|
|
| ・衣類乾燥機モータープーリの復元製作(2020.6.14) |
 沖縄県から衣類乾燥機修理のご依頼です。もちろん出張するわけには参りません。 大事に使われて来たそうで、埃集積の心配もなく特に故障もないそうです。唯一、 モーターシャフトに嵌め込まれているプーリが破損し、ベルトを掛けることが出来ず、 結果、ドラムが回転しません。プーリ1個の破損で乾燥機自体を廃棄する気には なれない・・、大変ごもっともなお考えです。工房に出来そうなことを考えます。 |
||
 2018年5月に内部清掃を行った時の写真です。 モーターシャフトに取り付けられた矢印の部品です。 |
 ベルトを掛ける金属製のプーリを製作出来れば良い わけです。破損したプーリのみ送ってもらいました。 |
|
 プーリのV溝部分が完全に破断しています。強固な 金属鋳造部品がどうして破損してしまうのでしょう。 |
 ある程度の時間を経て徐々に破断に至ったので しょう。分離したであろう破片が失われています。 |
|
 破損したプーリを元に、新たに同じ部品を製作します。プーリの形状からして 工房の拙い旋盤技術でも何とか加工出来そうです。材料となる30mm径の アルミ棒を購入しました。近くのホームセンターではなかなか入手できません。 |
||
 久々の旋盤作業です。電動部に注油、制御回路を分解点検、 速度調節のVRを交換・・してから、材料をチャックに固定します。 |
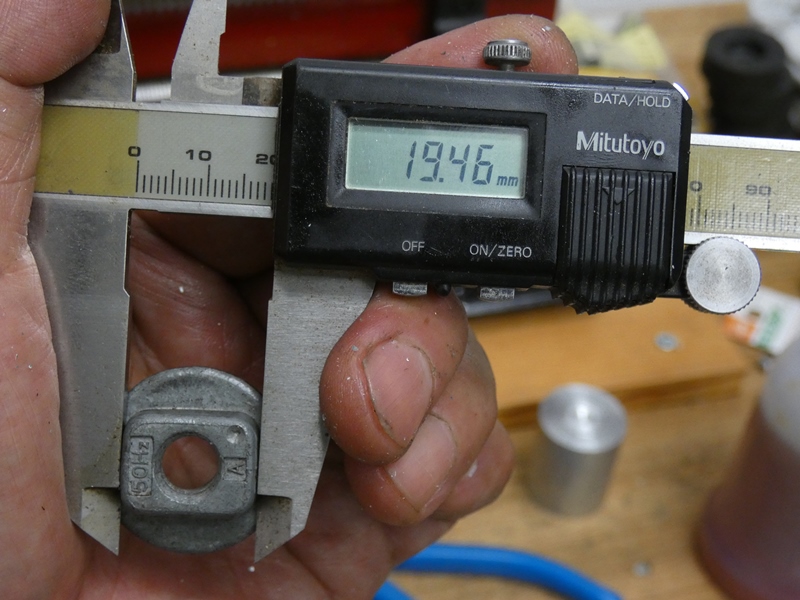
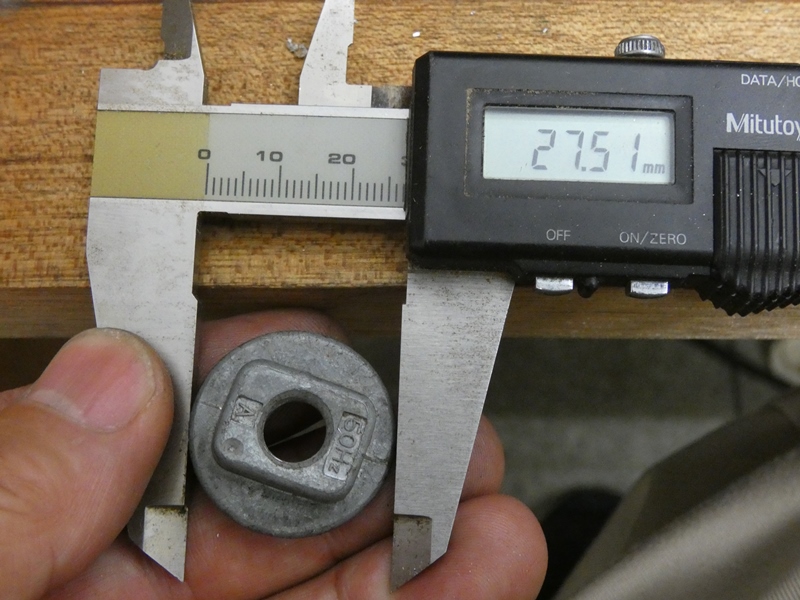 プーリの最外径を測ります。表面仕上げ「~」のようで、 ±0.3mmほどばらつきます。27.5mmとします。 |
|
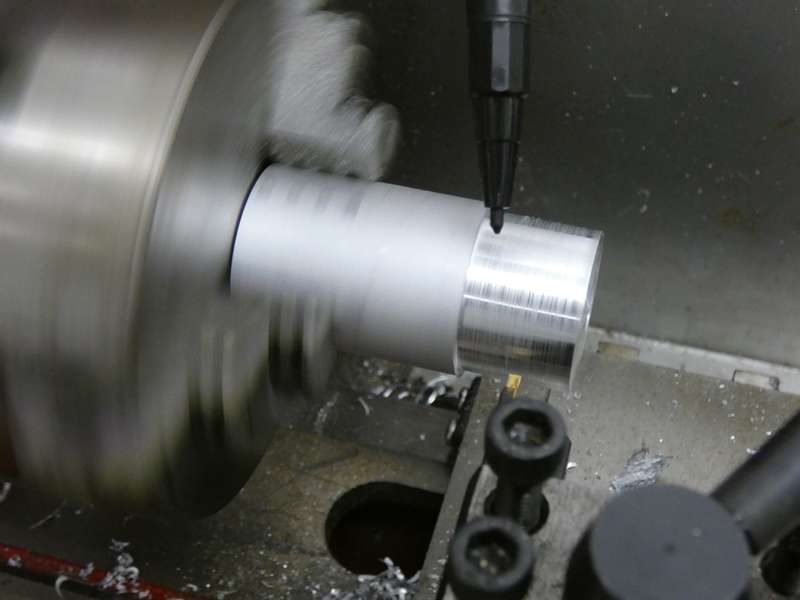
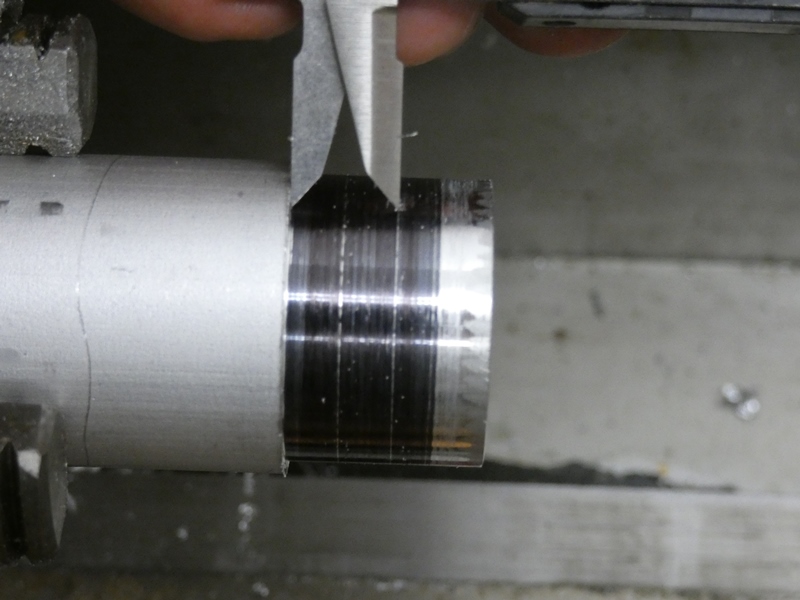
 外径を27.5mm近くまで落とします。チップブレーカー無し、 バイトも切れ味が悪いので長い切り屑が盛大に出てきます。 |
 27.5mmまでもう少しのところで いったん外径切削を終えます。 |
|
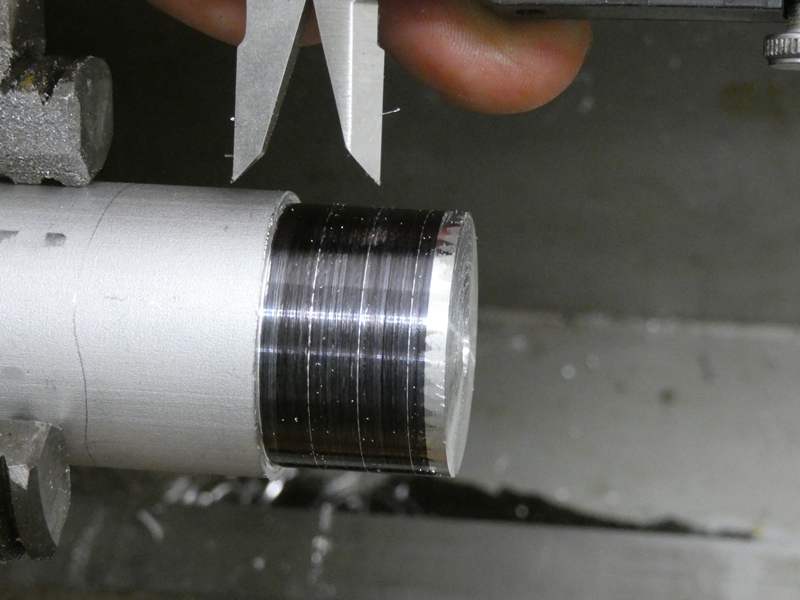
 次にプーリの幅を測定します。破断しているので正確な サイズが割り出せません。15.0mmとしておきます。 |
 V溝を加工するため、15mmを3等分 して5mm幅をノギスに取ります。 |
|
 V溝を刻む表面にサインペンで墨を付けます。 工房には青ニスの持ち合わせがありません。 |
 ケガキ線が分かれば良いので インクを濃い目に塗り付けます。 |
|
 5mmにセットしたノギスの内側測定面の刃先でケガキ線を 入れます。刃先を傷めるので正しい使い方ではありません。 |
 ノギスを10mmにセットします。 次のケガキ線位置になります。 |
|
 刃先を使ってケガキ線を入れます。横着かも 知れませんがよく見かける作業方法です。 |
 最後にプーリ幅の 15mmを取ります。 |
|
 3本のケガキ線が入りました。 中2本の幅で溝を切り込みます。 |
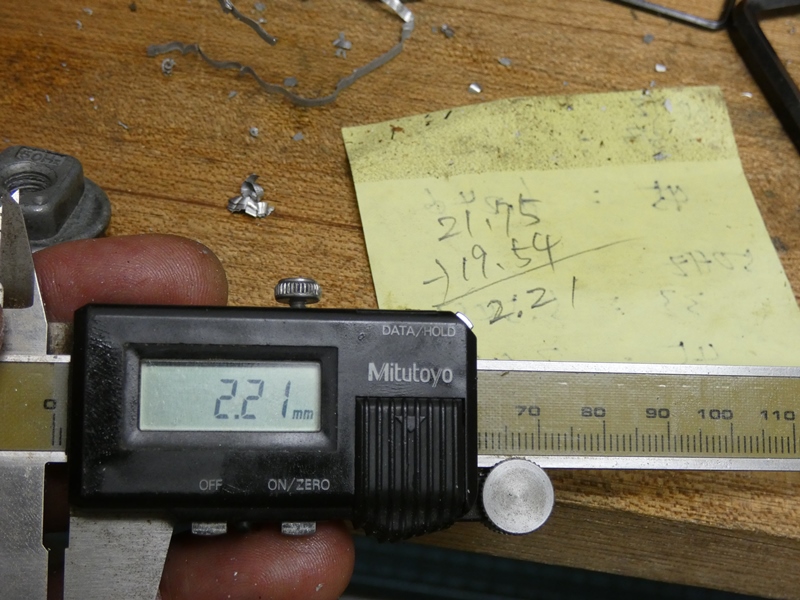
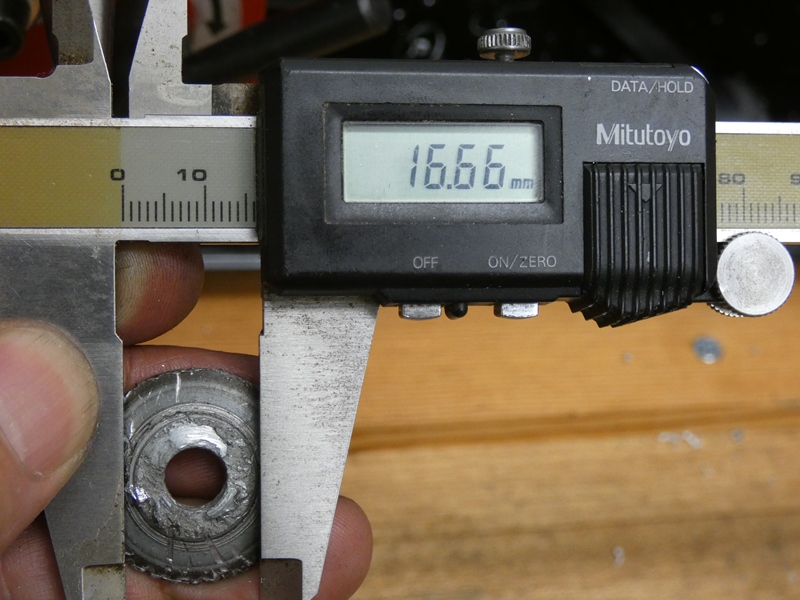 V溝の深さ(底部の外径)を確認します。破断している ため正確に測定できませんが、16.7mmくらいです。 |
|
 本作業のためスローアウェイの突っ切りバイトを新調しました。工房が持ち合わせていた バイトは、旋盤に付属してきた中国製の呆れるほどの安物で、作業中にチップ保持部が 首から折れてしまいました。MGMN200(KORLOY製)超硬インサートが付属します。 |
||
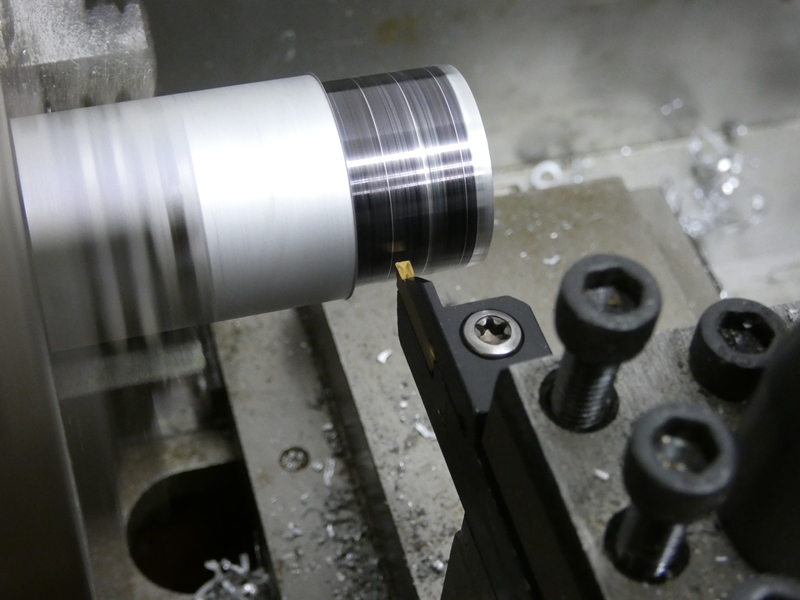 5mmと10mmのケガキ線の 間を切り込んで行きます。 |
 作業前に土台を固定し直したので 旋盤全体が安定しています。 |
|
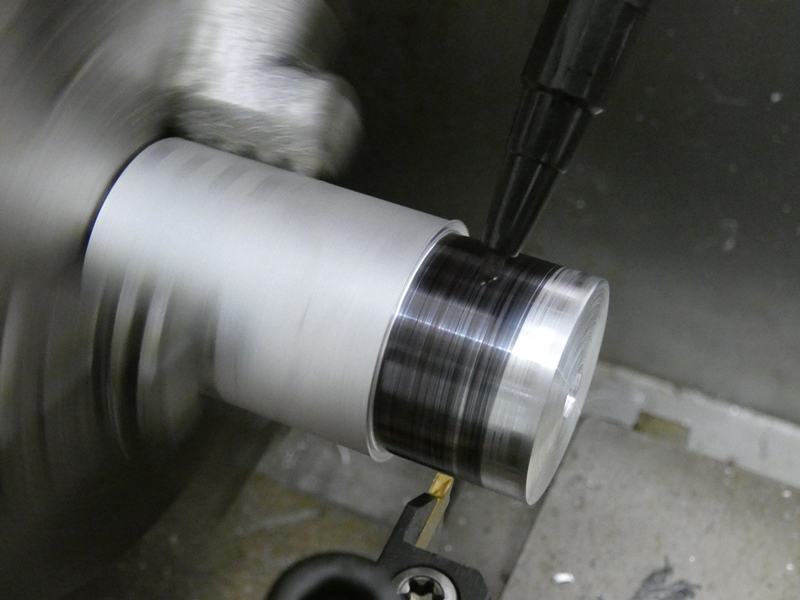
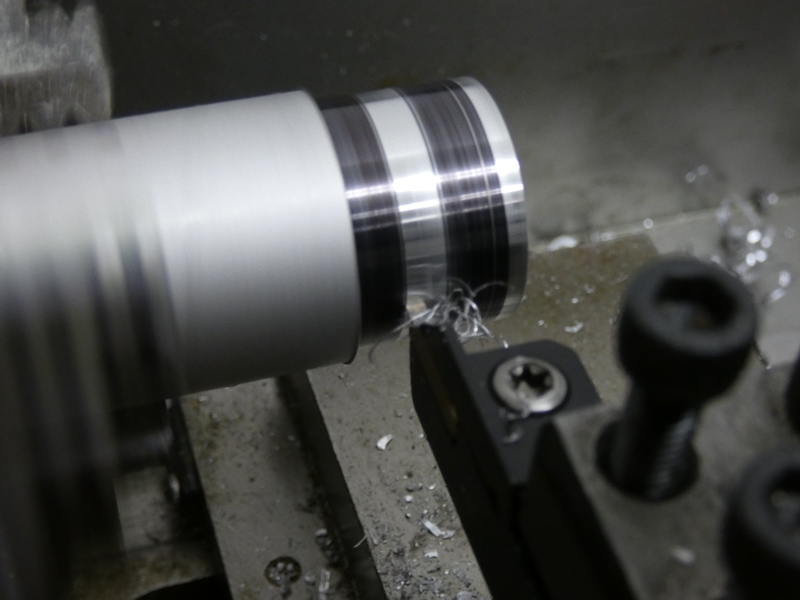
 新品の超硬バイトは切れ味がまるで 違います。切削音が静かです。 |
 ノギスを当てて溝部分の 外径を確認します。 |
|
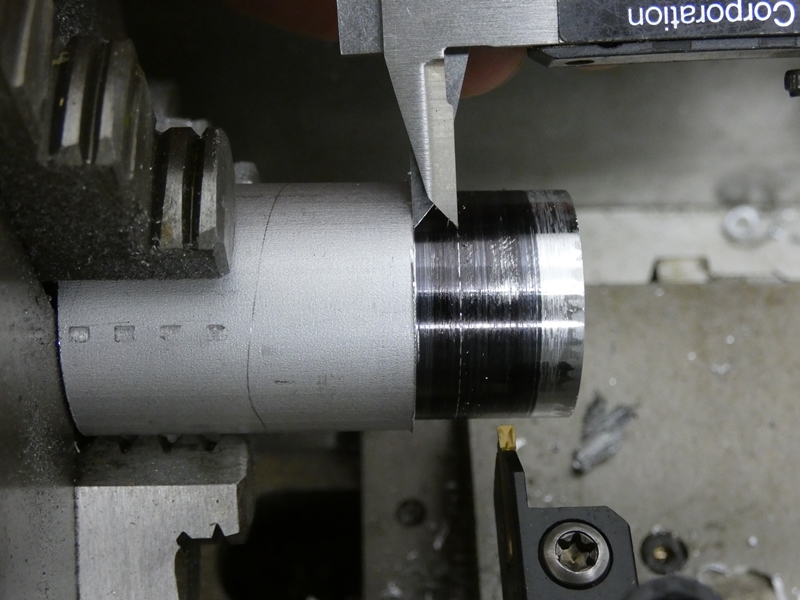
 少し切削を進めては測定を繰り返します。 必要により切削油を落としながら切り進めます。 |
 17mmに近づいてきました。 削り過ぎないように注意します。 |
|
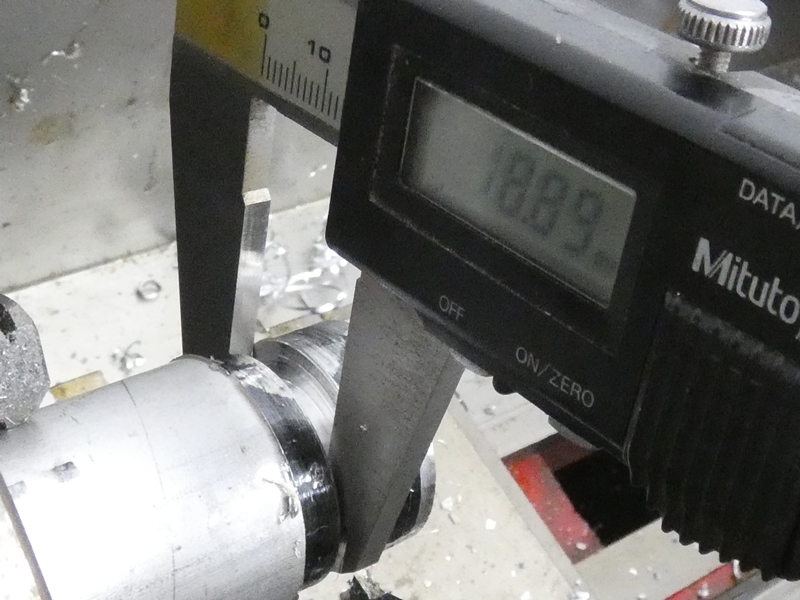
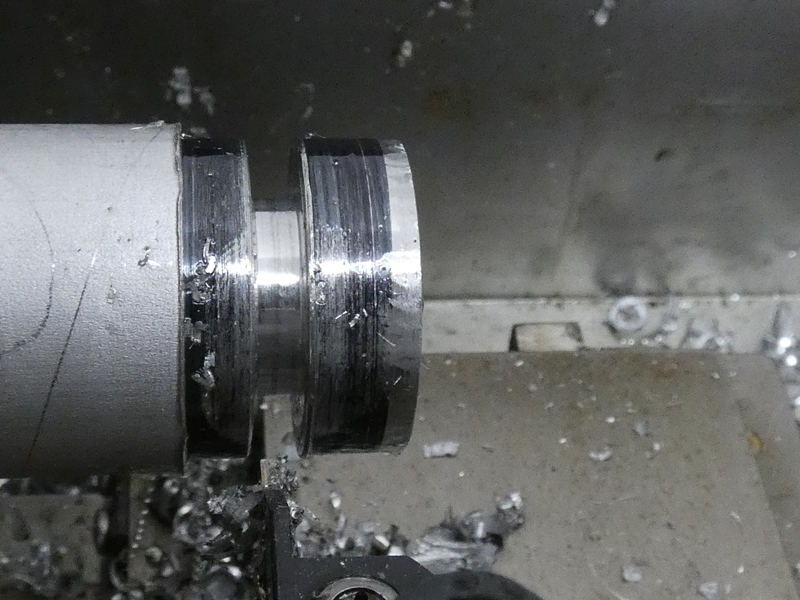 剛性の低い安物旋盤+未熟な技能ゆえ、 100分の1mmレベルの精度はとても出せません。 |
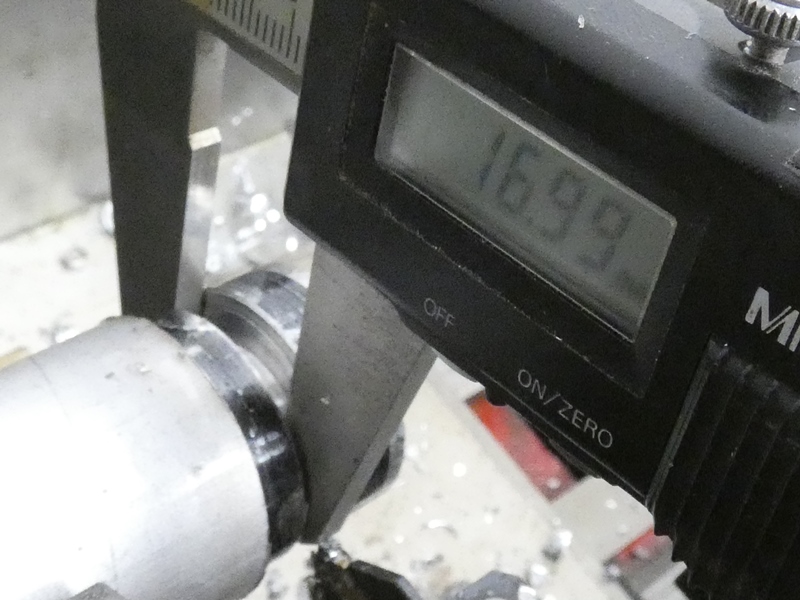 実測で16.99mmです。バイトの当て方ひとつで 0.2mmくらい飛ぶので、このくらいにしておきます。 |
|
 プーリの片面に角型の突き出しがあります。 シャフトに固定する際にレンチを掛ける部分です。 |
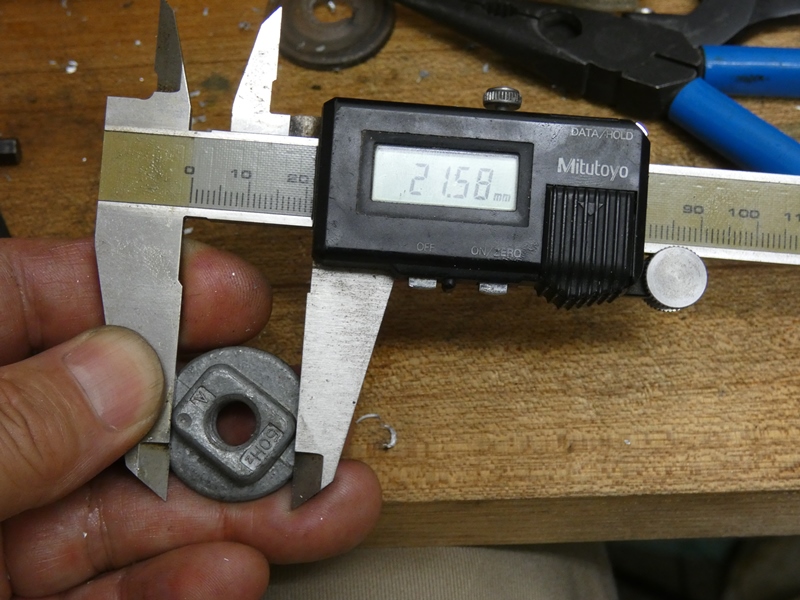
 突き出し部分の最外径を 21.6mmに落とします。 |
|
 バイトの交換が面倒なので、 突っ切りでそのまま加工します。 |
 時々旋盤を止めて サイズを確認します。 |
|
 レンチを掛ける角型の 部分は後で加工します。 |
 21.8mmくらいです。締め込みに自在スパナが 使われるのであれば、厳密でなくて構いません。 |
|
 まだ切り落とす段階ではありませんが 切り離し位置に溝を刻んでおきます。 |
 全体が仕上がってから 金切り鋸などで切断します。 |
|
 現状は垂直な溝なので、さらに切削して V溝に加工します。もう一度墨付けし直します。 |
 元のプーリから溝外周部の幅を 割り出します。2.4mmくらいです。 |
|
 切削中のアルミ棒に 外周部の幅をけがきます。 |
 剣先バイトに交換します。切れ刃の 斜辺長が足りませんが、何とかします。 |
|
 取り付け前に一応刃先を研磨しましたが、 やはり切れ味の悪さは変わりません。 |
 横送りと縦送りを操作しながら V溝の内壁斜面を切削します。 |
|
 片側斜面の切削終了です。表面の粗さ からバイトの「切れなさ」が分かります。 |
 刃物台の角度を変えて、反対側 斜面にバイトの切れ刃を合わせます。 |
|
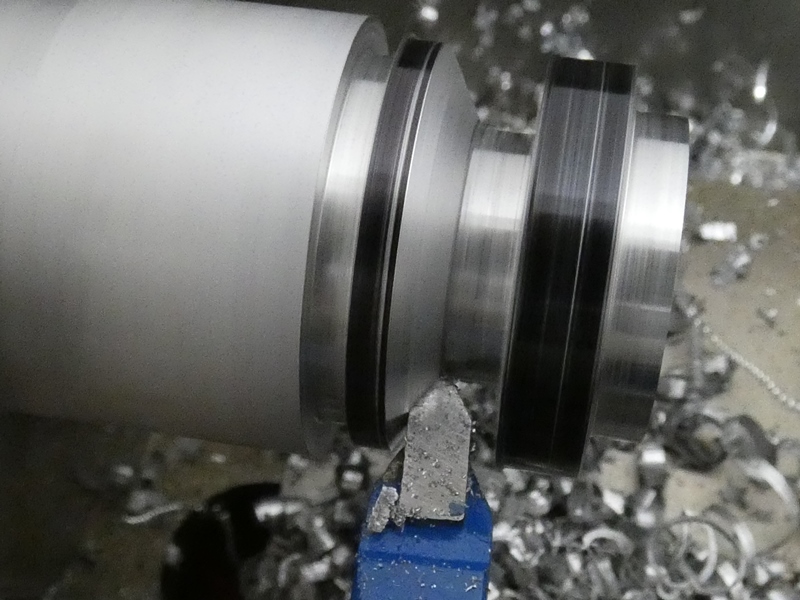
 V溝の内壁を左右斜面とも切削を終えました。溝の底部外径に少し 余裕を残しておいたので、突っ切りバイトで軽く表面を仕上げます。 |
||
 モーターシャフトを通すネジ穴を加工しなければなり ません。雌ネジの山も破損しており、測定が困難です。 |
 M8の1.25ピッチで間違いないだろと判断し、 タップを用意します。ただし、左ネジです。 |
|
 下穴は6.8mmです。実は最初右ネジで製作 してしまい、ご依頼主から送り返されて来ました。 |
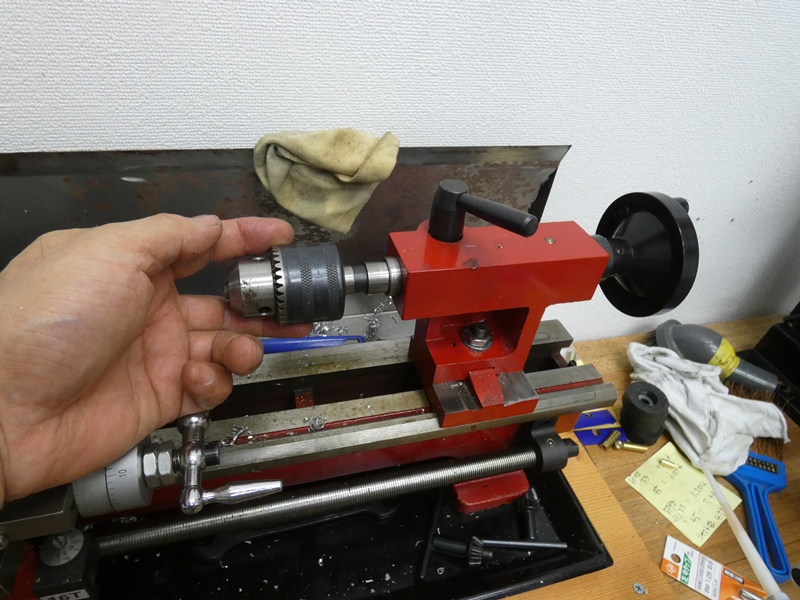 なので、この製作は2個目なのです。 心押し台にドリルチャックを取り付けます。 |
|
 下穴を開ける6.8mmの ドリルを取り付けます。 |
 センタードリルで位置を決めてから(写真略)、 クイルを押し出しながらドリルを進めて行きます。 |
|
 ドリル先端で順調に切削が進行し 切り屑が連続して排出されます。 |
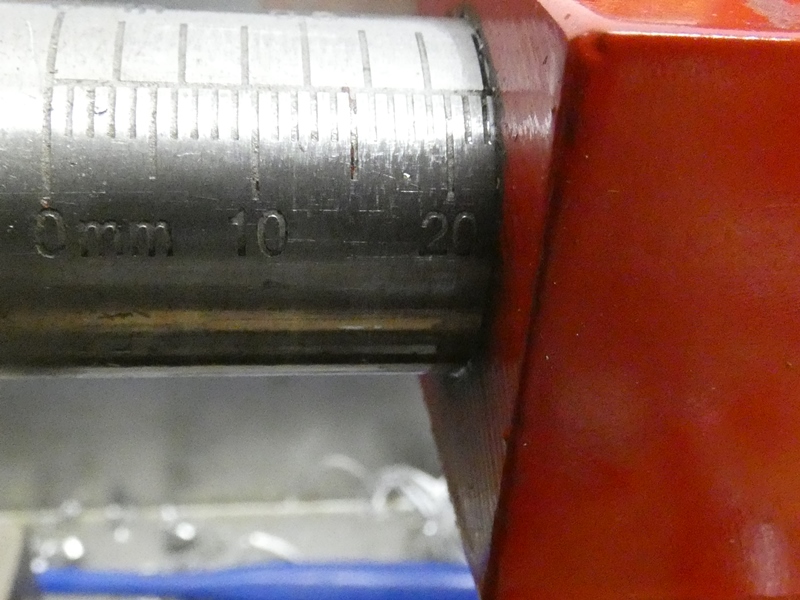 クイルに刻まれた目盛で穴の深さを確認 します。プーリの高さに十分到達しています。 |
|
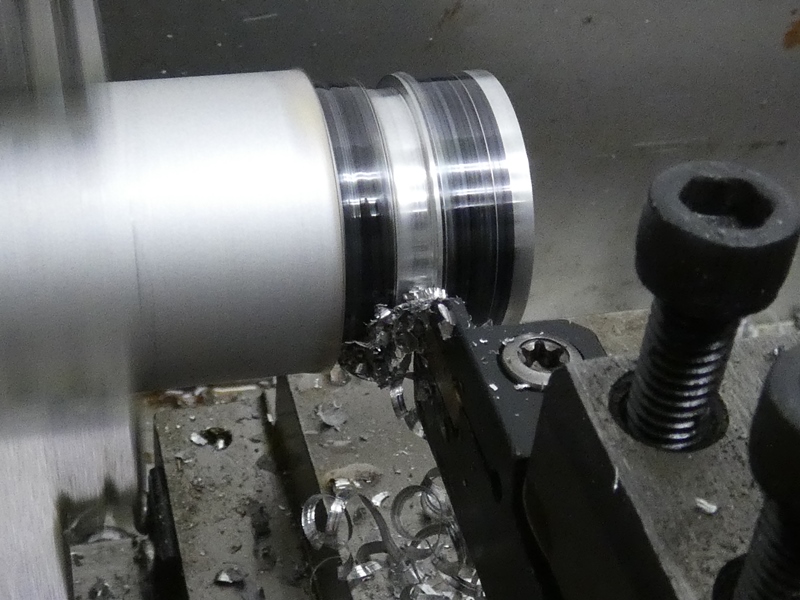
 切削物を母材から切り離すため、途中まで 入れておいた溝をさらに切り込みます。 |
 開け終わっている穴に何か棒を差し 込み、切削物が分離するのを待ちます。 |
|
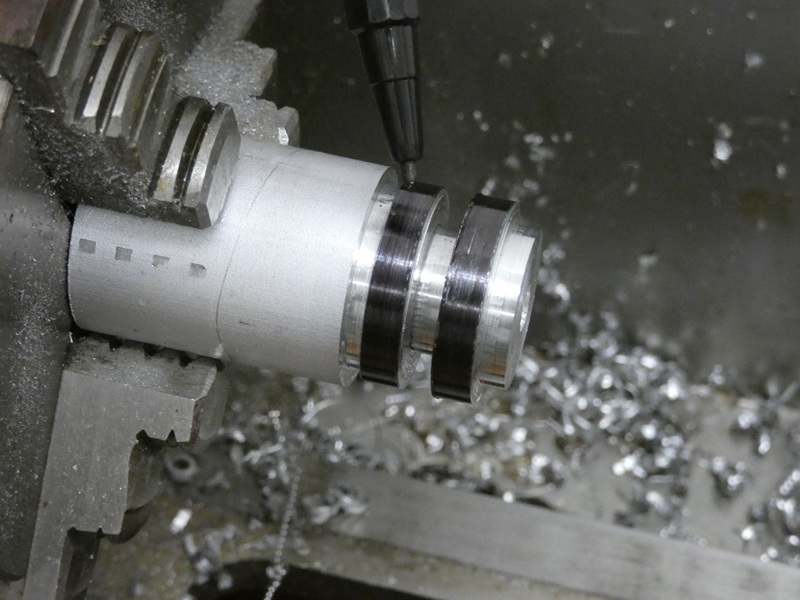
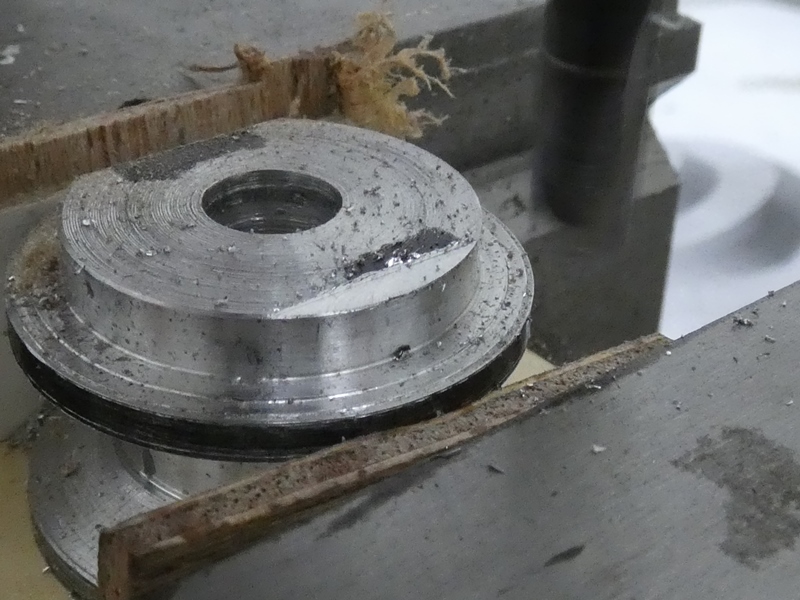
 ベルトを掛けるV溝が完成し 主な旋削加工は終了です。 |
 母材から切り離した面にバリが残って いるので、逆向きに咥え直して仕上げます。 |
|
 この小さな部品1個で衣類乾燥機が復活すると思うと、何としてでも 完成させてご依頼主に送り届けたいものです。残りの加工を進めます。 |
||
 レンチを掛ける角型の 突起を加工します。 |
 縦横の長さを測り、角型に仕上げる ために必要な切削量を割り出します。 |
|
 角型を形成する面にサイン ペンで墨を付けします。 |
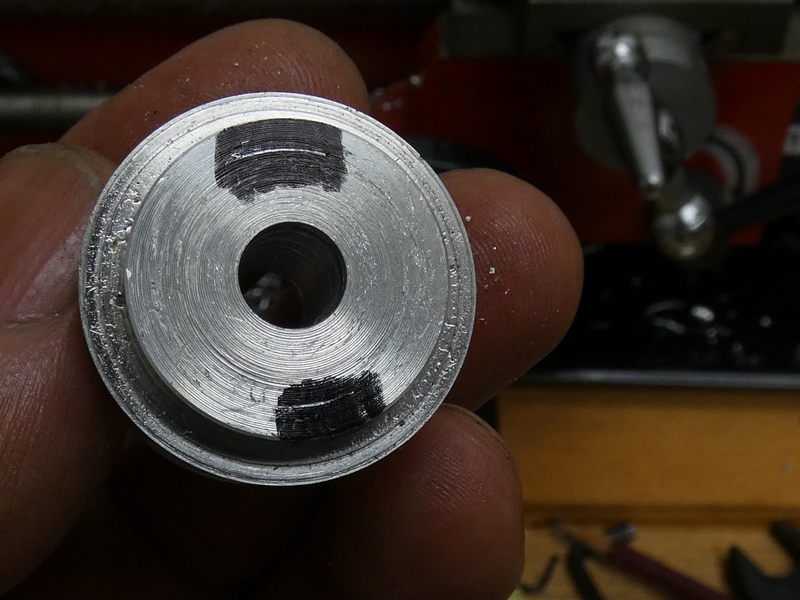 切削位置にケガキ線を入れます。 ここからはフライス盤で加工します。 |
|
 工房のミニフライス盤です。少し前に別の作業をしようとして、ヘッドを回転させる 駆動プーリを破損させてしまいました。購入直後にギヤ駆動をベルト駆動に改造 してあり、アクリルを貼り合わせて製作したプーリを組み込んでいました。その後 使用する度にアクリルにストレスが加わり、ついに破損させてしまったのです。衣類 乾燥機用プーリの製作を開始するまでに、旋盤に加えてフライス盤も整備する 羽目に。しかし、このようなご依頼があるお陰で、さぼりがちな整備が進みます。 |
||
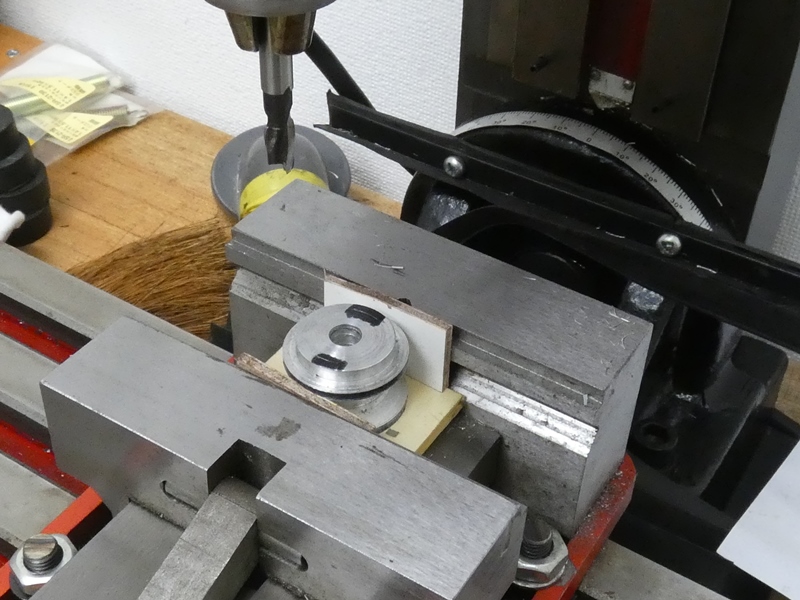
 旋削を終えたプーリをバイスに固定し、 ケガキ線位置まで少しずつ切削します。 |
 大した切削量ではないので、 垂直方向に落として行きます。 |
|
 ベッドを移動させて 反対側を切削します。 |
 対辺の切削が完了し、取りあえずこの 状態でもレンチを掛けることが可能です。 |
|
 もう一方の対辺を 加工します。 |
 既に墨を付けたところに ノギスでケガキ線を入れます。 |
|
 記事を編集していて気付くのですが、 どこかで切削寸法を間違えています。 |
 写真を見ると、角型がほぼ正方形に仕上がって います。レンチを掛けるには問題ありませんが。 |
|
 既にご依頼主に部品をお送りしているので、・・後の祭りです。最後に、シャフト穴に ネジを切ります。ドラムの回転方向は分かっているので、少し考えれば左ネジになる ことは推測できたはずですが。ネジ山がほぼ完全に潰れており、気付きませんでした。 左ネジ用タップを用意し、あらためてネジ切りに臨みます。新品の下ろしたてタップです。 |
||
 当たり前ですが、左回転させ ながら下穴に入れて行きます。 |
 アルミ材の柔らかさと新品タップの切れ 味のお陰で、順調に切り進んで行きます。 |
|
 切削油はほとんど必要ありません。タップが 反対側に到達し、ハンドルが軽くなります。 |
 綺麗に切削出来ています。あいにく工房にはM8の 左ネジがないので、フィッティングを確認出来ません。 |
|
 墨(サインペンのインク)や切削バリを落とし、全体を軽く研磨・化粧して仕上がりと します。今度こそ、ご依頼主の衣類乾燥機が復活することを願って止みません。 思うに、衣類乾燥機の型番や製造時期が多少前後したところで、多分モーター シャフトのプーリなど同じ部品が使われているはずです。シャフトの径やネジの ピッチ、プーリの径などを変更する理由がないからです。なのに、何故メーカーは (品番上の)補修部品がないからと言って修理や部品の提供を拒否するのでしょう。 ものづくり大国、技術立国であるはずの日本が抱える、裏の素顔のように思います。 |
||
|
||