を目標にメンテを試みます。 |
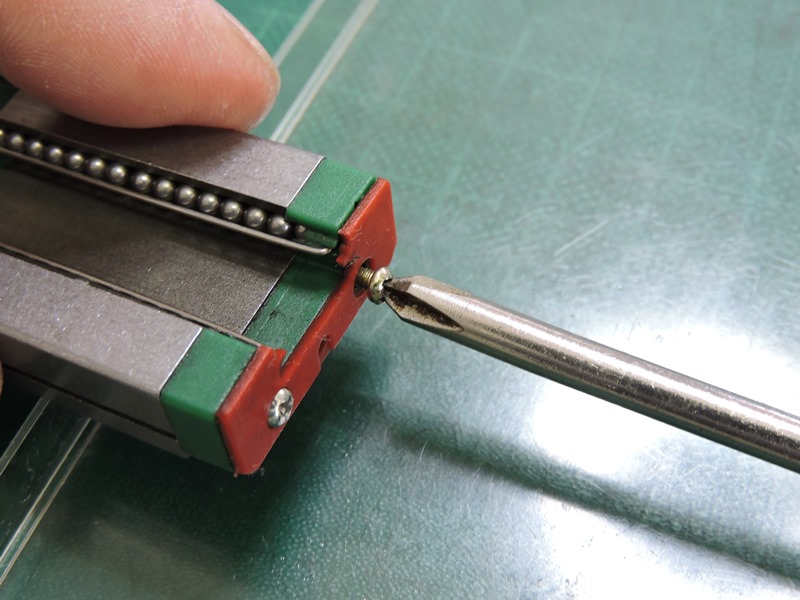
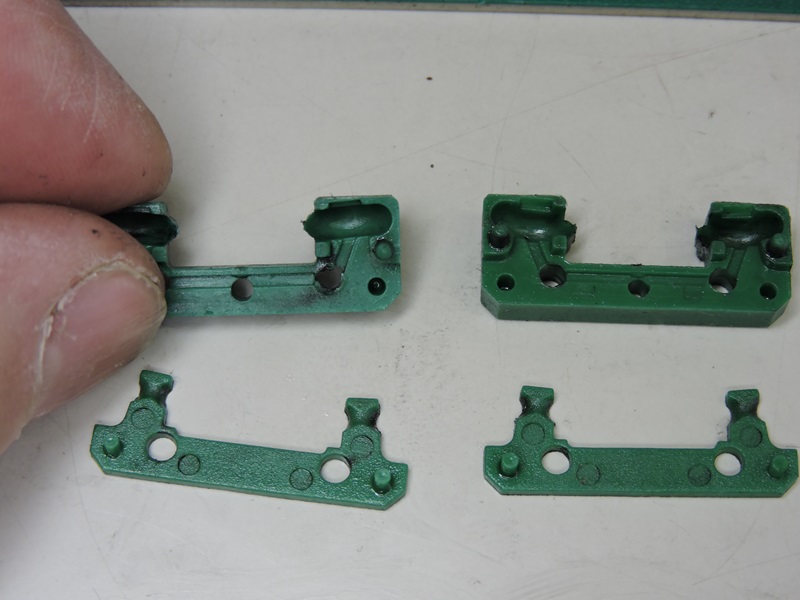
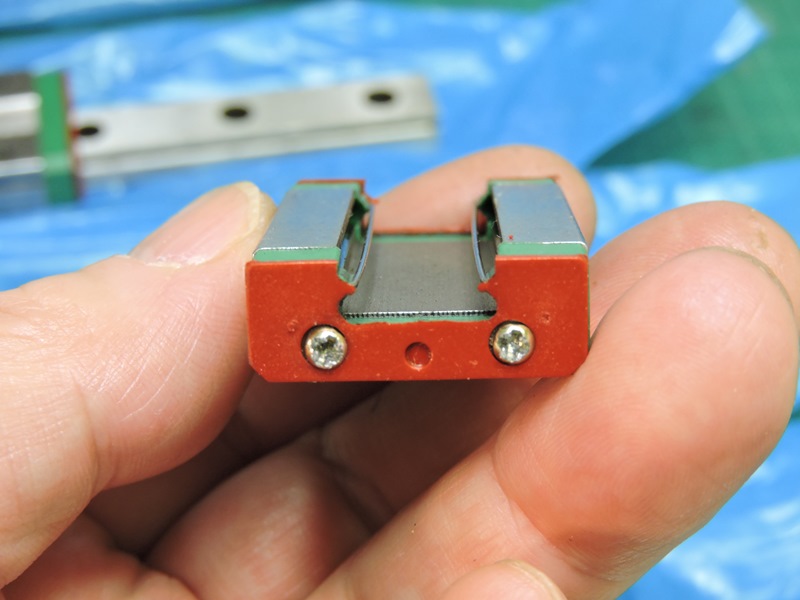
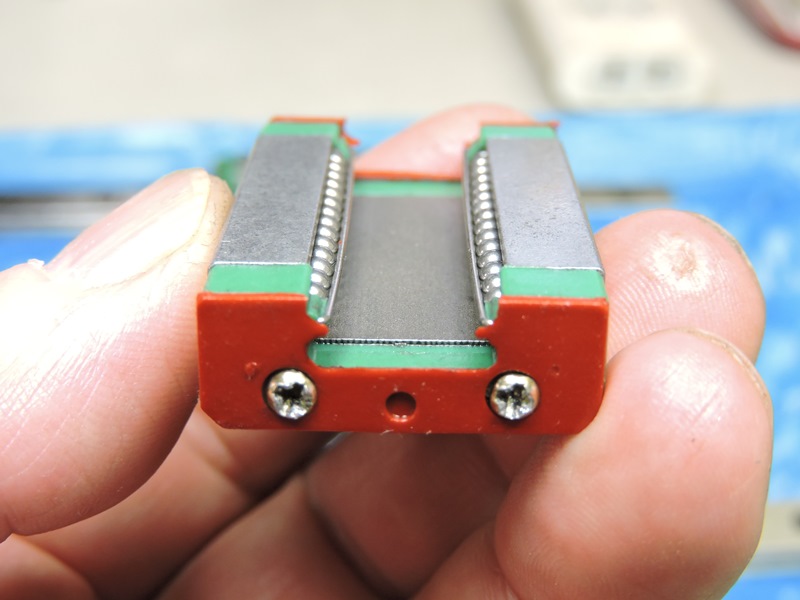
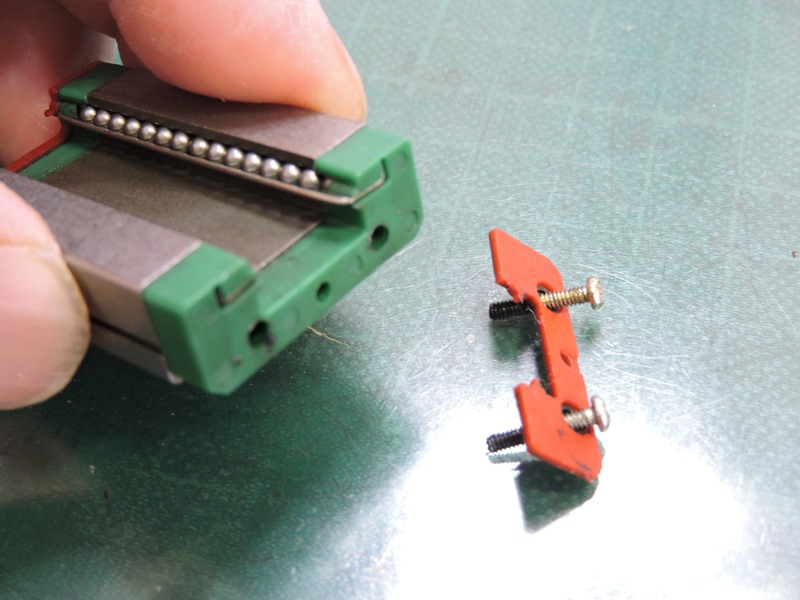 2本のネジを緩め、ブロック両側に あるサイドシールを取り外します。 |
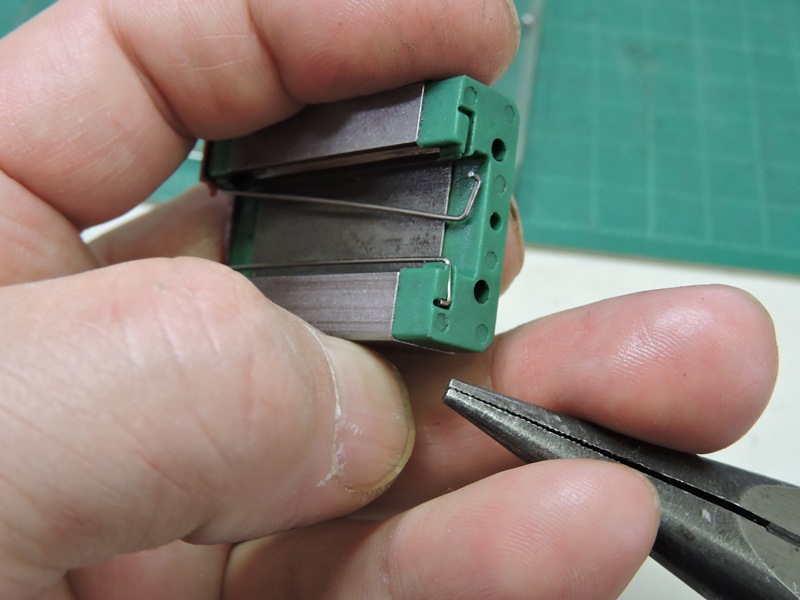
 樹脂製リターンキャップをラジオ ペンチで少しずつ引き離します。 |
 保持ワイヤーの弾性範囲内で リターンキャップを引き抜きます。 |
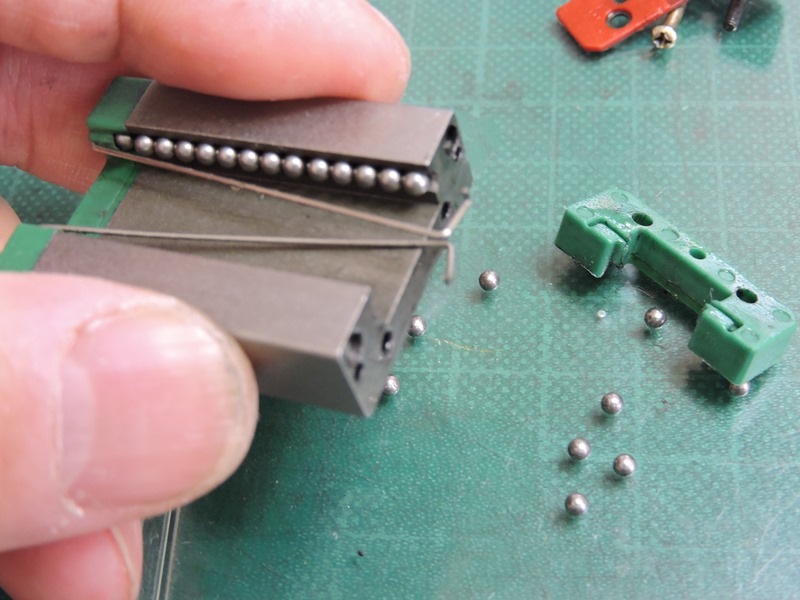 ベアリングボールが一挙に流れ落ちて きます。トレイなどを置いて受けます。 |
 精密加工されているはずのブロック本体ですが、 黒いスラッジにまみれ上質感がありません。 |
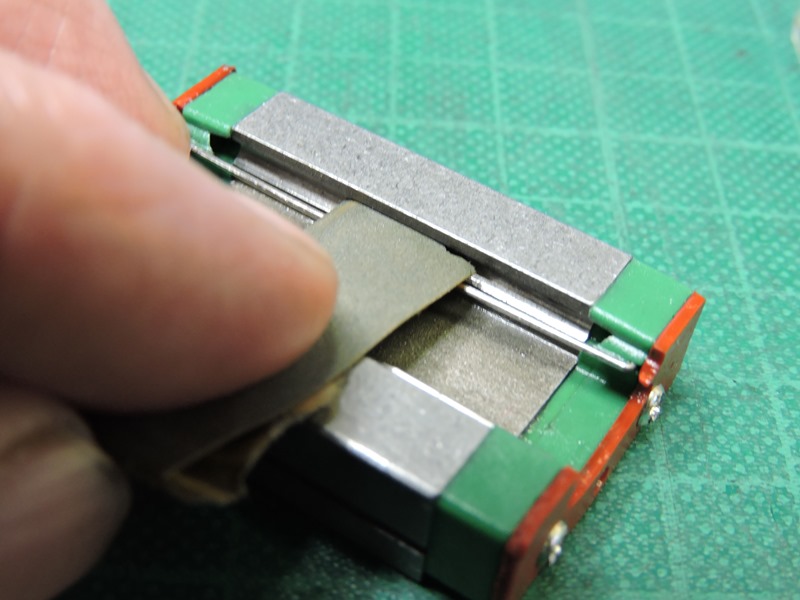
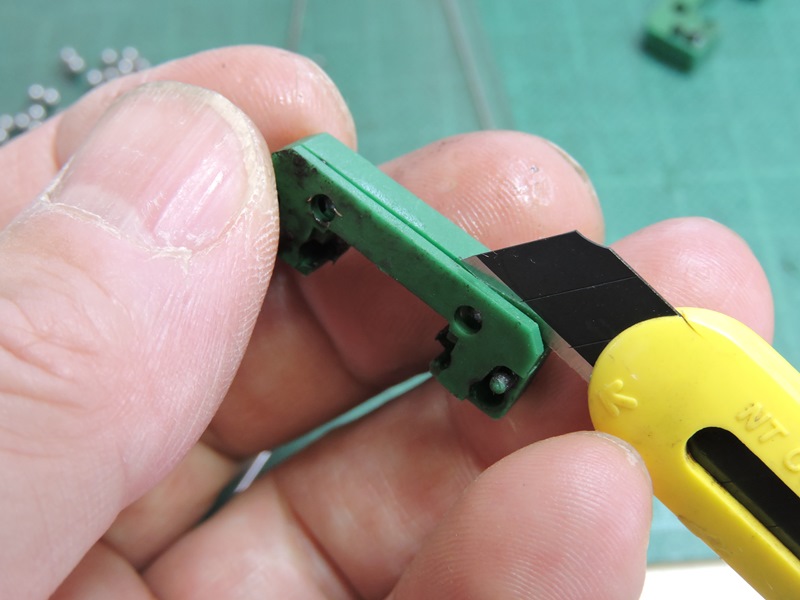 リターンキャップの内側には、潤滑油 シール用のプレートが嵌め込まれています。 |
 カッターナイフの刃先を入れる ことで分離することが出来ます。 |
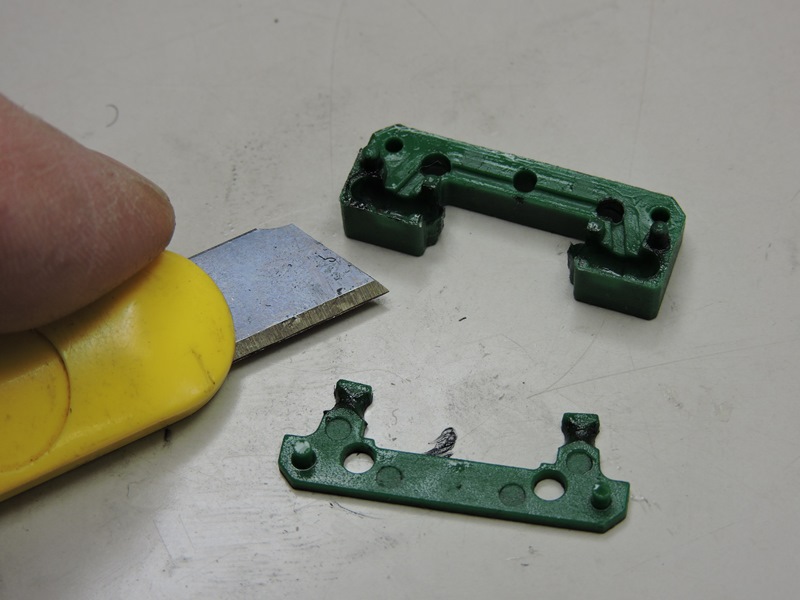
 リターンキャップの内部を確認します。スラッジの ようなグリスのような、黒い汚れが付着しています。 |
 小さな布を滑り込ませ 汚れを全て落とします。 |
 スラッジにゴミや金属粉が含まれていると、ガイドの滑りを悪化させます。製造段階に加え、 製造後の保管状態にも問題があるようです。組み上げた後で新しい潤滑油を入れます。 |
|
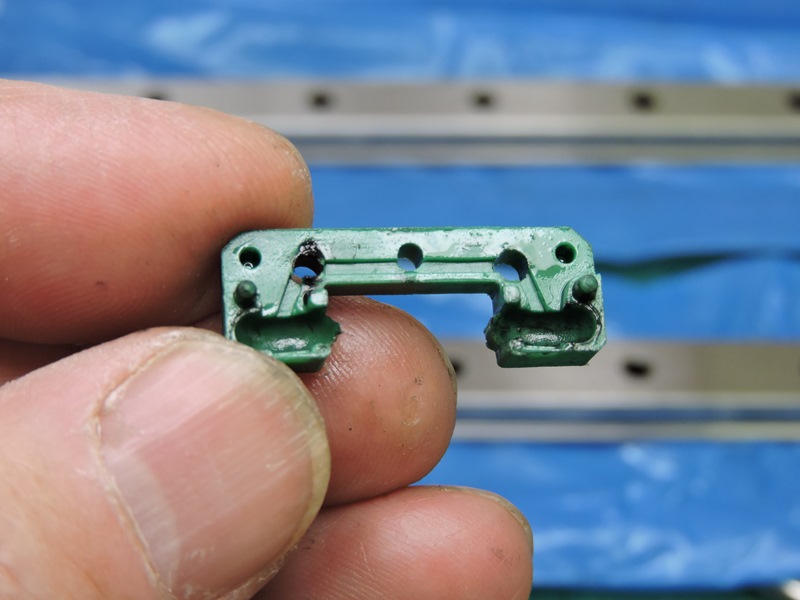
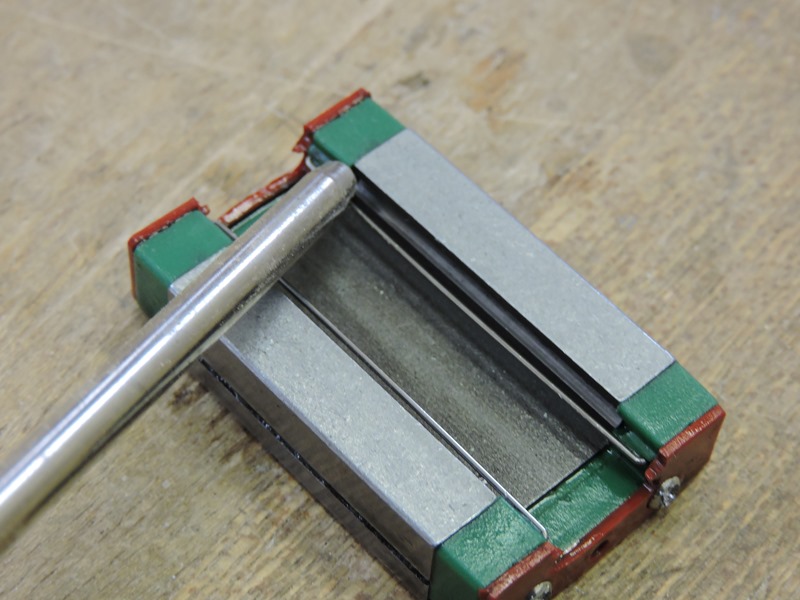
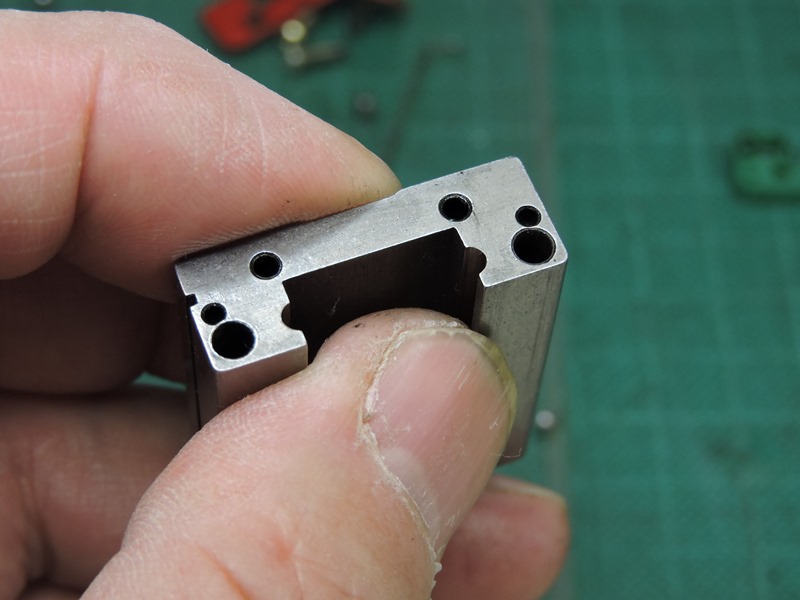 ブロック本体を入念に点検します。左右に ある大きな穴をベアリングが循環します。 |
 隣り合った小さな穴には、リターン キャップの突起が嵌まり込みます。 |
 隣接する2つの穴の縁が、一部で干渉しています。 ピンセットの先で周をなぞると引っ掛かります。 |
 穴あけ加工の位置精度と開口部縁の仕上げ処理が十分では ありません。ここでベアリング循環が滞る可能性があります。 |
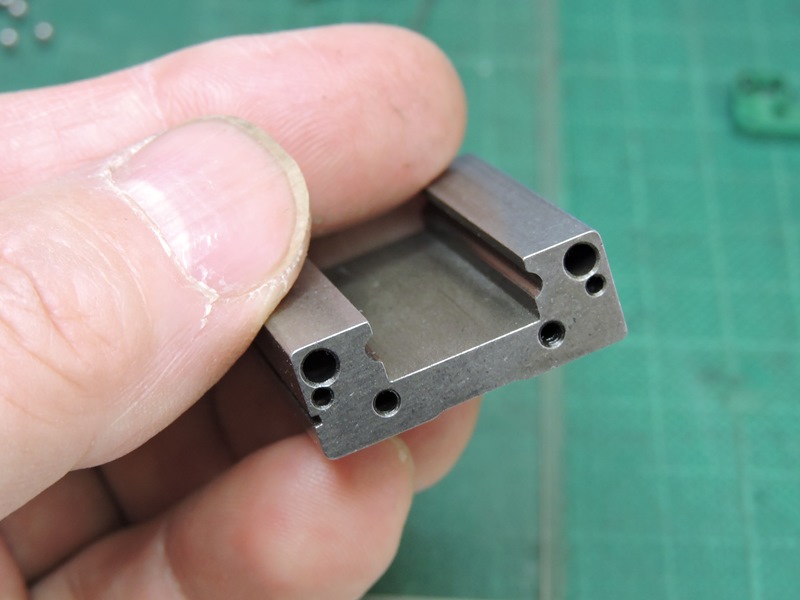
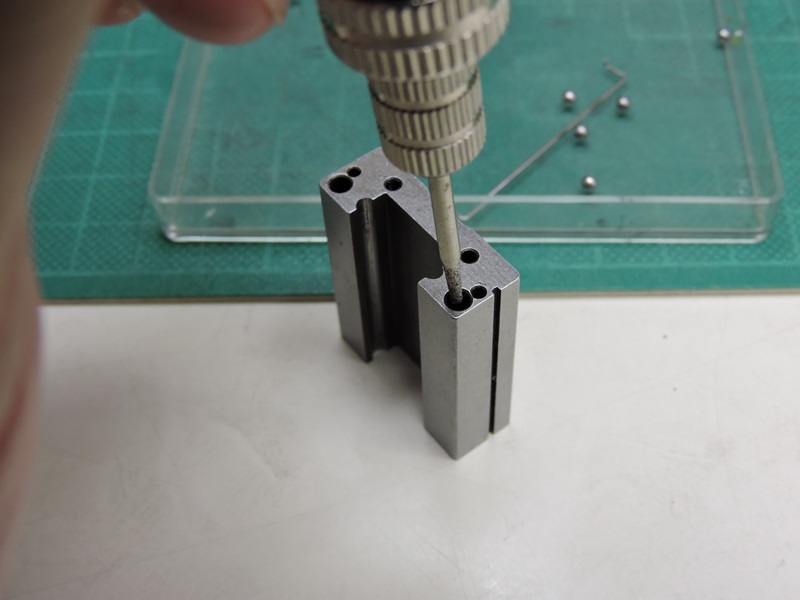 本体ブロック側の問題として、ベアリングボールが循環する経路のどこかに 「引っ掛かり」があるはずです。リターンキャップ出入り口とブロック開口部の ジオメトリにも、僅かな不一致を疑ってかかる必要があります。リューターに 細いダイヤモンドビットを取り付け、開口部縁を軽く研磨してみます。 |
|
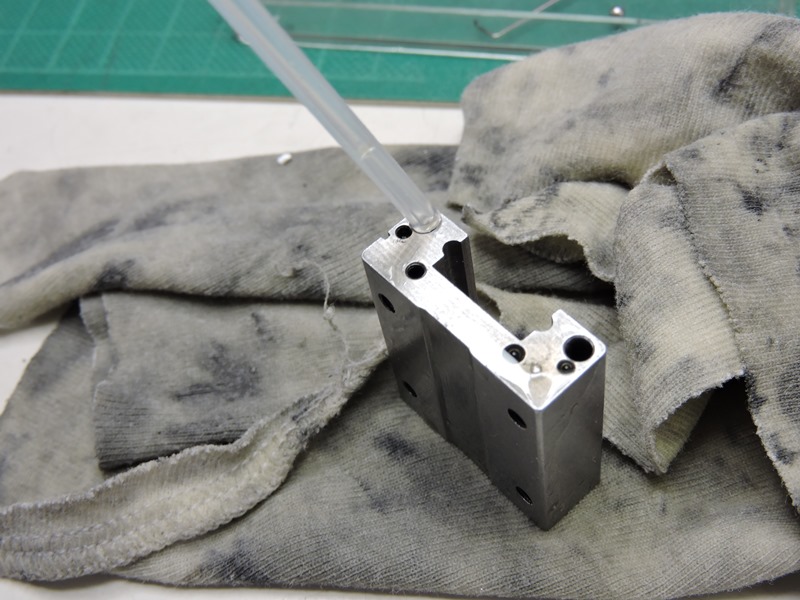 潤滑スプレーを吹いて研磨屑が 残らないよう洗い流します。 |
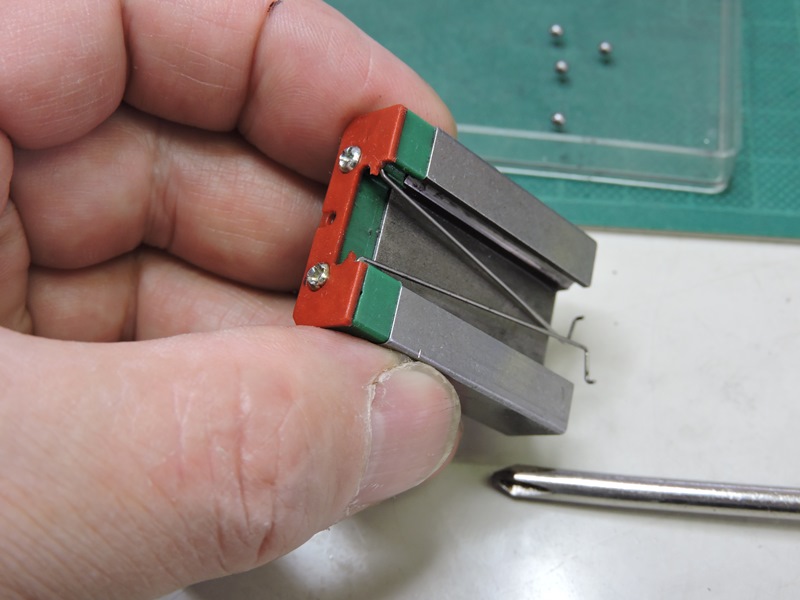 保持ワイヤー、リターンキャップ、 サイドシールを組み付けます。 |
 先に反対側のリターンキャップを嵌め 込んでから、保持ワイヤーを掛けます。 |
 保持ワイヤーの弾性範囲内で、ラジオ ペンチを使い掛けることが出来ます。 |
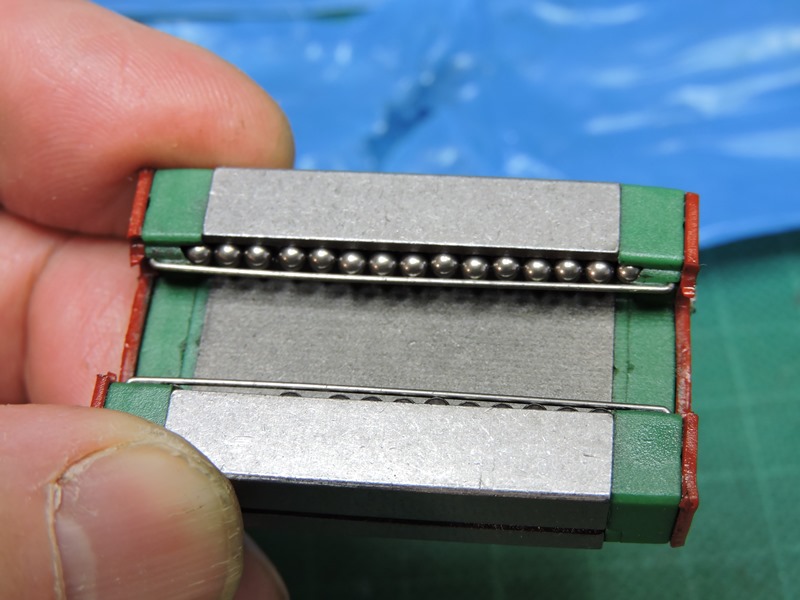
 保持ワイヤーが張られているので、ベアリング ボールは脱落することなく内部を循環します。 |
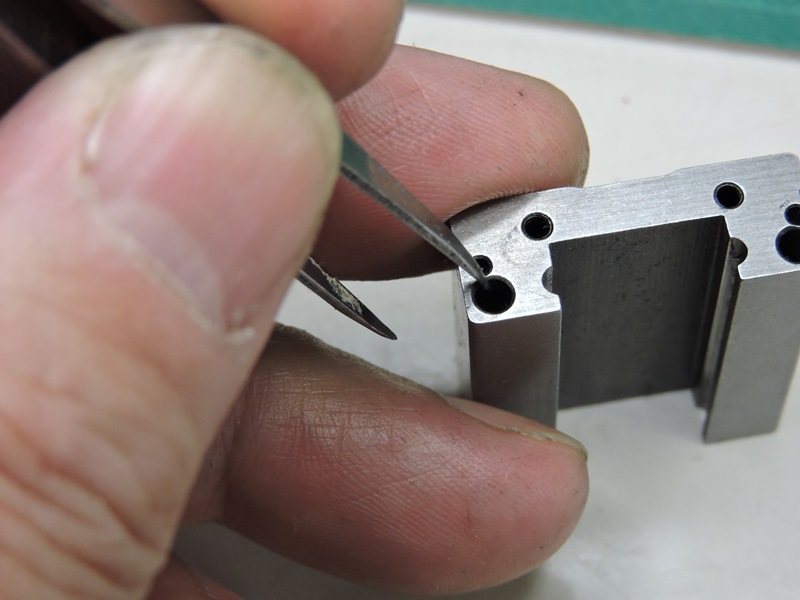
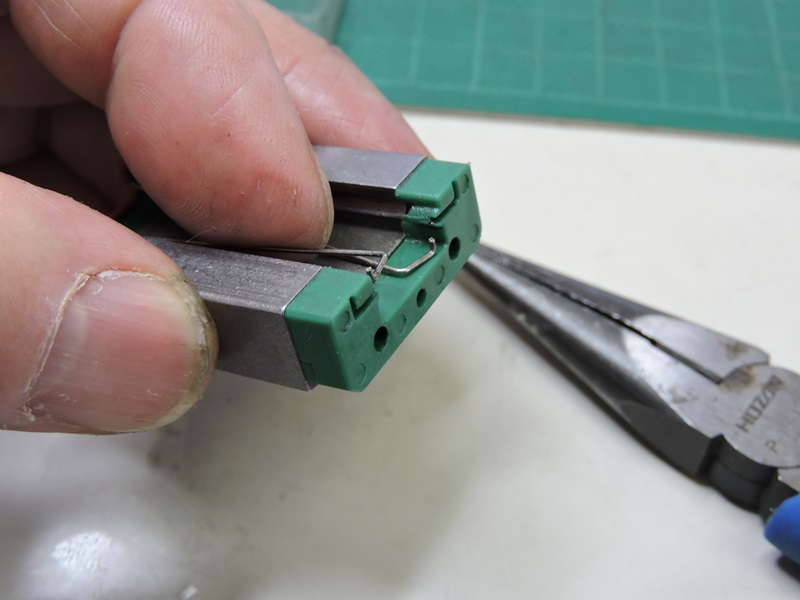
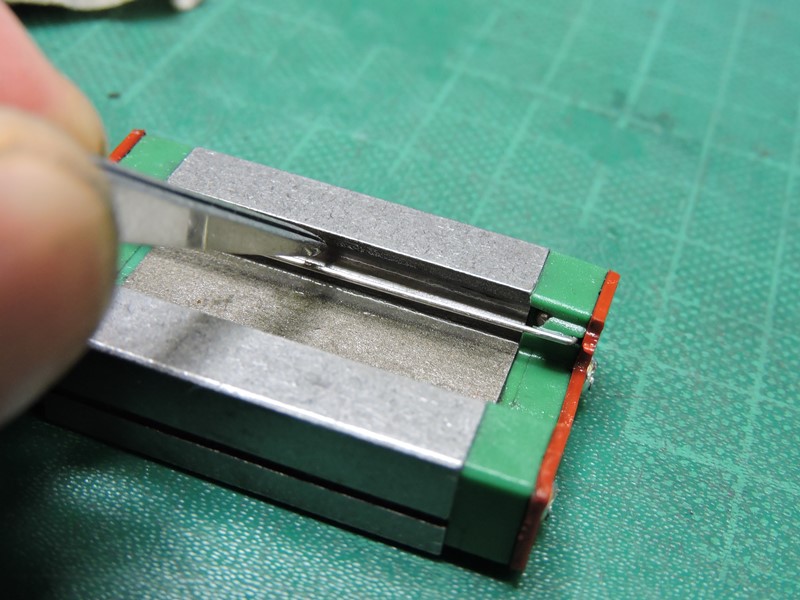 保持ワイヤーの内側ではベアリングボールの半分を ブロックの溝が覆います。その縁にバリがあります。 |
 バリがベアリングに接触するまで飛び出て いると、スムーズな循環を妨げます。 |
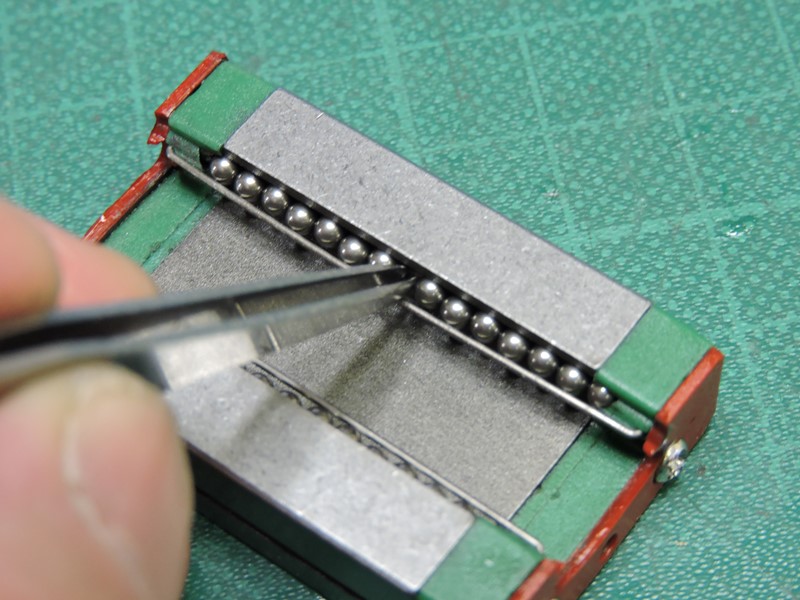
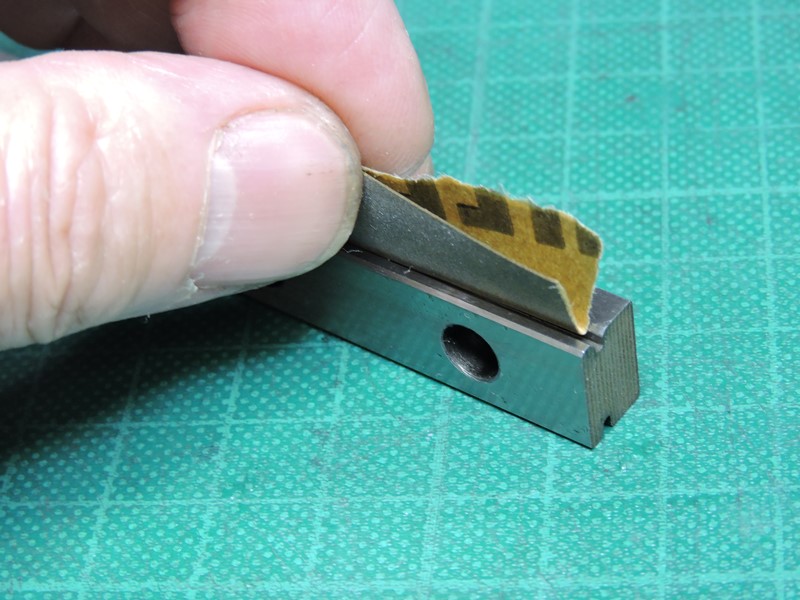
 500番程度の耐水ペーパーを小さく 切り、溝の内側上下の縁を研磨します。 |
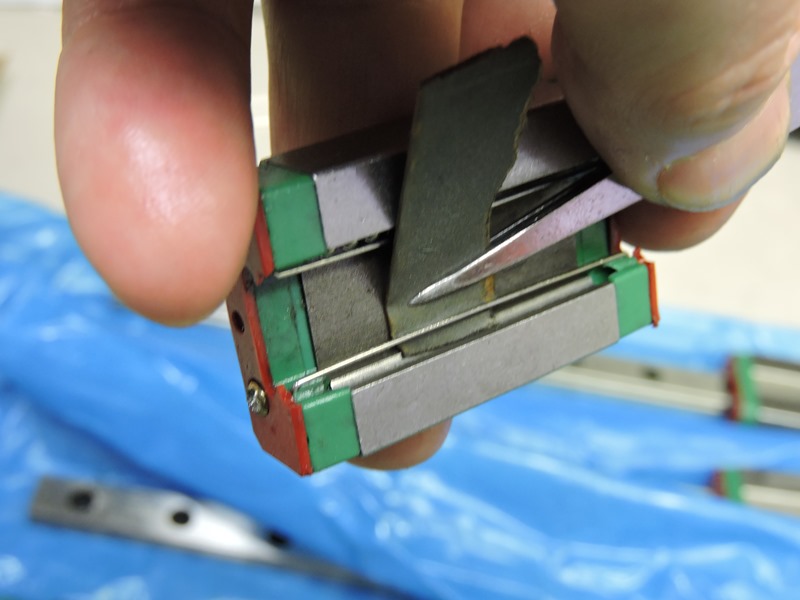 奥側の縁は手が入らないので ピンセットでつまんで往復させます。 |
 研磨後は潤滑スプレーを吹いて 研磨屑を綺麗に洗い流します。 |
 高圧エアで洗浄に使用した潤滑 スプレー液を吹き飛ばします。 |
 ベアリング循環通路に残る 潤滑スプレー液も飛ばします。 |
 ベアリングの循環経路をひと通りメンテし終えました。ボールを詰め直して 「引っ掛かり」が解消していれば、メンテ方法として妥当だったことになります。 |
|
 取り出しておいたベアリングボールを ティッシュペーパー上に広げます。 |
 変色した古いグリスやスラッジに まみれ表面が汚れています。 |
 ティッシュペーパーを折りたたみ、 ボールを中に挟み軽く揉みます。 |
 ティッシュペーパーに汚れが 拭き取られて綺麗になります。 |
 ベアリングボールを1個ずつブロックに戻します。 保持ワイヤーの中ほどから軽く押し込みます。 |
 メンテの効果が出ているのか、 引っ掛からずに軽く循環します。 |
 途中で脱落したのか、あるいは最初から 不足しているのか、ボールが1・2個足りません。 |
 補充用のベアリングボールを用意しました。 3/32インチはホームセンターでは入手できません。 |
 ベアリングボール自体の品質も疑わしいものです。新しく購入したもので 全て交換したいところですが、日本製高品質のボールは結構高価です。 |
|
 ガイドレール側も簡単にメンテします。品質が 悪く古くなって固化したグリスが付着しています。 |
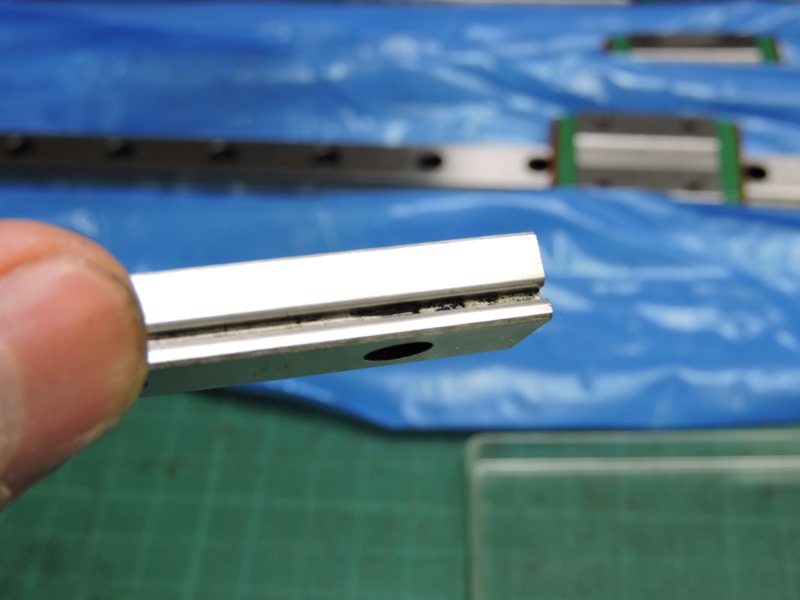 レール側面のベアリングボールを受ける V字溝です。所々にスラッジが残っています。 |
 溝の奥までウェスを入れて 丁寧に汚れを取り除きます。 |
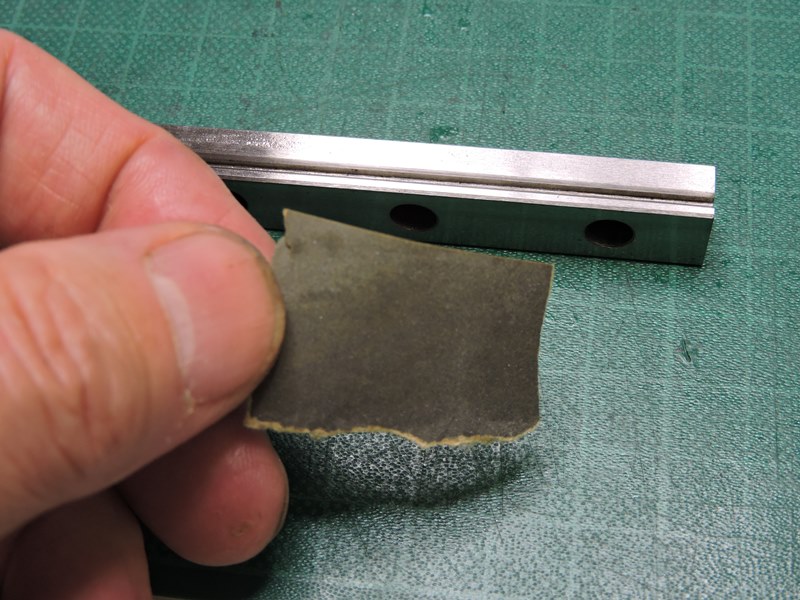 500番のペーパーでボールの 接触面を軽く研磨します。 |
 本格的に研磨してしまうと、リニアガイドの精度を 損ないかねません。汚れを落とす程度に留めます。 |
 数往復させてペーパーの当たりが 滑らかに変化する程度にします。 |
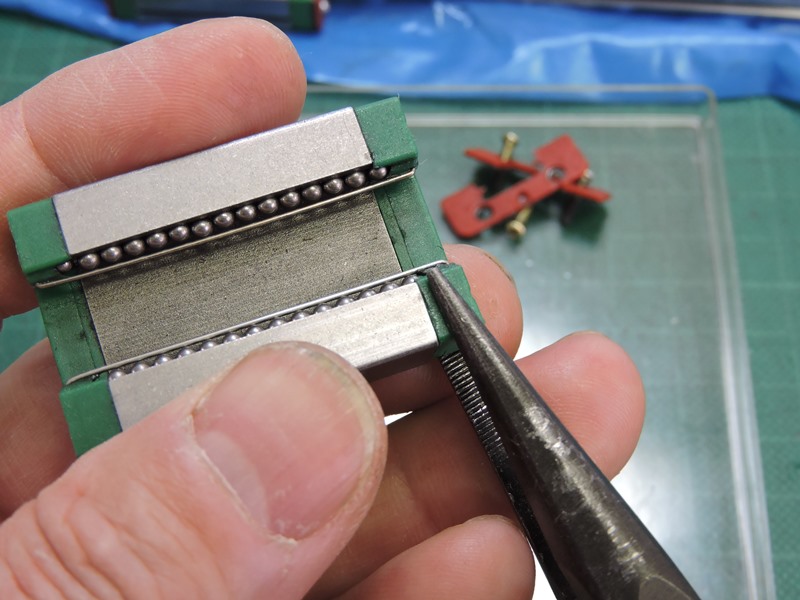
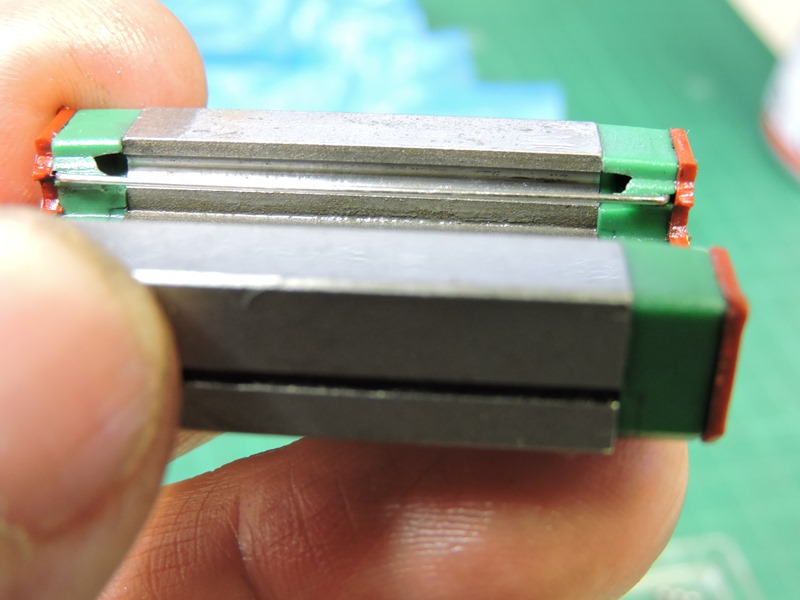
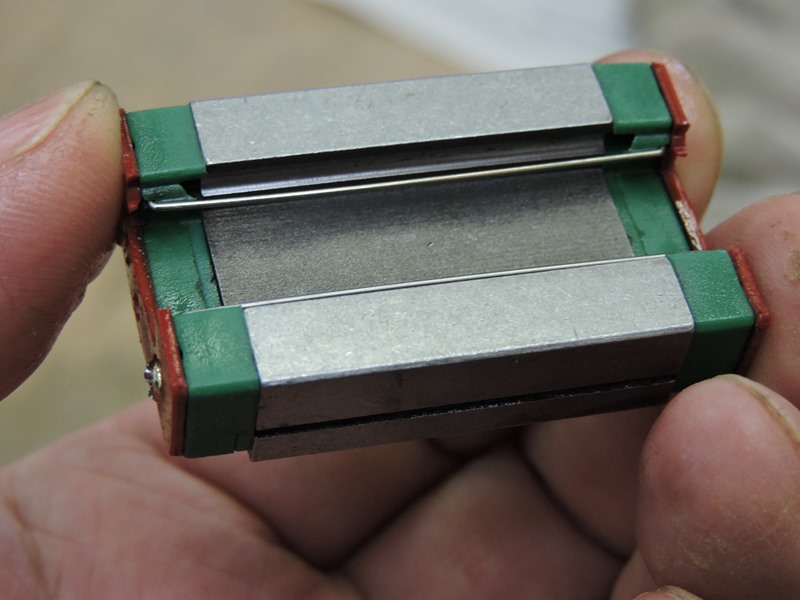
 ベアリングボールを詰め直したブロックをレールに 組み合わせます。ボールが綺麗に整列してます。 |
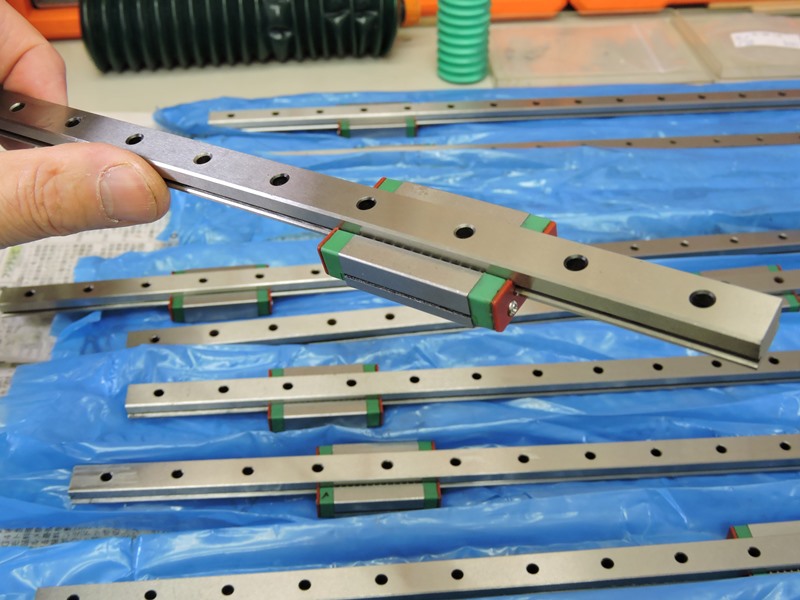 「引っ掛かり」まくっていたメンテ前とは 劇的な違いです。するりと入っていきます。 |
 水平状態から片端を徐々に持ち 上げて、傾斜を与えてみます。 |
 傾斜30度ほどでブロックが 自重でスライドしていきます。 |
 ブロックの動きをよく観察すると、「引っ掛かる」ことはないものの、金属どうしの摺動ノイズが かすかに聞こえます。保持ワイヤーの僅かな変形もスライドの感触を変化させ、製品としての 安定性に乏しいことが分かります。日本国内製品の高品質には到底及びませんが、ともあれ 購入直後の「使い物にならない」状態ではなく、グリスを適切に選べば「使える」状態です。 |
|
|