![]() カップボード(小)へ
守谷工房Topへ
カップボード(小)へ
守谷工房Topへ
カップボード製作2(部品加工)
|
製作1 (木取り) |
製作2 (部品加工) |
製作3 (組み立て) |
製作4 (塗装仕上げ) |
製作5 (装飾仕上げ) |
材料から切り出した部材に必要な加工を施します。各部品の縁部分は、
ルータを用いたR加工や銀杏加工により装飾性を高めたいものです。
また、内側からガラスを嵌め込むための溝加工や、側板どうしが正確な
角度で留め接ぎとなるよう微妙な斜め挽きを乗り切らなければなりません。

 木取り編の最後に紹介した 製作に必要な全ての部材です。 |
 先に天板と底板の表側縁部分に銀杏加工を 施します。ルータに銀杏ビットを取り付けます。 |
 安価のルータビットなので切れ味は今ひとつです。 1・2mmずつ刃を出しながら徐々に切削していきます。 |
 木端面は概ね良好な仕上がりですが、 小口面には多少の荒れが残ります。 |
|
次に窓枠の内側縁部分に銀杏加工を施します。部材が 細く保持部分が限られるので慎重に作業します。 |
 左右コーナー部、中央開閉部の窓枠用 部材(縦方向)6本の用意ができました。 |
 側板・窓枠どうしの突き合せ面を斜めに切断します。 昇降盤を24度と21度に傾けて正確に材料を送ります。 |
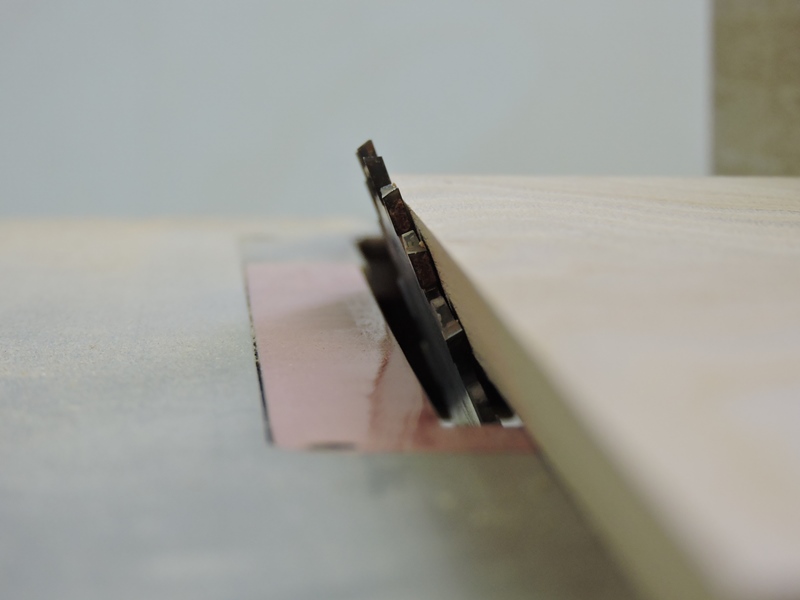 チップソーが正確な突き合せ角度で平面に切断していき ます。予めサンプルをカットして仕上がり角度を確認します。 |
 この時点で天板・底板の内側表面に軽く鉋を かけて、ルータ加工跡のささくれを取ります。 |
 天板・底板・左右側板には、背板を 嵌め込むための溝を切り込みます。 |
 背板となる化粧合板厚みが3mmのため、 深さ3mm、幅5mmの溝にします。 |
 固定・可動いずれも窓枠の内側裏縁部分には ガラスを嵌め込むための溝を切り込みます。 |
 ガラスを固定する棒材の収容幅も含めて 深さ5mm、幅5mm程度の溝にします。 |
 ルータ加工や溝切りなど多少危険を伴い 油断のできない作業が終了しました。 |
 底板の上に部材を載せて斜め突き合せ面の当たり 具合を確認します。表裏とも隙間は見えません。 |
 当たり具合の確認中、上端をテープで 仮止めしておくと作業しやすいです。 |
 固定側・可動側ともに窓枠部分に 必要な全ての部材が準備できました。 |
 窓枠の四隅を留め接ぎにするため スライドソーで45度に切断します。 |
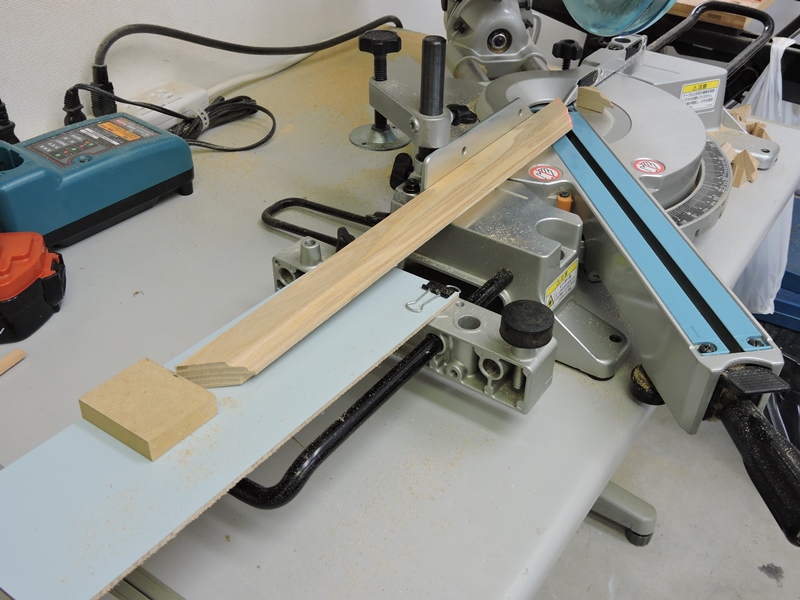 縦方向(長い方)の部材を正確に同一の長さにする ため、治具を工夫して定位置にストッパーを固定します。 |
 横方向(短い方)の部材を切り揃えるための治具です。 45度で部材に当たり正確に切断位置を決めます。 |
 切り終わりでささくれが出やすいので慎重に刃をスライド させます。場合によりテープで切断箇所を保護します。 |
 厳密に見ると僅かに留めの不整合が見つかります。が、 手鉋による修正は却って誤差を大きくするので控えます。 |
 内側縁部分の銀杏加工により、装飾的で品のある窓枠になりそうです。 やはり、部材を落とすなどして角を丸めてしまわないよう気を付けます。 |
|
|
製作1 (木取り) |
製作2 (部品加工) |
製作3 (組み立て) |
製作4 (塗装仕上げ) |
製作5 (装飾仕上げ) |