|
|
| ・ボール盤の再生(2015.12.13) |
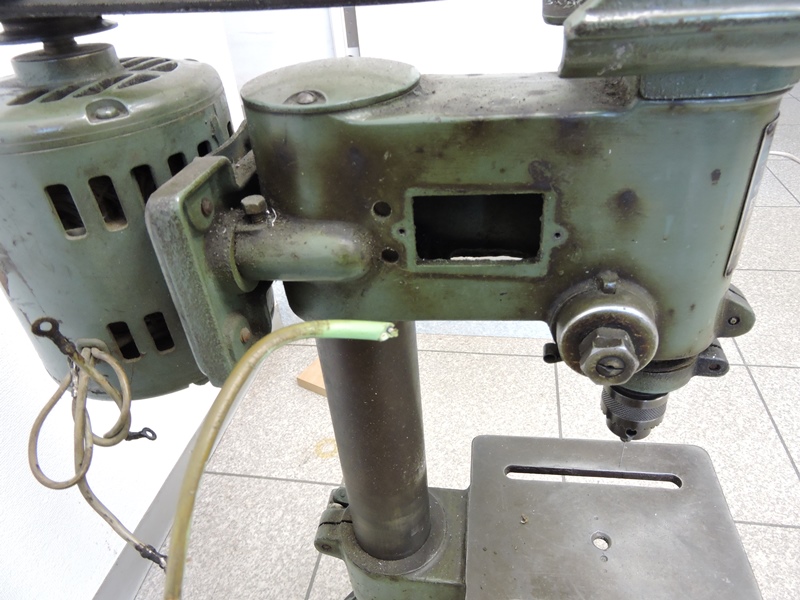
 県内稲敷郡阿見町にある「井出電機製作所」を訪問した際に、写真のような立派な ボール盤を頂戴してきました。長年にわたり製作所で利用され、もうお使いにならない そうですが、プロの手によって操作・調整されてきただけにその現状態は極上です。 主軸の回転はブレもなく、ハンドルによる上下はスムーズです。静かで調子の良い 電動機とほとんど傷のないテーブル面には、中古機の常識が当てはまりません。 |
|
 長年製作所内で頼りにされ働き続けたことが分かります。 油染みに覆われていますが、「傷」が見当たりません。 |
 上下送りハンドル3本のうち1本が脱落しています。ベテランの 職人さんは2本の方が操作しやすいことを後日知りました。 |
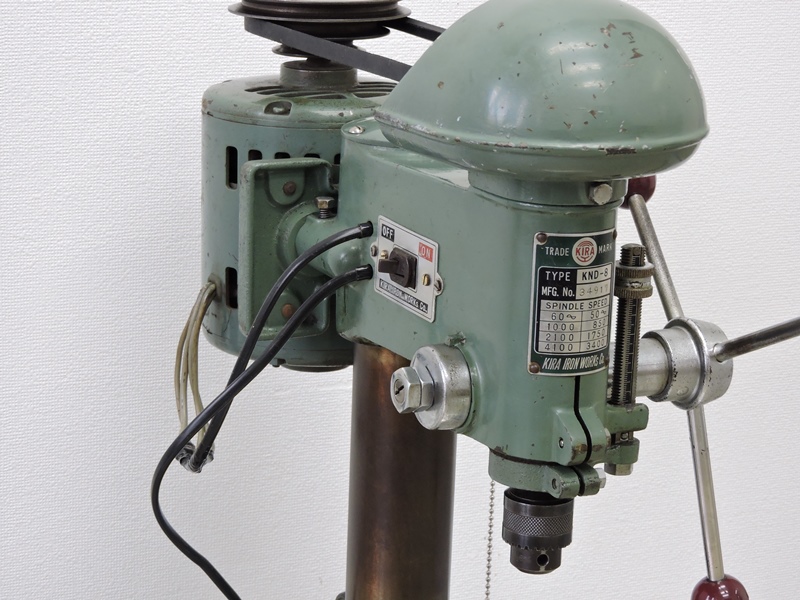
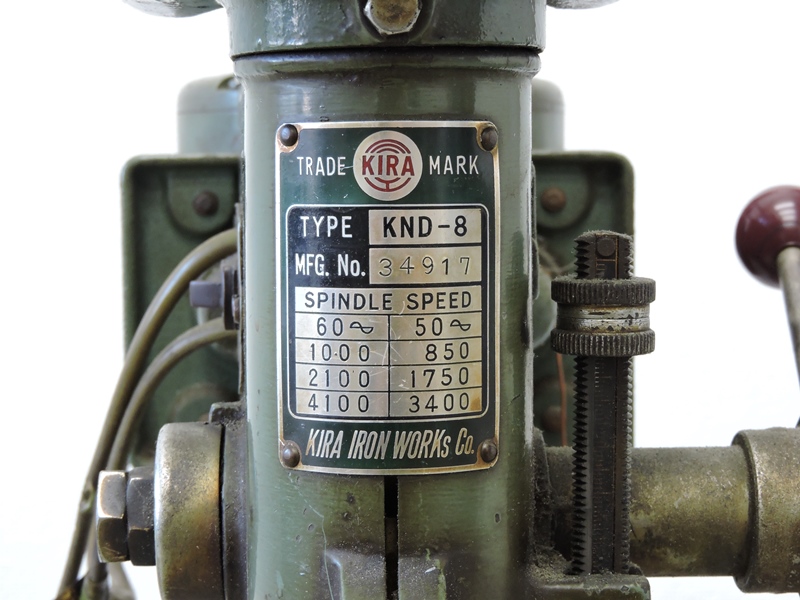 型式プレートにより、株式会社キラ・コーポレーション製 ボール盤「KND-8」であることが分かります。 |
|
 株式会社キラ・コーポレーション(昭和2年 より90年近く続く老舗)のWEBページです。 |
 KND-8は昭和40年発売のボール盤です。平成25年まで 製造・販売され、現在もWEBに製品の紹介があります。 |
|
WEBに掲載の仕様一覧 ・振り 254mm ・ドリリング能力 S45C:Φ2~5、FC200:Φ2~6.5 ・主軸のとテーブルとの最大距離 289mm ・主軸とベースとの最大距離 383mm ・主軸の上下動 60mm ・主軸端のテーパ JT No.1 ・コラムの直径 Φ60mm ・テーブルの大きさ □196mm ・テーブルの上下動 289mm ・主軸回転速度(50Hz) 850/1750/3400 ・主軸回転速度(60Hz) 1000/2100/ 4100 ・電源 単相100V、三相200V ・電動機 0.2kW 4P(開放) ・Vベルトの寸法 M-33 ・機械の総高さ 687mm ・機械の質量 33kg ・ベースの大きさ(前後×左右) 210×362mm |
 製造終了品にもかかわらず「分解図・ パーツリスト」をダウンロードできます。 |
 テーブルとベースの状態です。経年変化で黒く変色して いますが、絶えず油が補われ錆の成長痕が皆無です。 |
 コラムの建付けも堅牢そのものです。テーブルが スムーズに上下し確実にロックします。 |
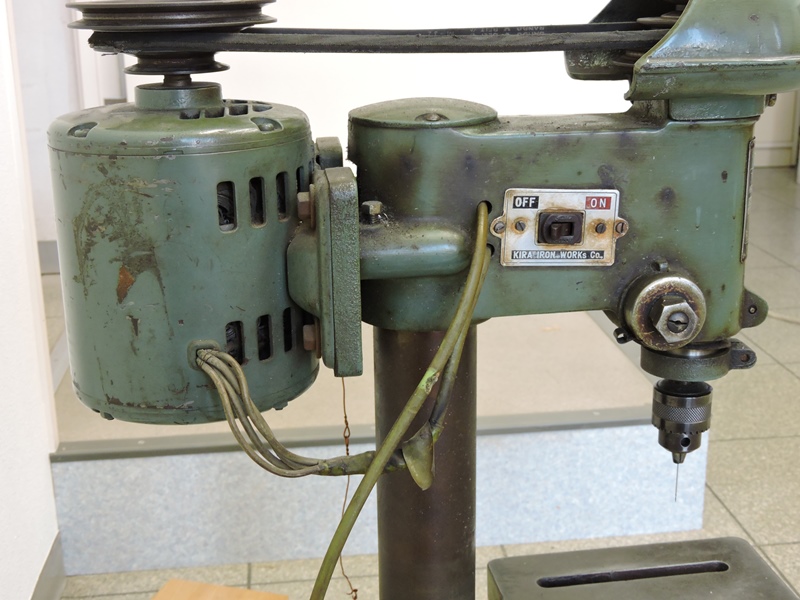 電気配線は当時の法令に準拠した仕様で 配線材料(被覆)の劣化が進んでいます。 |
 電動機は三菱電機社製、単相100V用、 出力0.2kWの分相起動誘導型です。 |
 保安基準の違いにより、初期型KND-8は スピンドル側にしかカバーが付いていません。 |
 8.0mmのチャックが付属しています。 FC鋳鉄で6.5mmまで切削可能です。 |
 再生整備に備えて、上下送り ハンドルを取り外しておきます。 |
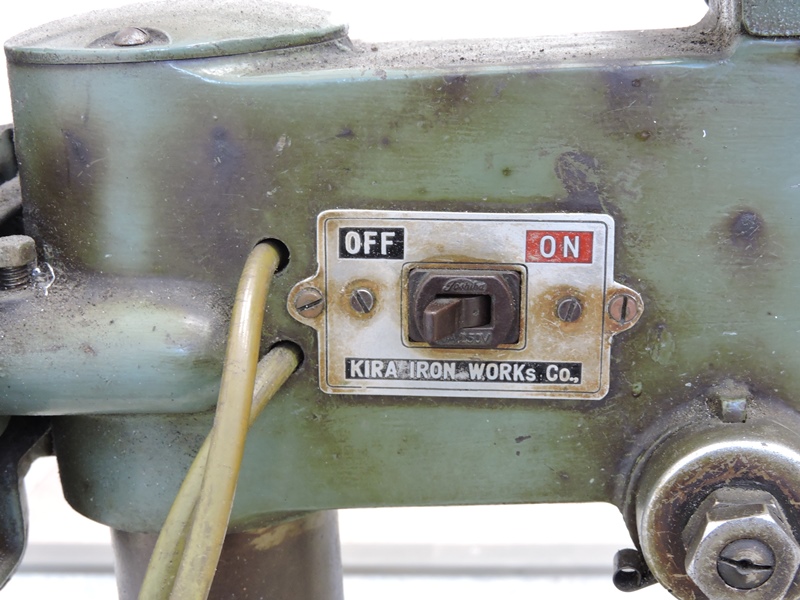 年代物の電源スイッチです。銘板や 止めネジにも錆が回っています。 |
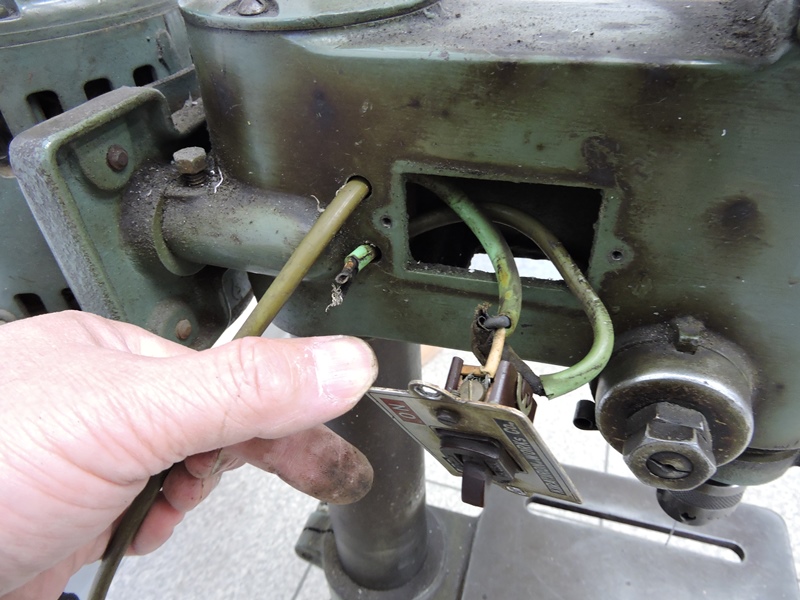
 動作テストのため電源コードをコンセントに差し込み、電源スイッチを入れた瞬間、バチンと いう音がしてどこかがショートしました。電源コード被覆の一部が吹き飛んでいます。 |
|
 電源の引き込み線と電動機配線の接続部分に異常が ありそうです。保護のビニルテープを解いてみます。 |
 ビニルテープの内部はこの状態です。黒く焼け 焦げています。ショートによるものでしょう。 |
 電動機からの配線端は圧着端子で処理されています。 電源からの配線は金具の穴に絡げてあるだけです。 |
 ビニルテープによる絶縁保護が劣化したのか、 ショートにより電源コードの芯線も焼けています。 |
 電源スイッチを取り外してみます。旧式の 簡易な開放構造で頼りない印象です。 |
 電源の引き込み線の途中に、スイッチが 割り込んでいるような配線です。 |
 電源コードの規格が古く、かつ劣化により被覆から 柔軟性が失われています。交換が必要です。 |
 電源スイッチを取り外し、元の 電源コードを取り去りました。 |
 本体の整備を進めます。スピンドル側に のみついているカバーを外します。 |
 電動機はベースプレートを介して ボルトでヘッド部に固定されています。 |
 ベースプレートはノブを出し入れすることで ベルトの伸縮方向に移動することができます。 |
 ベースプレートが前後に移動すると ベルトのテンションが調整されます。 |
 ノブとともにベースプレートが外れました。手が 届きにくい部分なのでゴミが積もっています。 |
 ピニオンシャフトを抜き、スピンドルをユニットごと 取り外しました。清掃の後グリスアップします。 |
 コラムトップのキャップを外します。 当時はマイナスのネジ溝が主流でした。 |
 コラムにヘッド部を取り付ける構造として、貫通穴にする 必要があり、目隠しを兼ねたキャップを当てたのでしょう。 |
 本体のクリーニングにかかります。固着した油染みは住居用 洗剤・灯油・塗料用シンナー、いずれも歯が立ちません。 |
 あまり気は進みませんが、アセトンを使用するとみるみる 汚れが落ちます。塗装膜も傷めるので気を付けます。 |
 少量のアセトンをウェスに浸ませて丹念に汚れを擦ります。所々に傷があり剥げた 箇所があるものの、塗装膜は十分に綺麗でクリーニングのし甲斐があります。 |
|
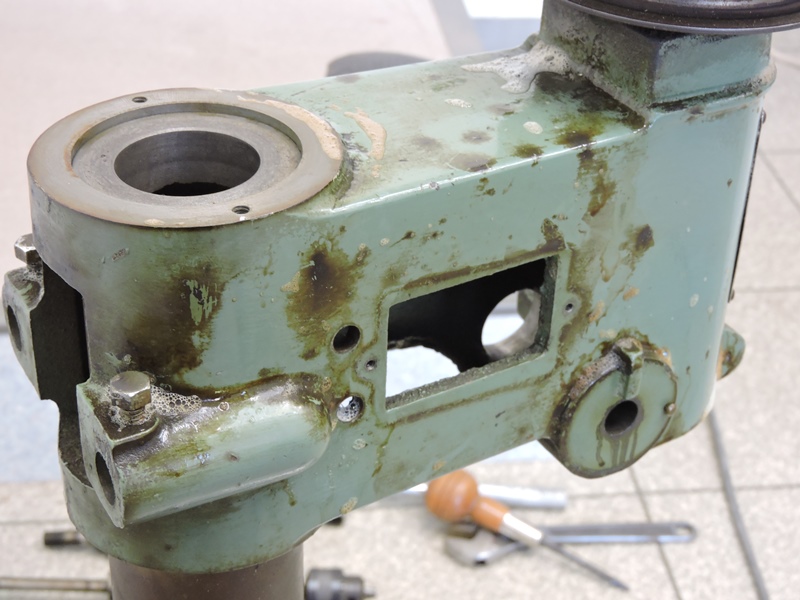
 丁寧に扱われてきたせいか、目に付く ような傷みはほとんどありません。 |
 スイッチの周りもここまで綺麗になりました。 ヘッドの内部は掃除機で吸っておきます。 |
 ピニオンシャフトは表面メッキ仕上げなので 研磨剤を付けて軽く磨き上げるに留めました。 |
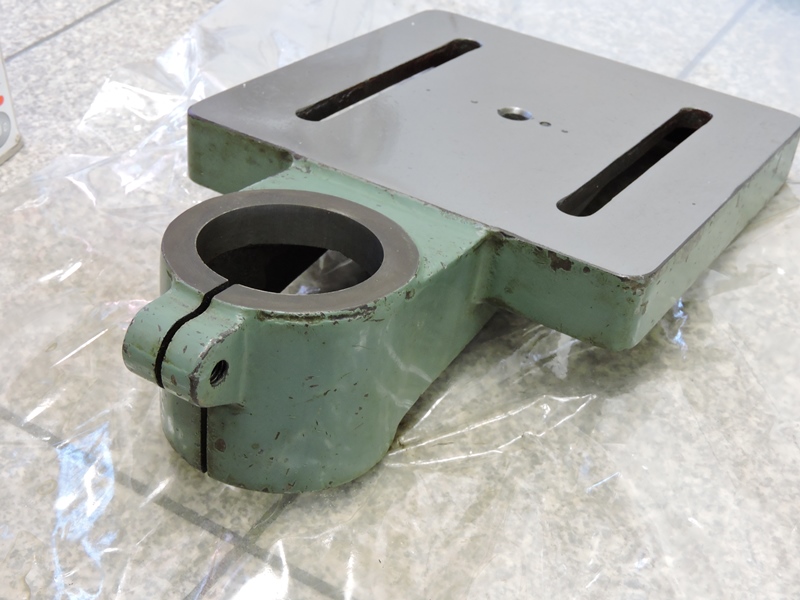
 スピンドルブラケットは、スピンドルを引き抜いた 際に、取り外してクリーニングしておきました。 |
 本体のクリーニングを終え、取り外したままの 配線を修理します。電源コードを新しくします。 |
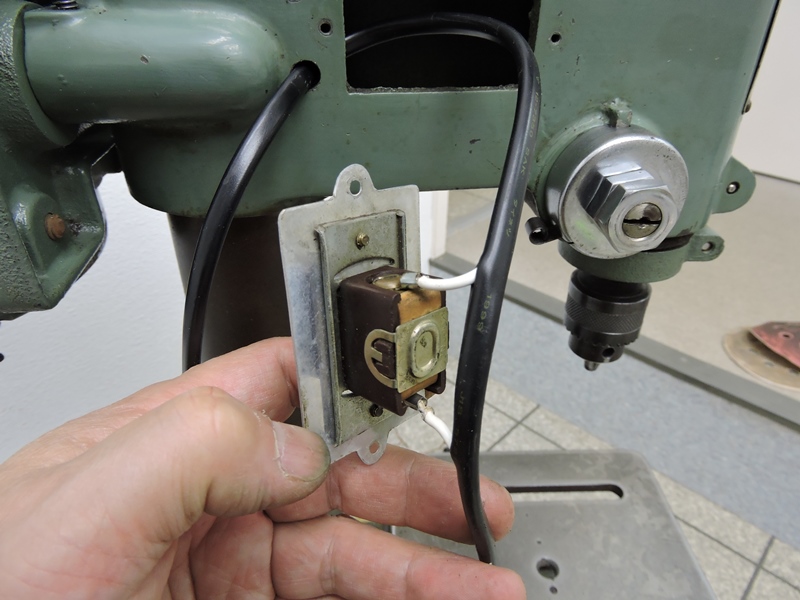
 電源コードのビニル被覆表面を一部カットし、内部の ビニル線を片方だけ取り出してスイッチに配線します。 |
 スイッチの銘板表面をクリーニングし、 止めネジも頭を研磨しておきました。 |
 ヘッド部横に開けられた穴を電源コードが直接出入り しています。ビニルテープを厚めに巻いて保護します。 |
 電源コードの引き回しおよびスイッチ周りの整備が完了です。 本当はもう少し容量が大きく耐候性のあるコードが必要です。 |
|
 電源の引き込み線に圧着端子を取り付けます。 安全かつ確実に接続しなければなりません。 |
 双方に圧着端子が付いているので 金具の穴にネジを通して締め付けます。 |
 圧着端子により完全に接続された上から、ビニル テープを十分に巻き付けて絶縁・保護します。 |
|
 息を吹き返してきたボール盤ですが、テーブルと ベースの変色は研削以外に改善法がありません。 |
 井出電機製作所は最先端のNC加工機を駆使する 実力派企業です。研削盤も大変充実しています。 |
 そして設備もさることながら、加工機を操る 熟練の職人さんが数多く活躍されています。 |
 ダメもとでお願いしてみたところ、ご多忙にも 関わらず直ぐに加工して下さることに。 |
 こちらが井出電機製作所の井出社長。大変気さくな方で、社員の方々 職人の皆さんから信頼され、会社を大きく発展させておられます。 |
|
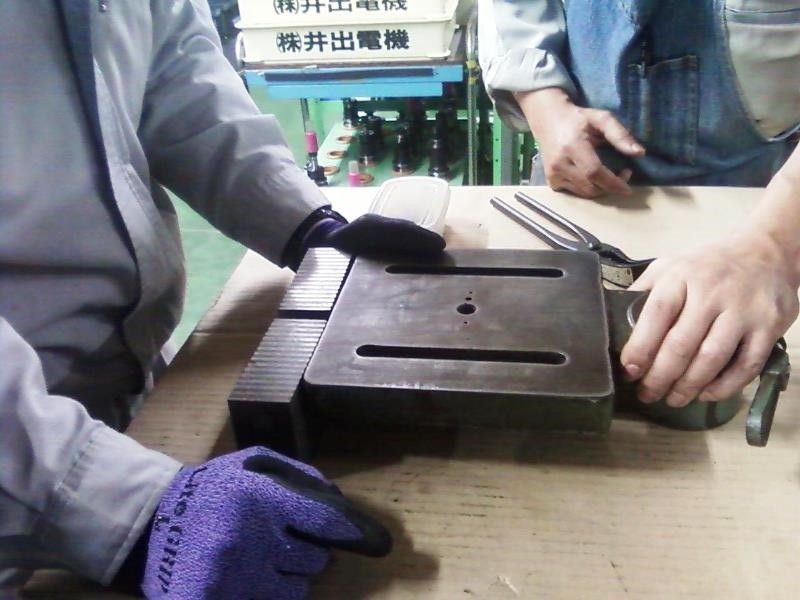
 実際に研削を始める前に、ワークの基準面や固定方法、 研削方向や研削量を慎重に決めます。さすがプロです。 |
 自動送り装置と手動による送りを巧みに組み合わせて操作 しているようです。職人さんの動きはほとんど芸術です。 |
 ベースの方が先に仕上がってきました。正確な平面を 出すために、予め接地面側を研削して下さいました。 |
 ベース上面の仕上がり具合です。コラム取付け面も 一緒に研削して下さったので完璧な水平が出ます。 |
 仕上がった研削面です。経年変化で黒く変色したベース面に、鋳鉄の美しく生々しい地肌が 蘇りました。テーブルの方はもう少し時間がかかるので、後日あらためて伺うことに・・・ |
|
 恐縮にも井出社長のご好意で工房まで送って下さいました。 翌々日に届いたテーブルはベース同様見事な仕上がりです。 |
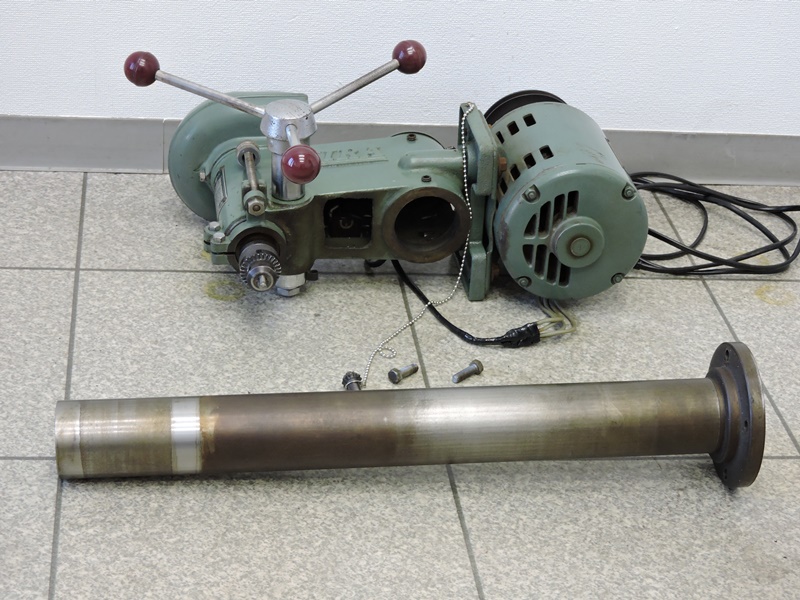 研削のため分解したコラム・ヘッド部です。 こうなると残りの部分にも手を入れたくなります。 |
 テーブルのコラム支持部です。塗装面の 油染みが外観を損ねています。 |
 テーブルの周囲側面も塗装が施されて おり、汚れがこびり付いています。 |
 アセトンを使って油染みを溶かしながら ウェスで汚れを落していきます。 |
 塗装面に多少の傷があり、黒く変色した地金が見えて いるのは仕方ありません。全体的には非常に綺麗です。 |
 汚れの大部分が落ちてすっきりしました。 |
 コラム取り付けベースも黒く変色が進んでいたので、 錆取り専用のケミカル剤に浸して処理しました。 |
 コラムをベースに固定するボルトです。 汚れに錆が加わり古さを醸し出します。 |
 ボルト頭部の側面と平面の汚れを、 サンディングで落としました。 |
 光沢の戻ったボルトでコラムをベースに固定します。錆を除去 した後は、水置換タイプの防錆材を十分吹き付けておきます。 |
|
 テーブルをコラムに通します。コラムのシャフト表面も 軽く研磨しておいたので、実にスムーズに入ります。 |
 クランプボルトおよびハンドルも、 ワイヤブラシでクリーニング済みです。 |
 ヘッド部を載せます。ガタは確認できません。欠損していた 送りハンドルは井出社長が保管されていました。さすがです。 |
 6角穴の留めネジでヘッド部を コラムに完全に固定します。 |
 アセトンを使ってクリーニングした結果、 「KIRA」の金色が落ちてしまいました。 |
 安く仕上げようとダ○ソーのホルムアルデヒド 入り(?)マニキュアを使おうとしましたが・・ |
 溶剤によって金粉が拡散しまるで定着せず、 水性の汎用ペイントに変更することに。 |
 マスキングが面倒なので、細い面相筆で 文字の表面に塗料を少しずつ置いていきます。 |
 3回ほど塗り重ねた結果、往時の「KIRA」金文字が復活しました。 凛々しい印象が漂い、堅実に築かれた製品の誇りを感じます。 |
|
 再生作業の最後は、老朽化したVベルトの 交換です。一部は切れかかっています。 |
 キラ・コーポレーションのWEBにある技術資料に、 M-33と指定されています。通販で購入しました。 |
 新品のVベルトをプーリにかけます。 V溝にしっとりと馴染みます。 |
 再生作業を終えたKIRA製ボール盤 KND-8の右側面(送りハンドル側)です。 |
 再生作業を終えたKIRA製ボール盤 KND-8の左側面(電源スイッチ側)です。 |
 研削加工によって完全に新品となり、鋳鉄の 輝きを放つテーブルとベースの定盤面です。 |
 井出電機製作所というプロ集団の中で保守され、 不用意な損傷が皆無の優秀な中古加工機でした。 |
 基本的な加工機を大切にしながら、最新NC機を駆使する 井出電機製作所。ご紹介できる機会があれば幸いです。 |
|
|
|