![]() 守谷工房のMachineへ
守谷工房Topへ
守谷工房のMachineへ
守谷工房Topへ
|
|
| ・BFB 3D Touch ジャンク品の再生(2017.5.14) |
 3Dプリンターの模索が続いています。デルタ型・XY型いずれも中国製の低価格製品では思う ような成果が得られません。ホットエンドやエクストルーダ、制御ボードおよびソフトウェアには 格段の進歩があるものの、低価格に抑えるため駆動筐体(フレーム)に十分な配慮がされて いません。低剛性の部材が必要最小限にしか使われていないため、各駆動軸とも静的かつ 動的に剛性と安定性を欠き、それらは出力品質に大きく影響します。販売を終了した旧型で 本格的な筐体設計のされた中古品(ジャンク品)を見つけました。研究を兼ねて再生します。 |
|
 英国で開発・製造され、日本では武藤工業が 代理店になり販売されていた「3D Touch」です。 |
 まだネット上に多くの情報が残っています。 YouTubeにも紹介や使用例があります。 |
 「3D SYSTEMS社」WEBでLegacy printersの カテゴリーにマニュアルやソフトウェアがあります。 |
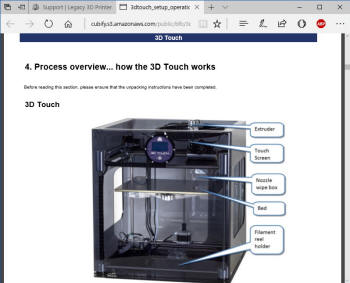 使用説明書、各部の調整方法、メンテナンスなど 詳細な資料を参照することができます(全て英文)。 |
| ・各部の点検 | |
 520mm(横)×520mm(奥)×600mm(高さ)の 大型の筐体で、自家用車のトランクにぎりぎり入ります。 |
 外側にアクリル製のカバーが被ります。造形サイズも 275mm×275mm×210mmと大型です。 |
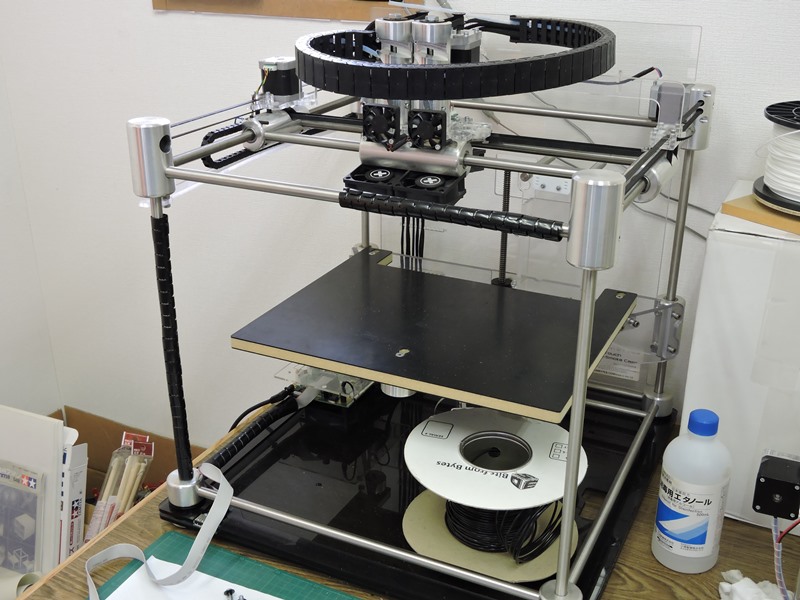
 フレームは12mm径のステンレス製シャフトと 43mm径のアルミ製ハブで組み立てられています。 |
 Y軸方向駆動用のハブは左右とも長さ100mm、 内部にリニアブッシュが組み込まれています。 |
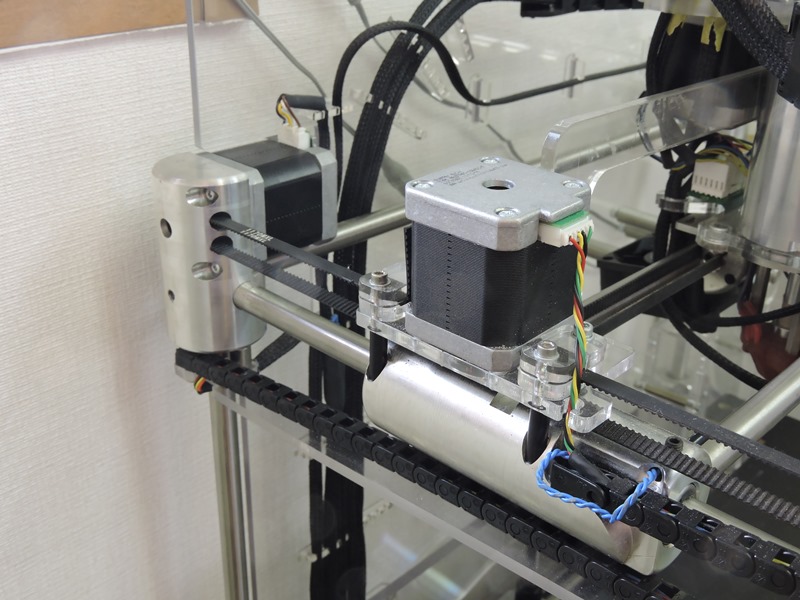
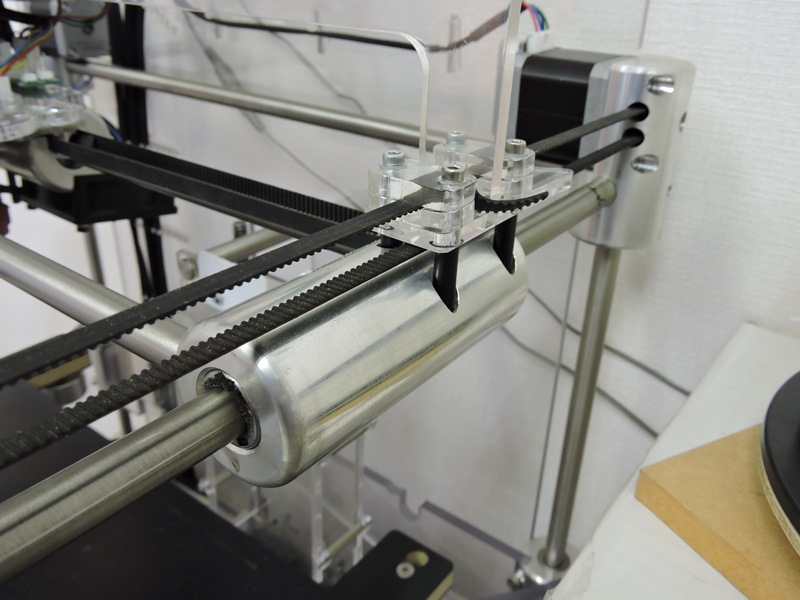
 Y軸は同期回転する左右2個のステップモーターで駆動 されます。ハブの刳り抜き部分に取り付けられています。 |
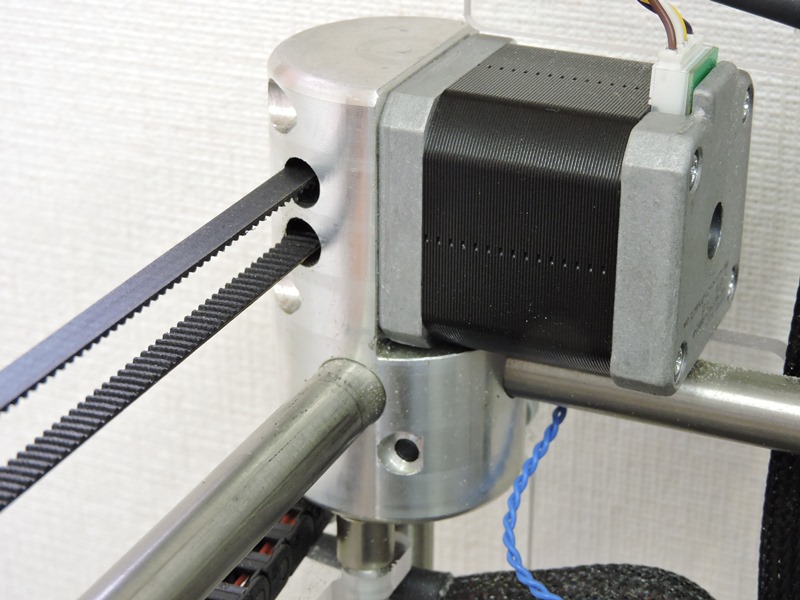
 X軸方向駆動用のハブは手前側が長さ120mm、 奥側が60mmあります。全くぐらつきがありません。 |
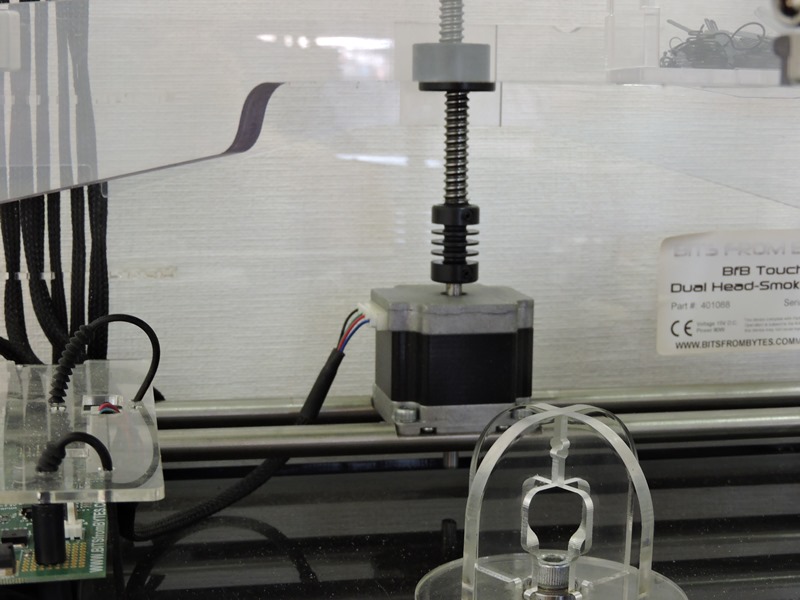 Z軸方向駆動用のひと回り大きいステップモーターです。 カップリングを介してリードスクリューを回転させます。 |
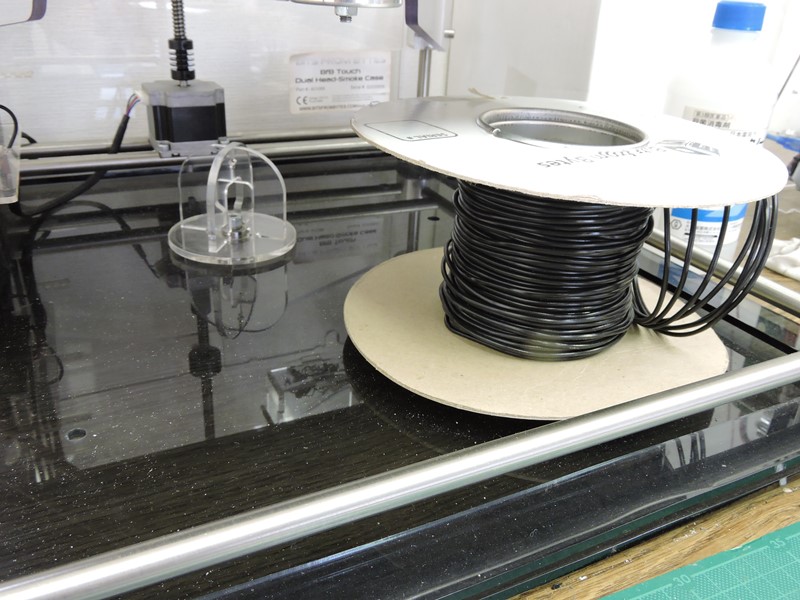 本体底部にフィラメントロールのリール台が あります。3ロールセットできる設計です。 |
 フィラメントエクストルーダおよびホットエンド周りです。ヘッドの装着数によりシングル・ ダブル・トリプルの仕様があり、最大3色(3種類)のフィラメントによる成型が可能です。 本機はダブルヘッド仕様です。プレートを介してX軸ハブに強固に取り付けられています。 |
|
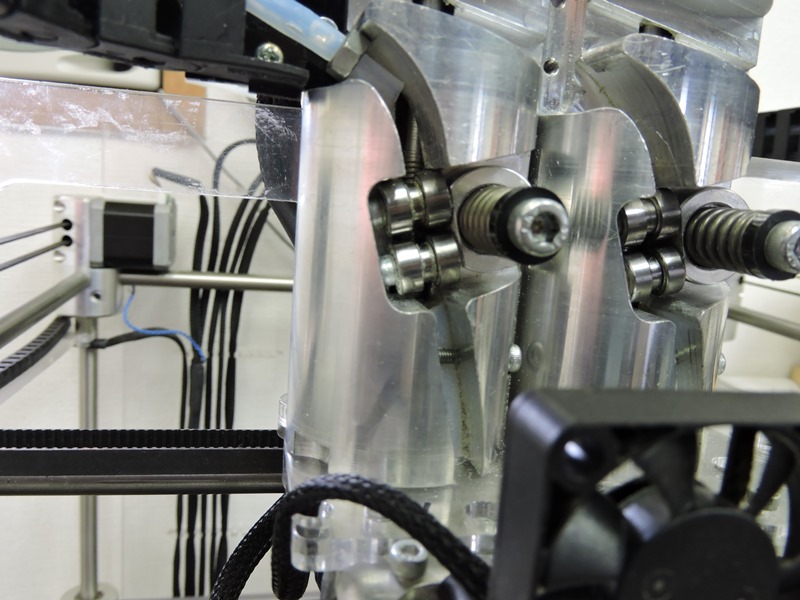 フィラメントエクストルーダはネジ溝による送り出し方式を 採用し、アルミブロック材削り出しによる頑強なものです。 |
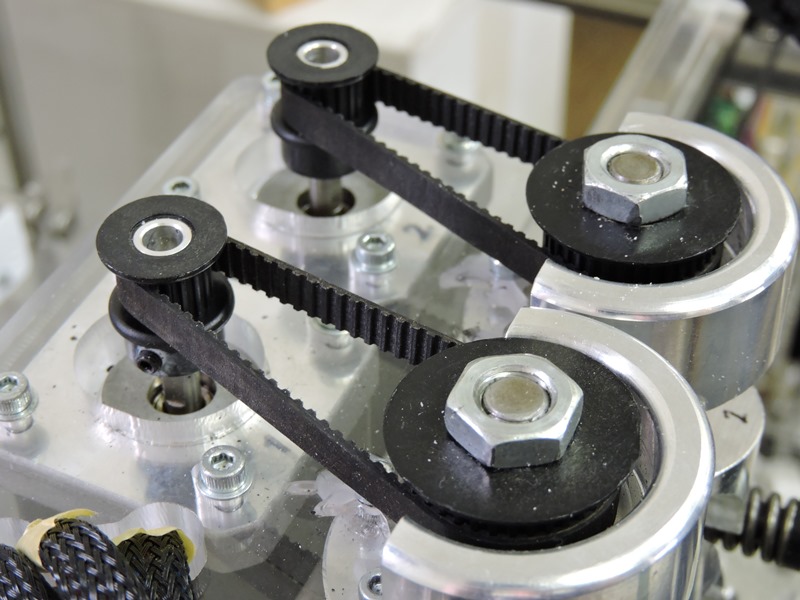 ステッピングモーターが、プーリとタイミング ベルトを介して送り出しネジを回転させます。 |
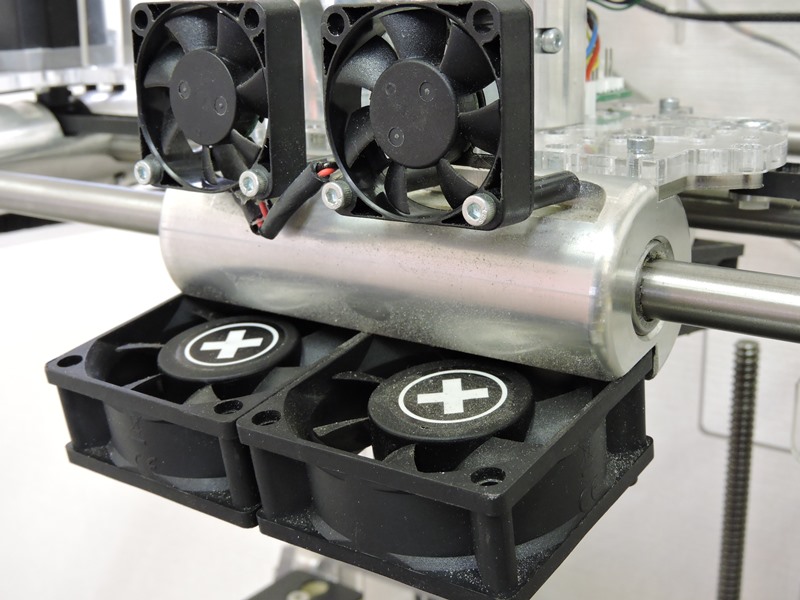
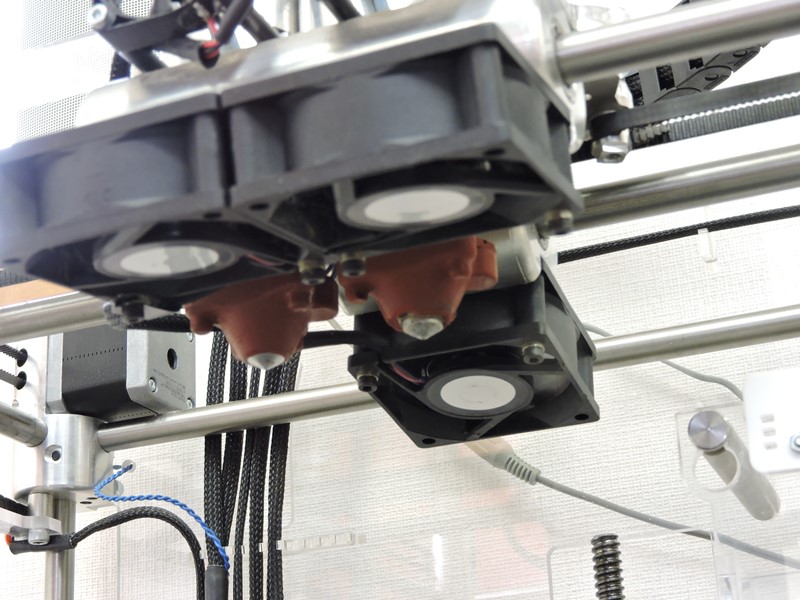
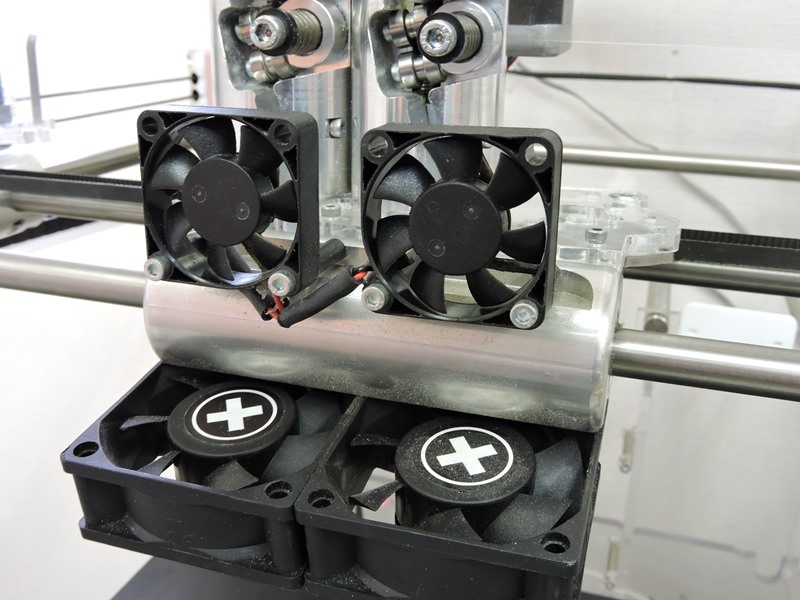 手前にエクストルーダ冷却用(小径)、フィラメント 冷却用(大径)のファンが2基ずつ並びます。 |
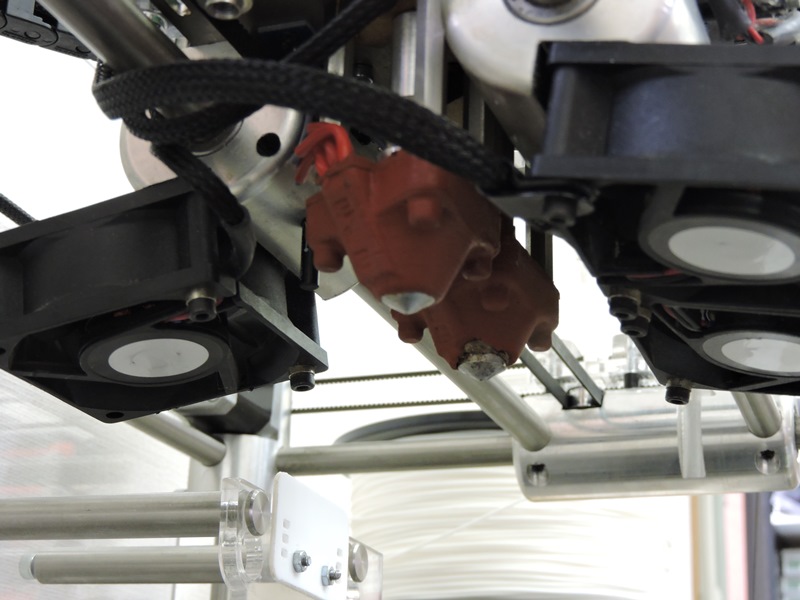 下から覗き込むとホットエンドを確認できます。 上部のエクストルーダに対応して2基並びます。 |
 ヒーターと一体になった構造で、ノズル周りは耐熱ゴムの被膜により覆われています。 ヒーターへの電力供給配線、および温度計測用サーミスタへの配線が見えます。 これまで専ら使われてきたのか、写真奥側のホットエンドは状態が良くありません。 |
|
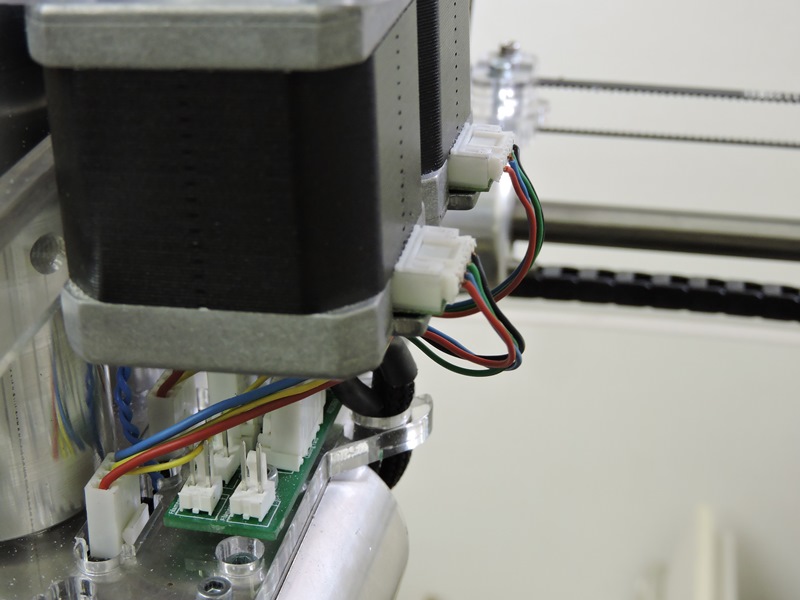 エクストルーダ背面側に小さな基板があり 各部への配線を集約・中継しています。 |
 3D Touch全体を制御する専用基板です。 出力の際にホストPCを必要としません。 |
 PCの代わりにこの小型パネルからあらゆる操作を 行います。必要な(最小限の)機能が備わっています。 |
 本来はカバー正面上部にパネルが取り付けられています。 5mm厚アクリル製カバーにより本体剛性がさらに高まります。 |
| ・ホットエンドの整備 | |
 長時間高温に晒されることでホットエンドは 劣化が速く進行します。分解整備が必要です。 |
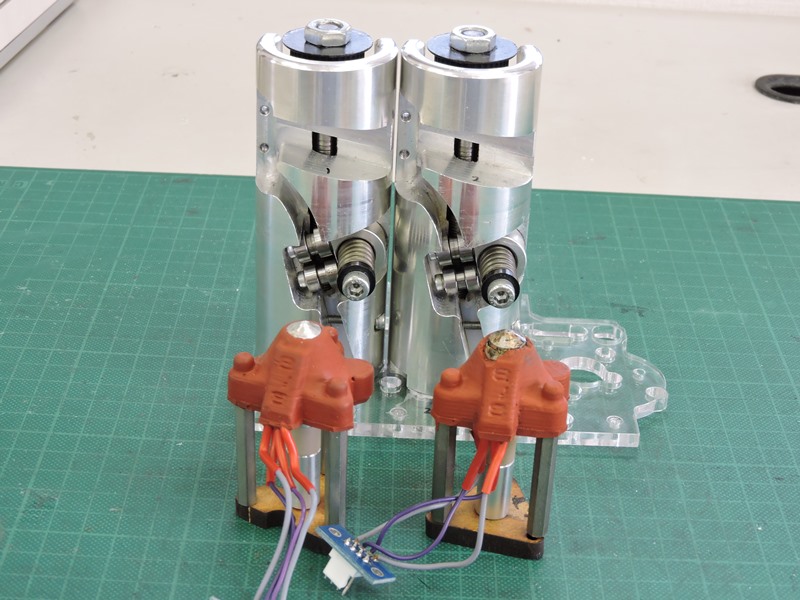 エクストルーダとホットエンドを取り外しました。販売元からの 部品供給は終わっていますが、深刻な損傷はないようです。 |
 専ら使い続けられてきたと思われる1段目のホットエンドです。ノズル周辺の耐熱 ゴム被膜が部分的に切れています。金属部も炭化物が付着して汚れています。 |
|
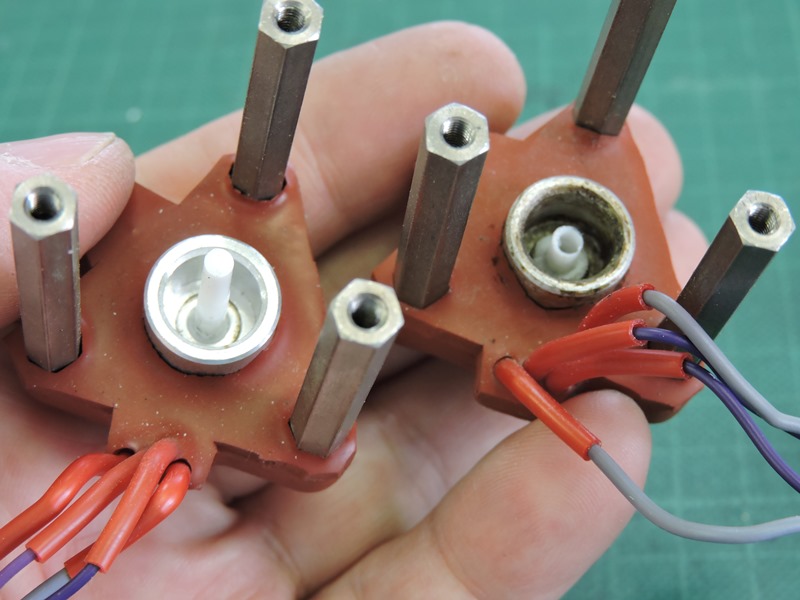
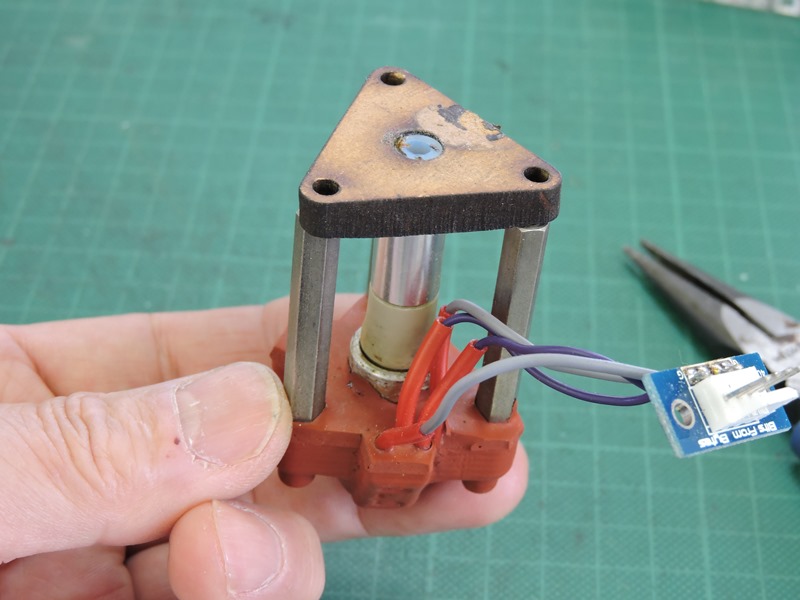 ヒーターおよびサーミスタの導通は問題ありません。 上部プレートとの間に断熱用のMDF部品が入ります。 |
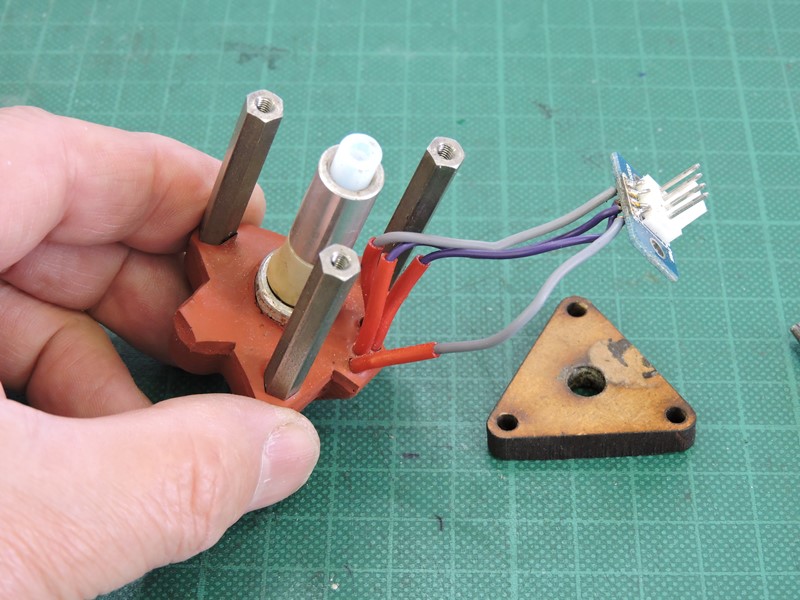 高温によりMDF材が変色し、全体的に 変形しています。一部は炭化しています。 |
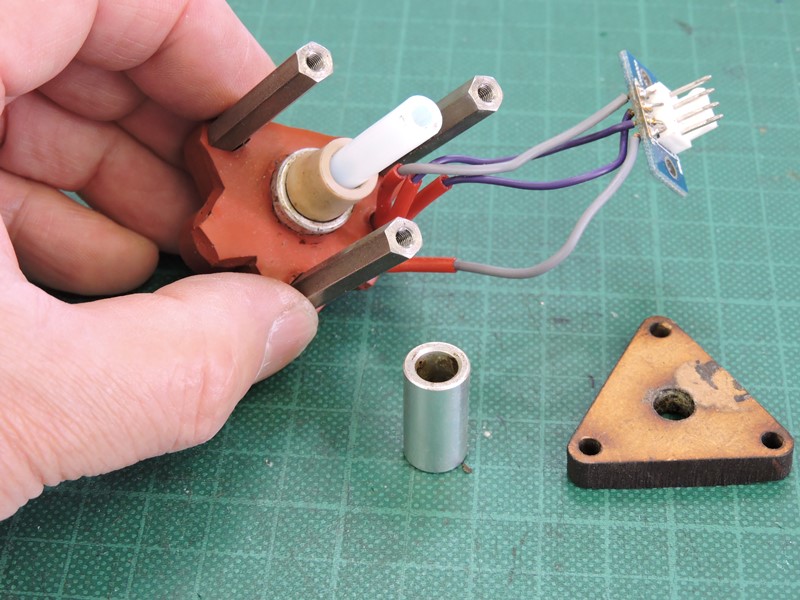 中心にフィラメントを導くテフロンチューブが 通っています。その外側に短いアルミスリーブと、 |
 エポキシ樹脂でしょうか、アルミスリーブの下に 耐熱樹脂製のスリーブが差し込まれています。 |
 樹脂製スリーブはヒーターに近い下部が変色・ 変形しています。高温にさらされた結果でしょう。 |
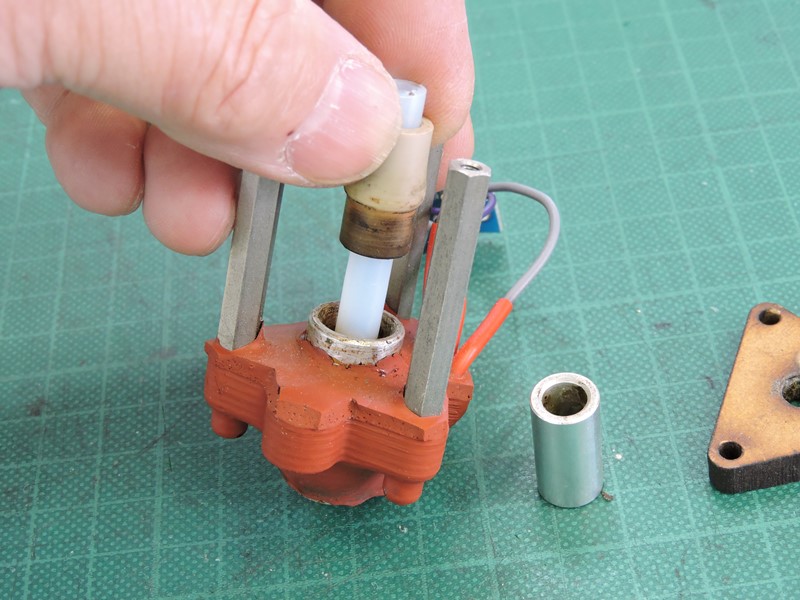
 2段目ホットエンドから取り外したスリーブと 比較すると、劣化の具合が良く分かります。 |
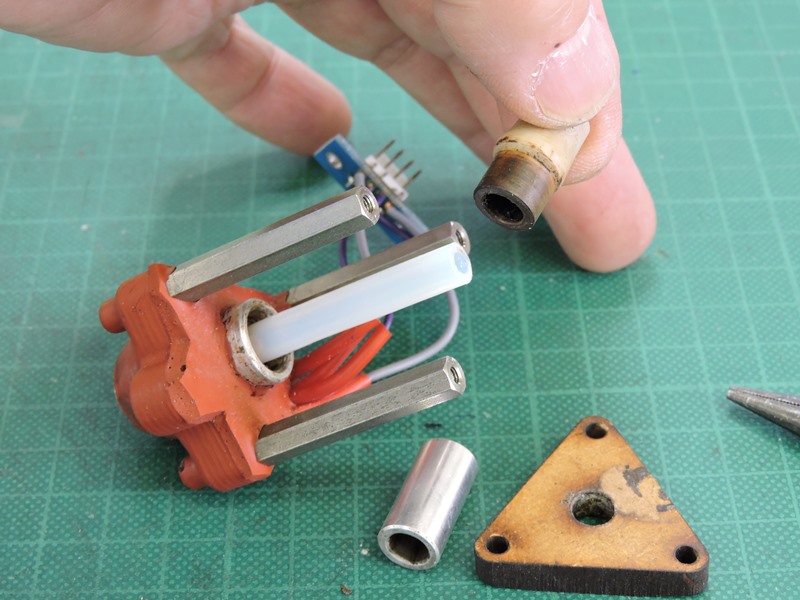
 テフロンチューブも抜いて見ます。 先端部分が黒く変色しています。 |
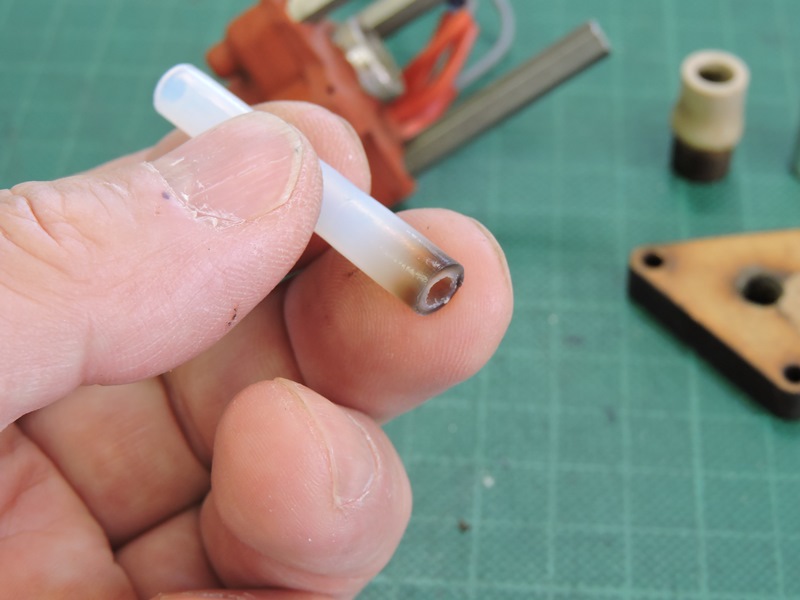 やはり高温に晒された結果でしょう。 変形により出口部分が狭くなっています。 |
 フィラメントが通過できないので、同径の ドリルを使って内径を元通りに広げます。 |
 交換したいところですが、同サイズ(内外径)の チューブが見つからず、このまま再利用します。 |
 比べてみると2段目のホットエンドはほとんど使われておらず、ほぼ新品状態だと 思われます。1・2段目の位置を交換し、新品に近い2段目を1段目として使用します。 |
|
| ・エクストルーダの整備 | |
 アルミブロック材からNC機で削り出し加工されたもので しょう。とにかく頑丈で重量のあるエクストルーダです。 |
 最大3基のエクストルーダが、5mm厚アクリル製 プレートを介してX軸ハブに取り付けられます。 |
 フィラメントはプーリ形状のガイドによりネジ溝に押し 当てられます。ガイドの下に送り出しネジが見えます。 |
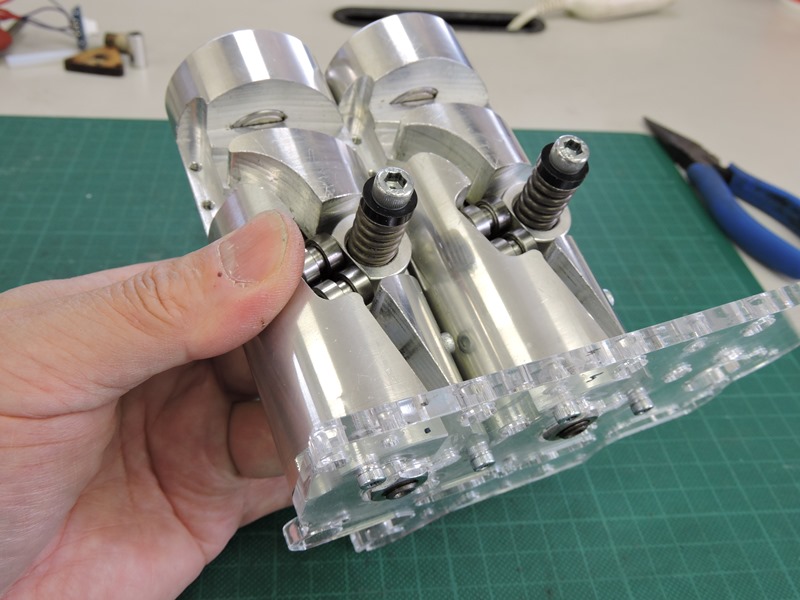
 150mmほどのシャフトの上端に 駆動用プーリがネジ固定されています。 |
 ナットを緩めプーリを取り外します。そのすぐ 下にベアリングが精密に嵌め込まれています。 |
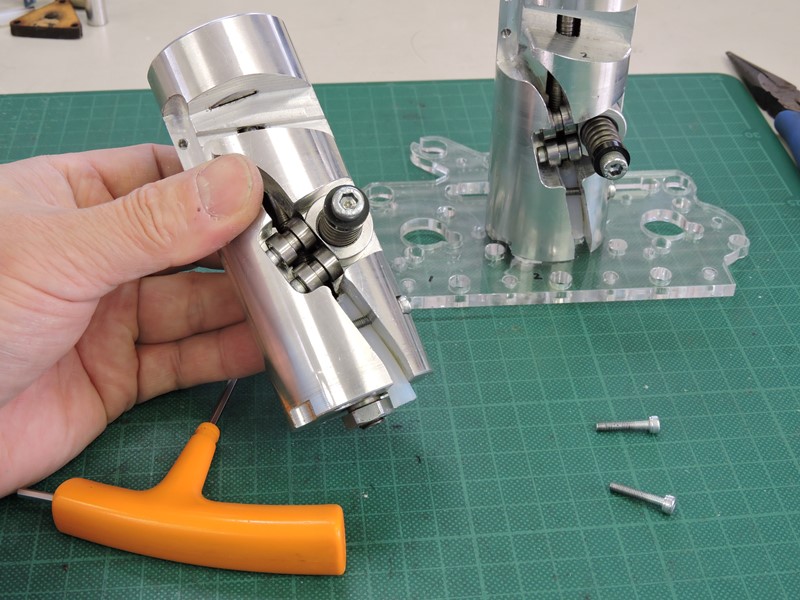
 下方向にシャフトを抜き取りました。下端に小径の ベアリングが2個入り、やはりナットで固定されています。 |
 ベアリングが焼き付いていて回りません。これでは エクストルーダとして機能していなかったはずです。 |
 潤滑剤を吹き付けるもまるで改善しません。ベアリングを 新品に交換したいのですが、固定ナットも固着しています。 |
 止むを得ずベアリングをバーナーで加熱します。 中で固着したグリスがようやく溶け出してきます。 |
 潤滑剤を吹いては焼く作業を繰り返し、何とかスムーズに回る ようになりました。ナットが緩まない以上、このまま使用します。 |
| ・出力テスト | |
 ダウンロードしたソフトウェアをセットし、含まれていた サンプルデータを出力してみます。最低限の調整ですが、 |
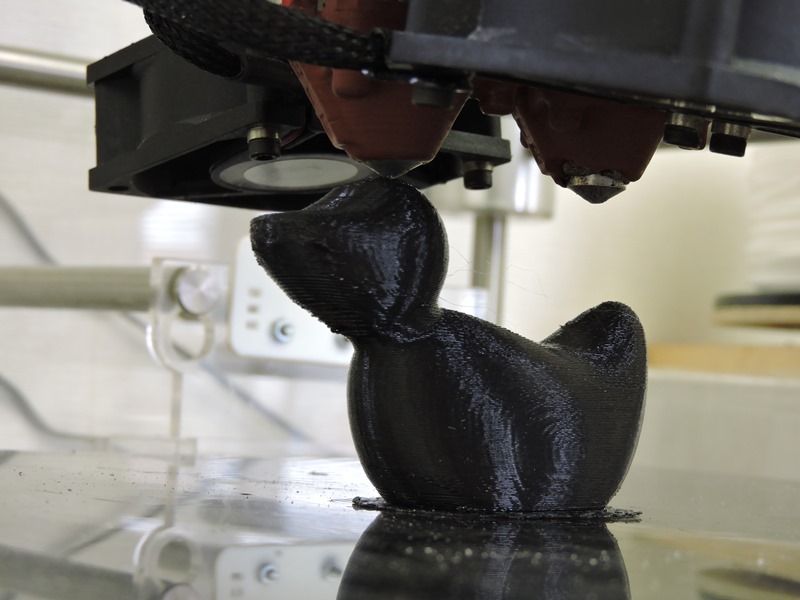
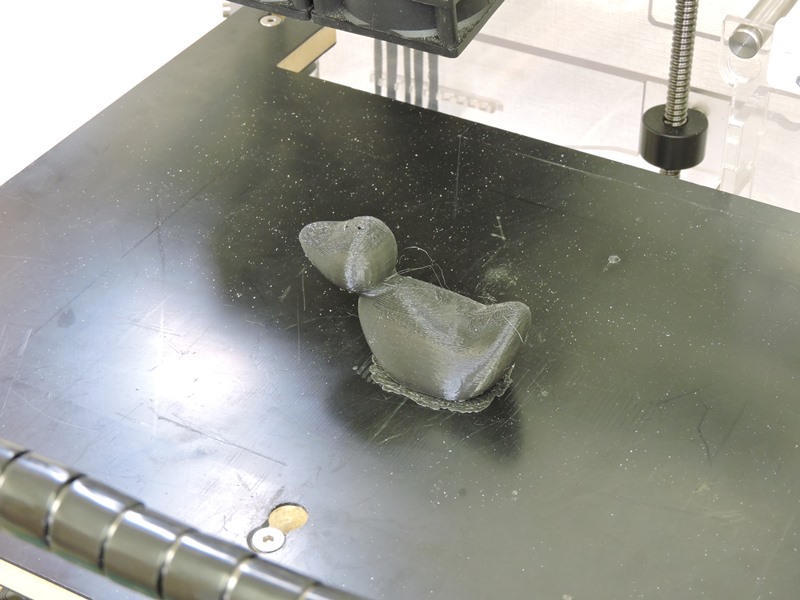 最初の出力でアヒルの成形に成功しました。 カバーを外していたせいか、かなりの動作音でした。 |
 ノズル径が大きく(口径は不明)、積層痕が太く明瞭に残っています。0.4mm径 ノズルによる標準的な出力に比べかなり大雑把な印象です。しかし、構造全体の 高い剛性の恩恵なのか、連続する積層レイヤー間にほとんど乱れがありません。 |
|
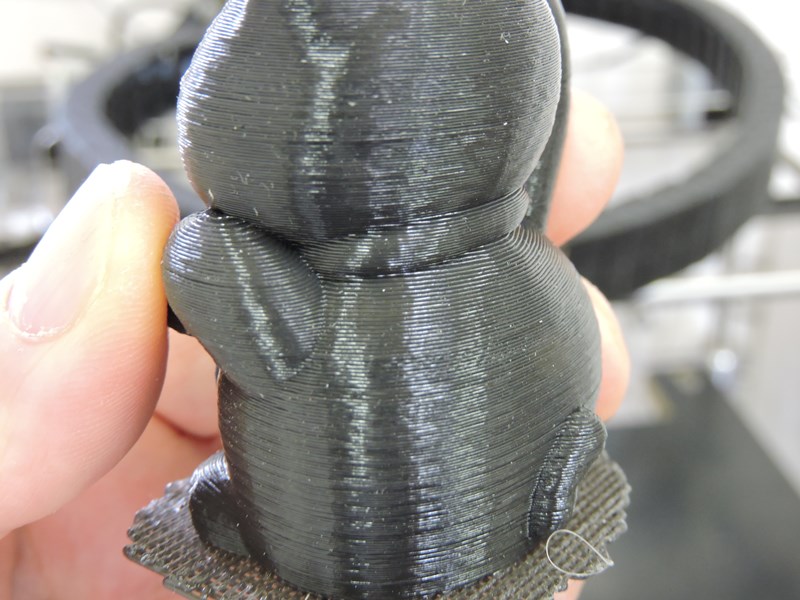
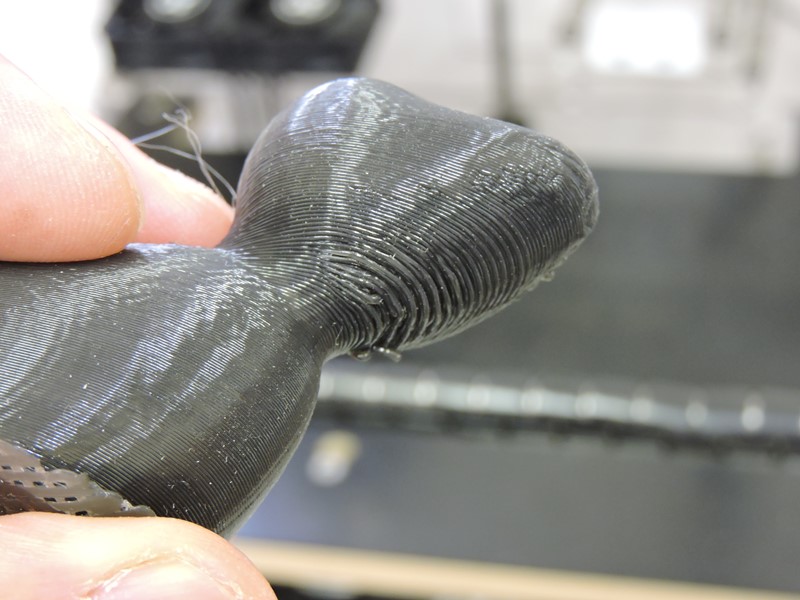 凸曲面には規則正しい積層痕が干渉縞を描いています。残念ながらオーバーハング部(喉の あたり)のフィラメント充填には難があります。積層の連続性が失われ、一部でフィラメントが途切れて います。温度管理、フィラメント送り出し速度、冷却特性などを気長に調整していくしかありません。 |
|
 同じ設定で招き猫のデータを出力しました。Prusaでは 小判や右腕がなかなか綺麗に出力できない難題です。 |
 全体的に悪くない出力結果です。所どころに積層の ずれが生じており、これから細かな調整が必要です。 |
 猫の表情や手前の小判を確認します。「金運」の文字を明瞭に 描くことはなかなか難しいのですが、それなりに出力されています。 |
|
 3D Touch用のフィラメントには、2.5mm径のABSまたはPLAが使われます。この フィラメントに合わせて径の大きなノズルが装着されています。時間当たりの積層量が 大きく短時間で大きな出力を得られますが、フィラメントの吐き出し径や積層ピッチが 大きく、成型が大雑把になるのは当然です。今後の計画としては、ホットエンドや エクストルーダを交換し、制御基板もArduinoやMelzi、Mach等に移行させようと 思います。本機の高い剛性と大きな出力サイズは低価格機では得られません。 |
|
|