| ・ピアノ用椅子の修復 座板複製編(2016.11.2) |
 市内にある私立幼稚園からのご依頼です。破損してしまったピアノ用の 椅子を修理することになりました。背面のレバーで高さを調節できる 伝統的な構造です。破損に加え全体的な傷みも深刻で、修理(元通り 使えるようにする)ではなく修復する(元の状態を再現する)ことにします。 |
|
| 1.状況の確認 | |
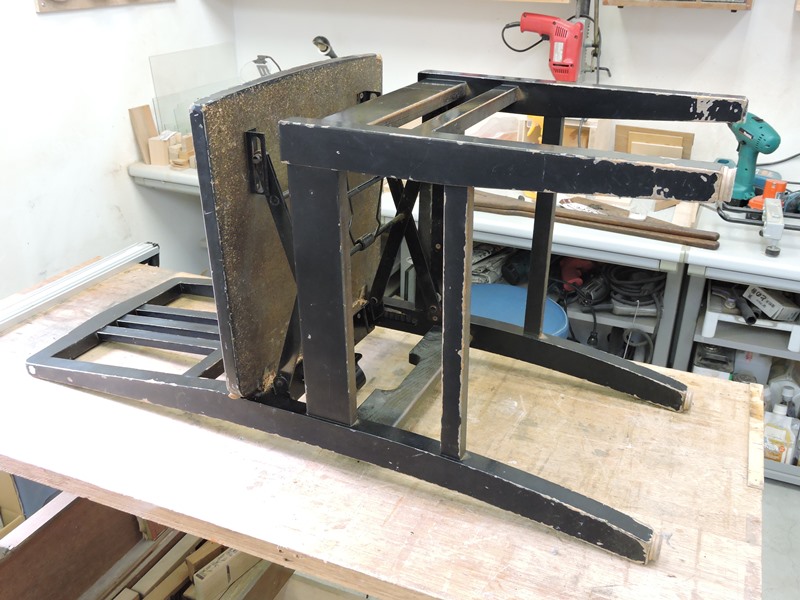
 伝統的・オーソドックスなデザインで、 ピアノに合わせた黒で塗装されています。 |
 引き取りの際に職員の方から、座板が 折れている、と伺っておりましたが・・ |
 工房に持ち運んでよく観察して みると、大変なことになっています。 |
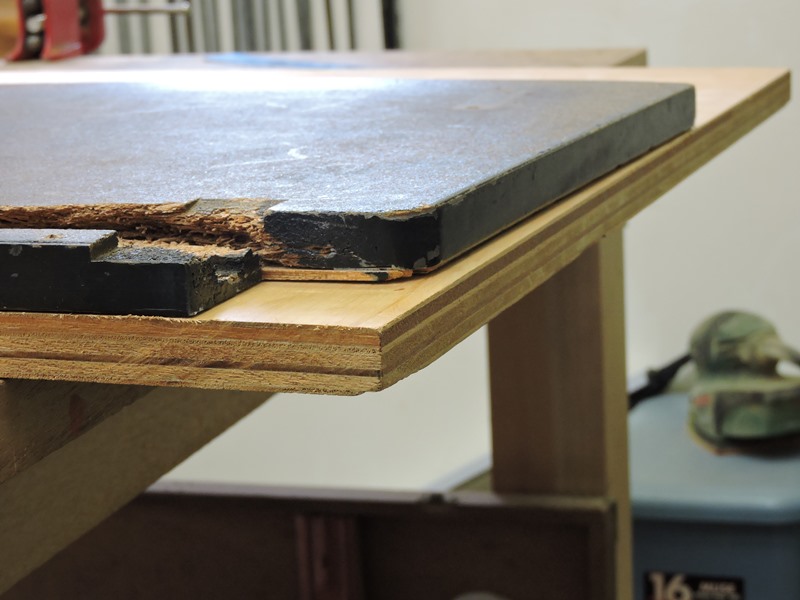
 座板の後部7~8cmの部分が 横方向に完全に破断しています。 |
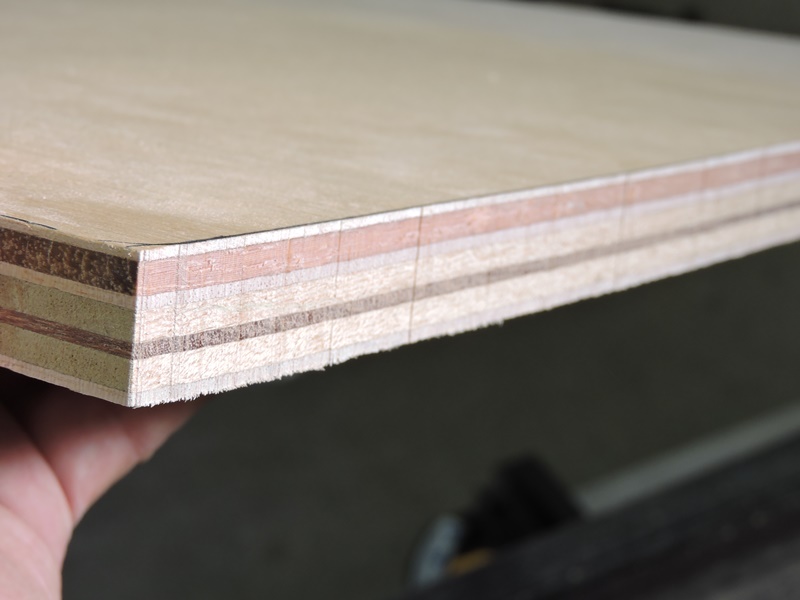
 座板は表・裏ともに表面の数mmだけが 合板で、中はパーティクルボードのようです。 |
 工作台上に載せて上下両側から 作業できるようにします。 |
 座板の中央部にはめ込まれたクッション板を 取り外します。ほとんど接着剤が効いていません。 |
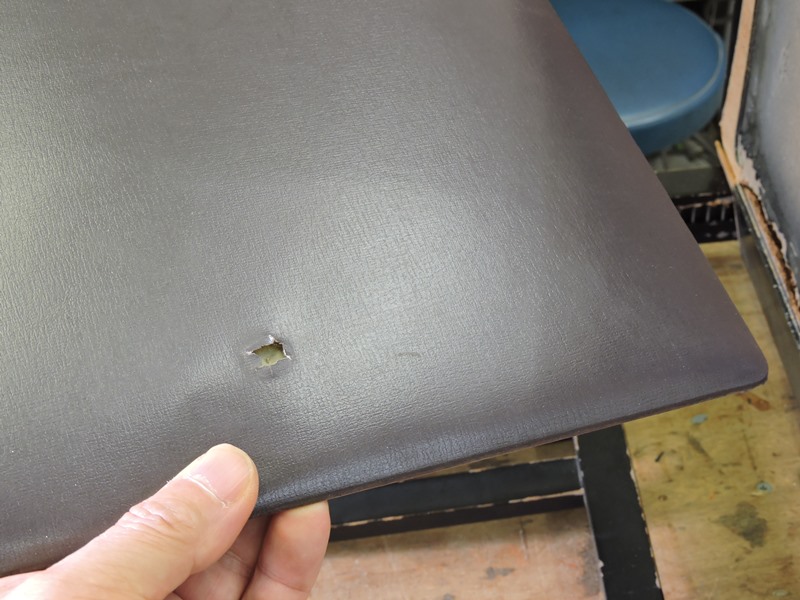 クッション板を覆うレザーシートに 1か所大きな穴が開いています。 |
 下側には座板を昇降させる 機構が備わっています。 |
 堅牢な金具が座板と脚部の 両方にネジ止めされています。 |
 座板後部に取り付けられている、昇降を ロック・解除する金具を取り外します。 |
 座板を昇降させるパンタグラフ機構の 金具を、脚部から取り外します。 |
 パンタグラフ金具の他端は、座板の前方に取り 付けられている金具で前後にスライドします。 |
 座板を完全に分離できました。金具に座板の 荷重が加わる手前位置で破断しています。 |
 パーティクルボードは芯内部まで材質の 劣化が進み、手の施しようがありません。 |
 体重が加わる座板に、そもそも強度に劣る 材料が使用されていることに疑問を感じます。 |
| 2.座板複製 | |
 一度は修理を考えましたが、次々に破断面が 崩壊していきます。諦めて複製に挑みます。 |
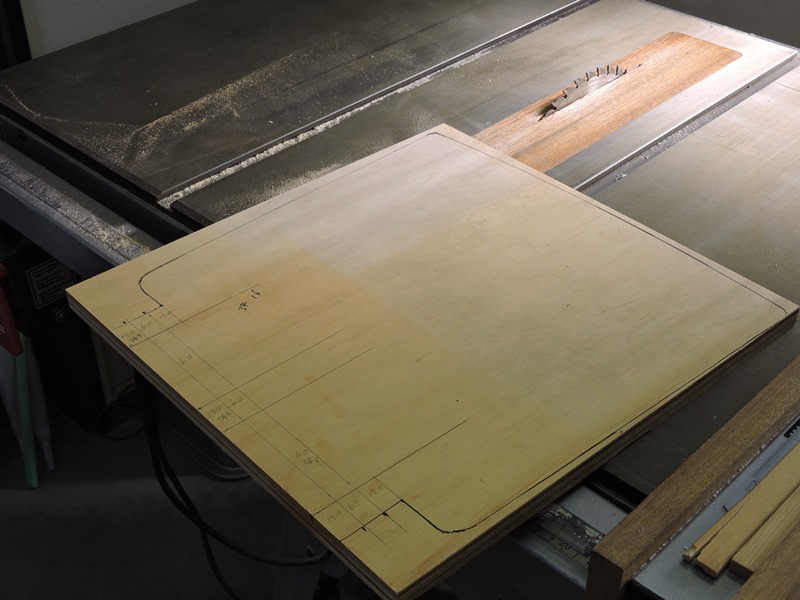
 元のパーティクルボードは実測で19mm厚 ですが、18mmの合板で同じものを作ります。 |
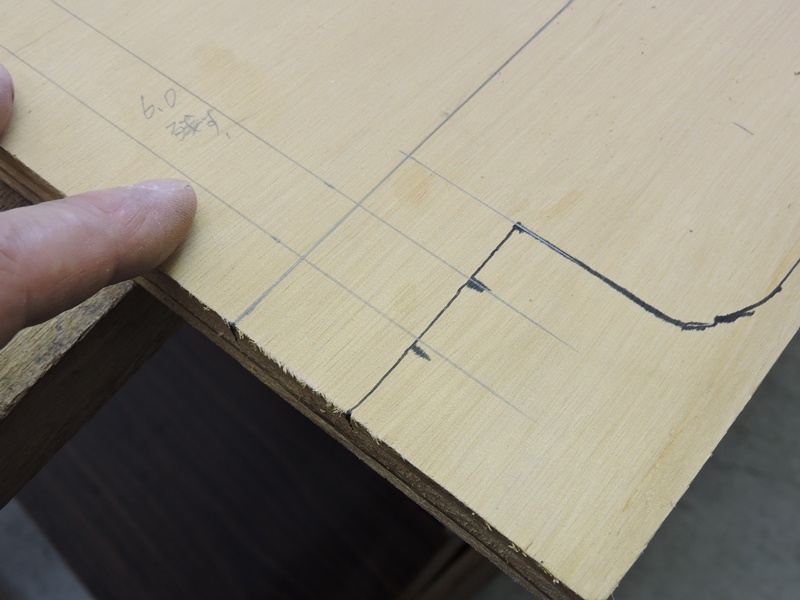
 破断面を一時的につなぎ合わせ、 合板の上に重ね置いて型を取ります。 |
 サインペンで周囲をなぞり、元の 微妙なカーブを写し取ります。 |
 ペン先の太さ分を材料の 切り代と仕上げ代にします。 |
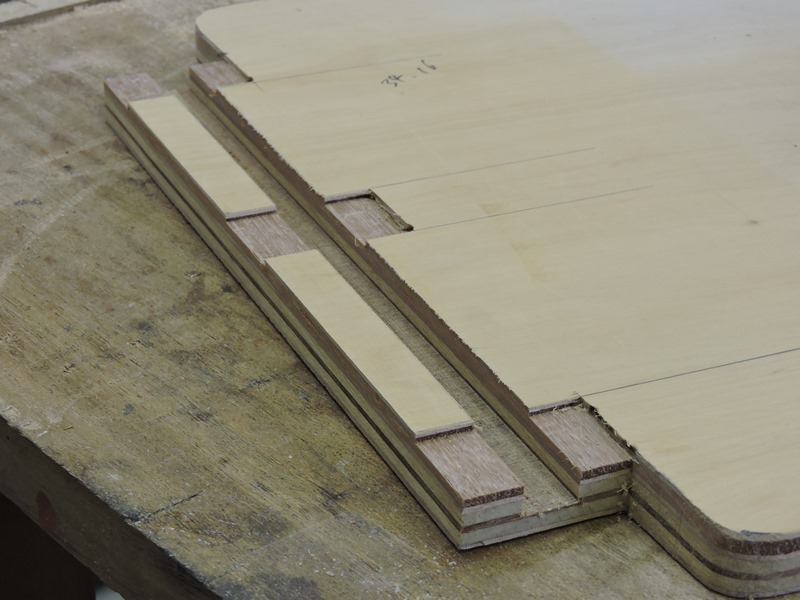
 金具の取り付け部周辺には、複雑な 切り込みと溝加工が施されています。 |
 破片を丁寧に復元しながら溝や 切り込みの位置を決定します。 |
 幅や深さの異なる溝を、正確に加工しなけ ればなりません。先に外形を切り出します。 |
 直線部分は昇降盤で 簡単に切断できますが、 |
 緩やかな曲線部には バンドソーを利用します。 |
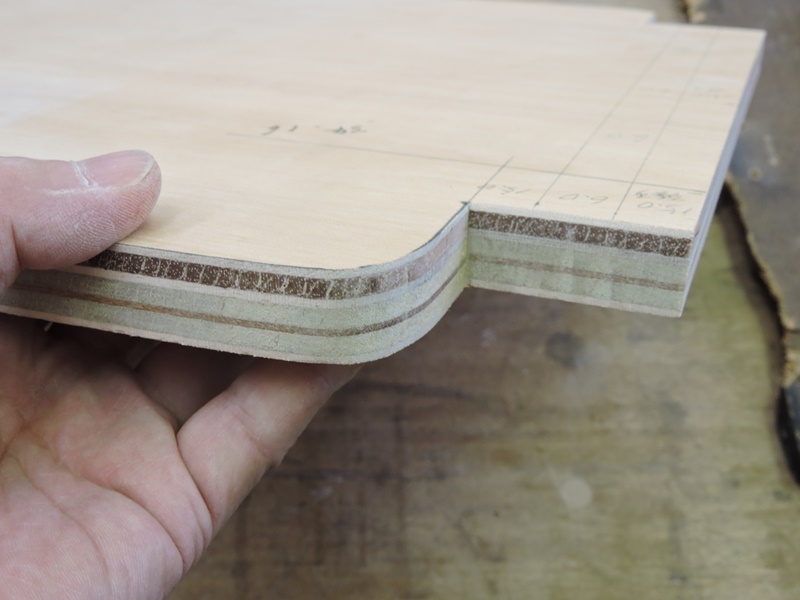
 バンドソーで座板の前縁 部分を切断しました。 |
 後縁左右の切り込み部分も バンドソーで加工します。 |
 低出力で非力なバンドソーですが、このような 微妙な曲線を含む切断には非常に便利です。 |
|
 どうしても鋸による切断痕が残ります。 ペン先太さ分の仕上げ代を使います。 |
 切断面をベルトサンダーに当てて 切断痕を一挙に削り落とします。 |
 合板の断面は接着剤の影響も あり、かなり硬い状態です。 |
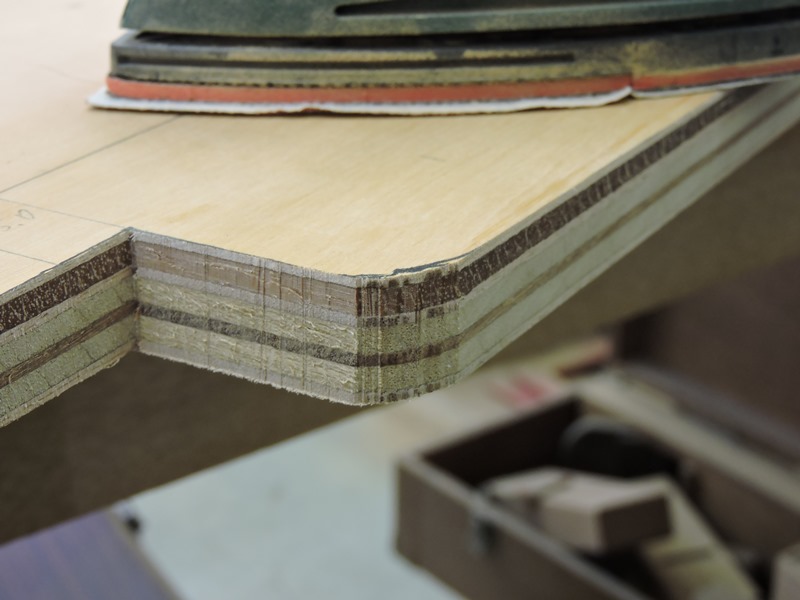 隅のR部を仕上げます。滑らかな Rを再現しないと美観を損ねます。 |
 ハンドサンダーを垂直に当て、 仕上げ線まで削り込みます。 |
 金具取り付け部の切り込みも ハンドサンダーを入れて仕上げます。 |
 合板の木口・木端面なので仕上がりには限界があります。 プラサフで表面を処理するので、この程度で十分です。 |
|
| 3.溝加工 | |
 座板の複製作業で厄介なのは、 金具取り付け用の溝加工です。 |
 左右のロック爪が収まる溝を掘ります。 直線なので昇降盤で加工できます。 |
 プレートの両端にある補強板の干渉を 避けるため、両端を数mm掘り下げます。 |
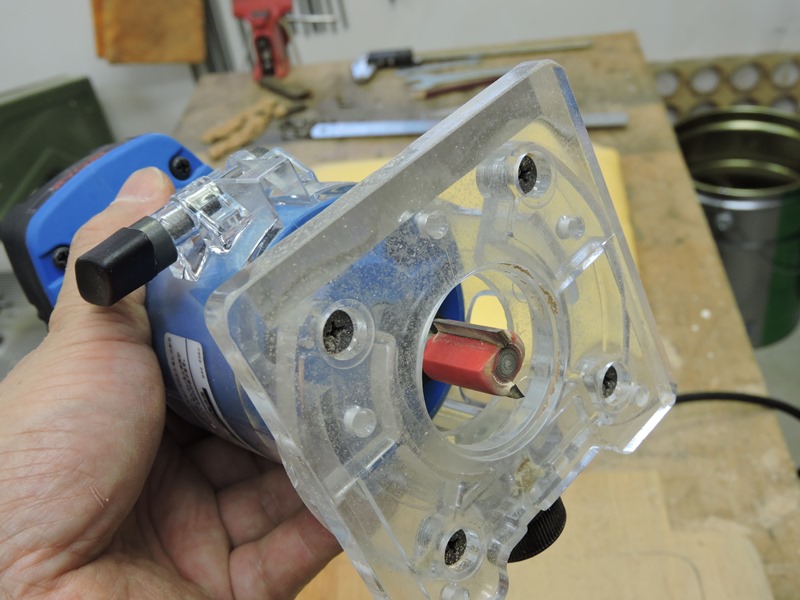
 ここからはトリマーを使用します。加工に失敗 する確率、怪我の危険ともに高まります。 |
 切り込みの底を平面に仕上げるため ストレートビットを取り付けています。 |
 ルーターよりも低出力とはいえ、凄まじいバック ラッシュに晒されます。クランプで固定します。 |
 金具取り付け部の左右と中央に計3か所の切り込みを加え ました。金具の下に隠れるのでこの程度の仕上げで十分です。 |
|
 実際に金具を置いて、当たり具合を確認します。リリース レバーの逃げ込み先など、まだ加工を追加する必要があります。 |
|
 座板の中央部には、レザーシートで覆われた クッション板が取り付けられています。 |
 クッション板は座板に加工された 浅い溝に半分ほど埋まっています。 |
 この溝加工を省くと、大きく美観を損ねる ので、何とか再現しなければなりません。 |
 中から取り出した合板を重ねて 溝の形状を型取りしました。 |
 広い面積を均一に掘り下げなければなりま せん。10mmのストレートビットに交換します。 |
 気が遠くなる作業です。トリマーの ダストと騒音に長時間晒されます。 |
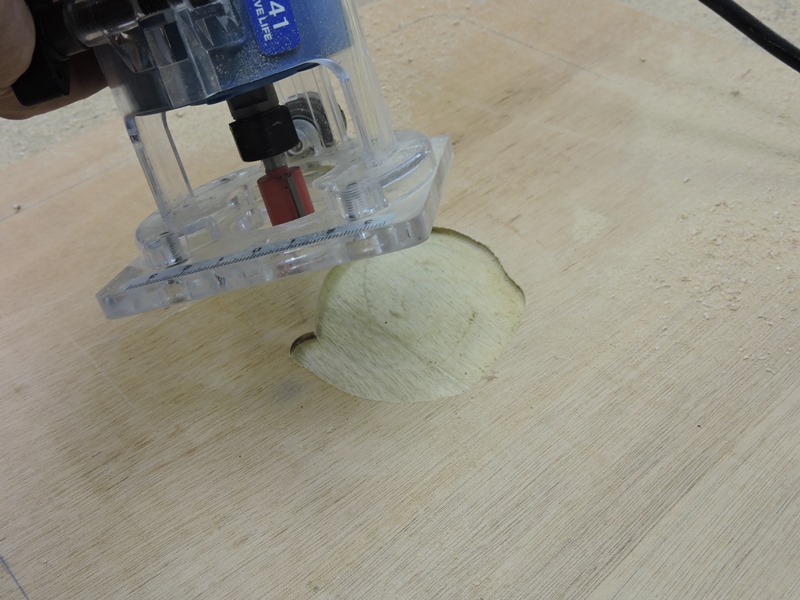 溝掘りは必ず基準面を確保しながら進めます。中心から 周辺に向かって作業しないと最後は孤島に取り残されます。 |
 周囲の仕上げ位置まで1cmほど 残して、一度作業を中断します。 |
 ビットの外周からベース端までの距離を把握し、 仕上げ線から同距離の位置にガイド材を固定します。 |
周囲の仕上げはガイド材に沿って 正確な直線に加工します。 |
 ガイド材が位置決めの冶具となり、 安心して作業を進めることができます。 |
 ただし、4隅のR部分にガイドはありません。 全くの手作業で息を止めながら仕上げます。 |
 溝加工の作業を終えました。所々に。彫り残しがありますが、 基準面がなくトリマーは使用できません。手作業で取り除きます。 |
|
 クッション板の合板を入れてみます。 この合板は再利用します。 |
 ぴったりです。しかし、レザーシートで覆うと 厚みが加わるので、鉋で僅かに周囲を削ります。 |
| 4.座板塗装 | |
 座板の塗装にかかります。黒で不透明塗装する ので、合板の木目を完全に潰してしまいます。 |
 プラサフを数回塗り重ねますが、それでも隠れ ない木目や表面の傷には木工パテを当てます。 |
 プラサフを吹く度にサンドペーパーで 表面を研磨し平滑に仕上げます。 |
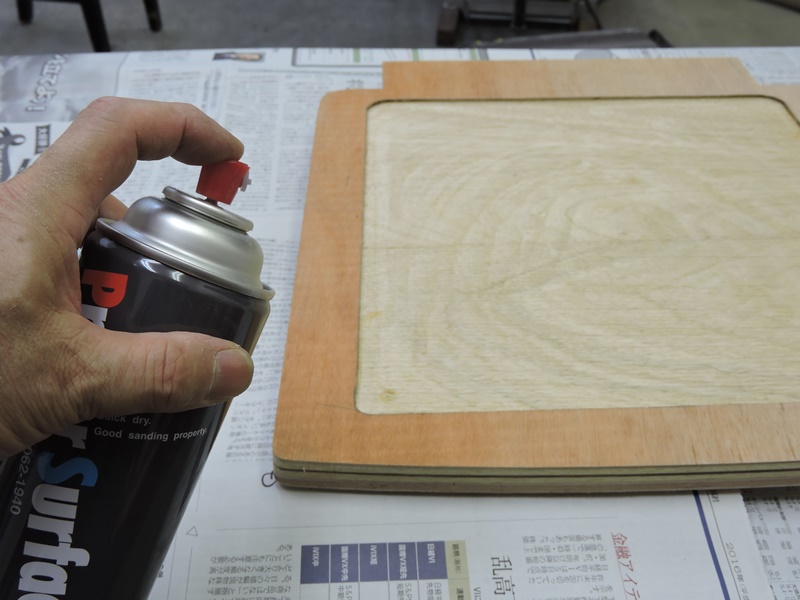
 元の座板は塗装仕上げではなく、化粧合板が使用 されていたようです。艶消しの黒スプレーを用意します。 |
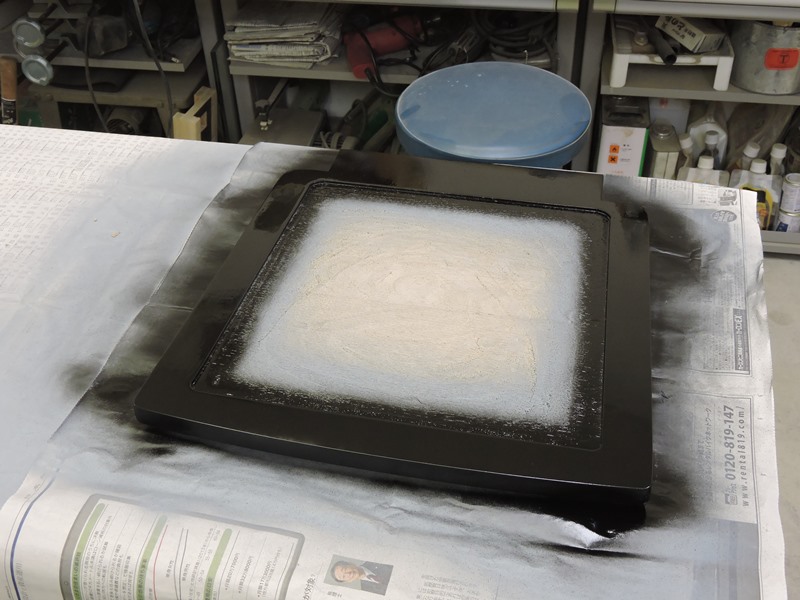 プラサフによる下地が出来上がっていれば スプレーによる上塗りは難しくありません。 |
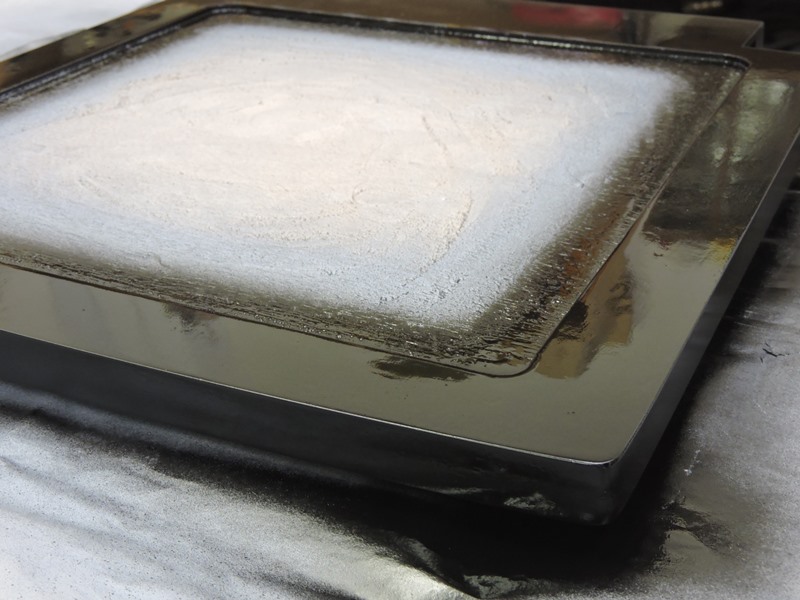 吹き付け直後なので塗装面が 濡れていますが、やがて艶が消えます。 |
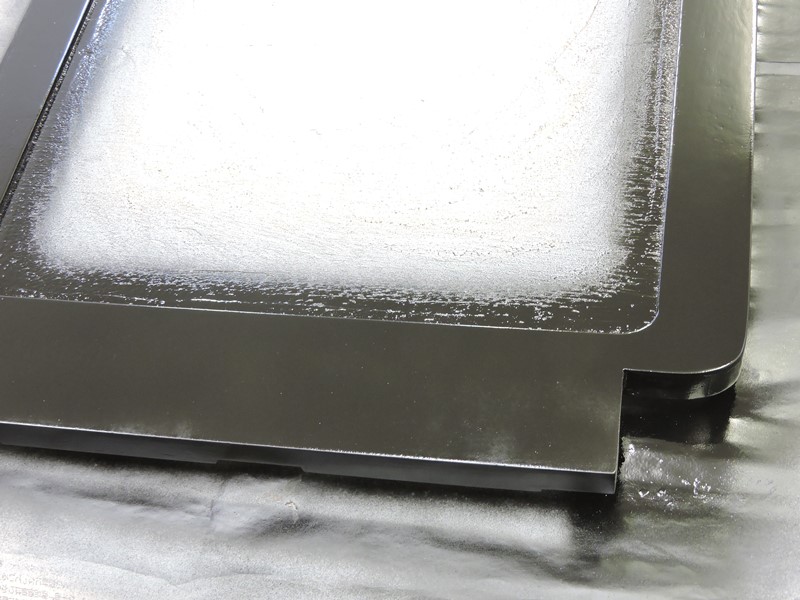 クッション板が入る溝中央部分は塗装を省きますが、 周囲の立ち上がり部には塗料をしっかり入れます。 |
 裏面(下側)は下塗り・仕上げ 塗りとも若干手を抜きます。 |
 金具を収める溝の奥まで塗料が行き届いていることを確認します。 座板が複製できれば、修復作業の大きな山を越えたことになるでしょう。 |
|