| ・木製灯籠を作る その2(2020.8.18) |
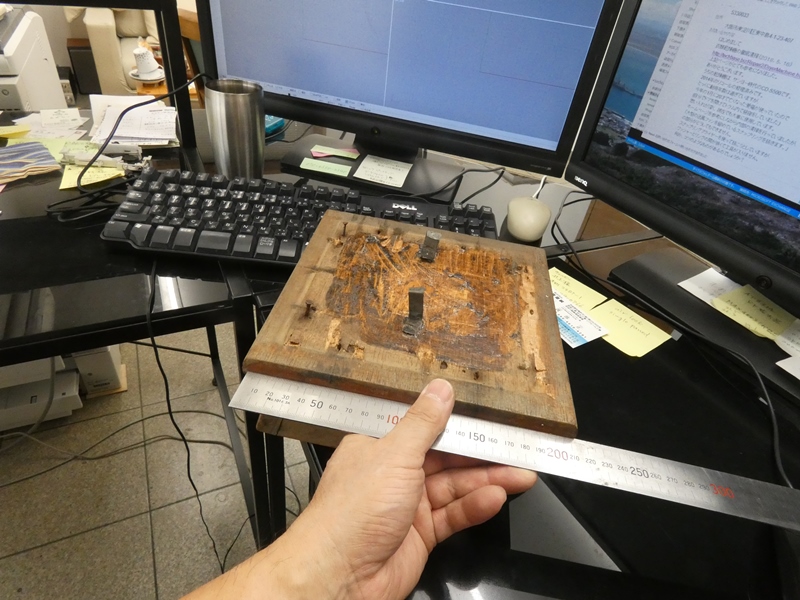
 元の灯籠を分解しながら、どの部分から製作に着手するか考えておりました。 上部の屋根や建屋箱組み部分は、細かく作り込まれていてかなり手間がかかり そうです。比べて台座部分は造作が大きく、部品数も少ないので作り易そうです。 |
|
 しかし、台座は末広がりの形状をしており、 いわゆる四方転びに設えねばなりません。 |
 規矩術でまともに四方転びを設計するのは 大変です。そこで頼りになるのはCADです。 |
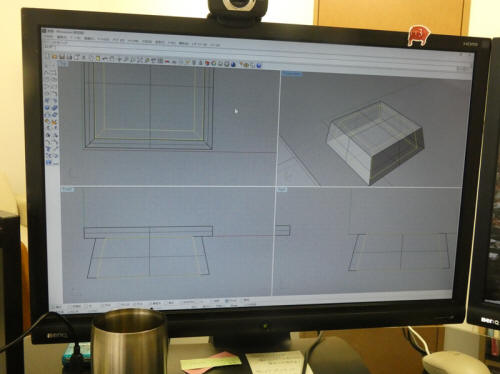 元の台座を正確に実測し、ひたすらCADに入力します。初歩的な幾何学を使って 交点や垂直点を求め、最終的に各部品の3次元寸法および角度を割り出します。 |
|
 昇降盤の丸鋸を、CADが指示する角度にセットします。 このデジタル傾斜計が、精密な傾きを教えてくれます。 |
 昇降盤のフェンスを板幅の位置に合わせ、 後は機械に任せて切断(縦挽き)するだけです。 |
 手鋸や手鉋を使って正確な傾斜角に 加工するのは至難の業・・無理です。 |
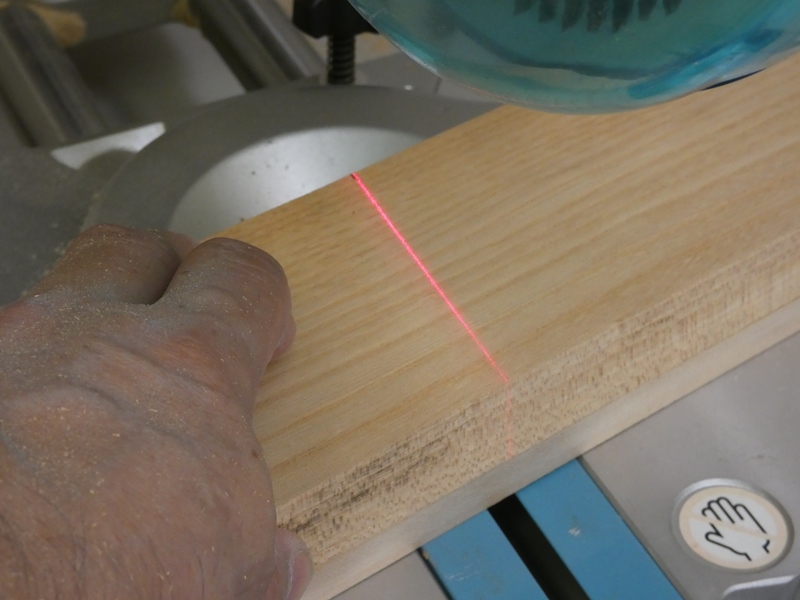
 横挽きはスライドソーに任せます。 CADが示す角度にセットします。 |
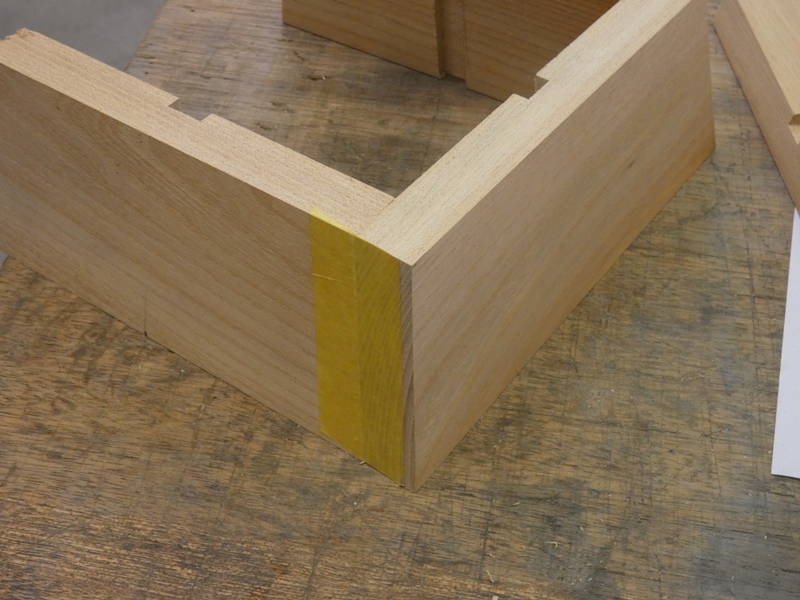
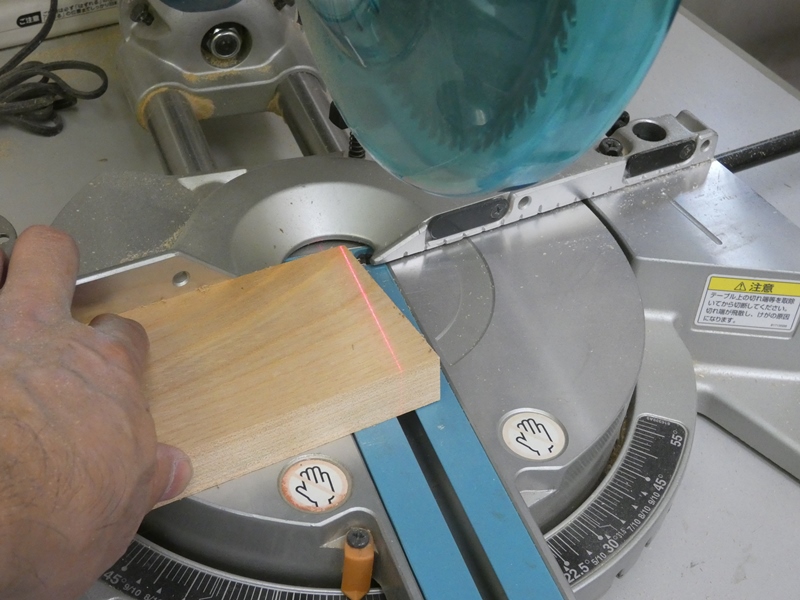 四方転びは、小口面も垂直方向にも僅かに 傾きます。丸鋸自体を傾けて切断します。 |
 丸鋸が僅かに右に傾いているのが分かります。CAD操作を 間違えていなければ、これで正確に接合するはずです。 |
 台座を構成する4枚の側板を加工しています。 反対側の斜辺を同じ傾斜角で切り揃えます。 |
 CADの操作やマイターの角度設定が 正しければ正確に組み立つはずです。 |
 部品の切り出し、いわゆる 木取りを終えました。 |
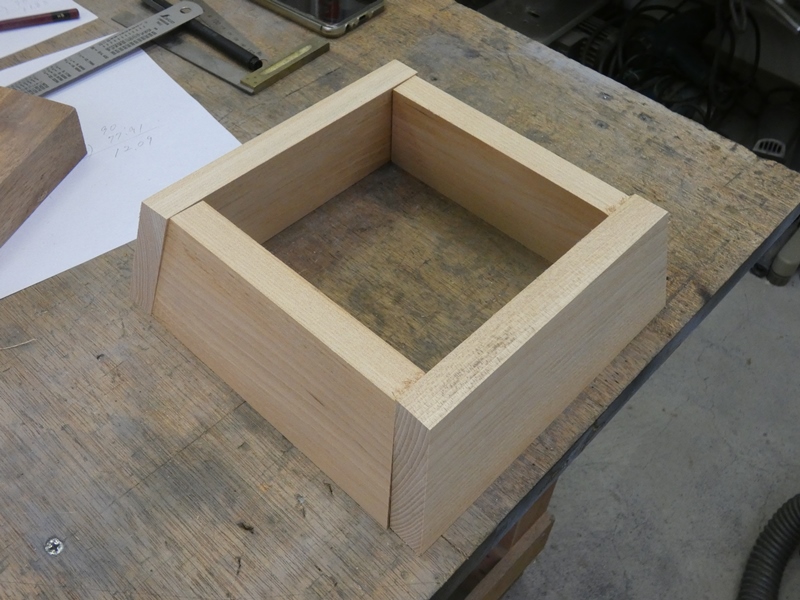 仮組みしてみると、4隅が吸い付き合うような 精密さ・・ではありませんが、何とか組み立ちます。 |
 側板の内側にもうひと加工 する必要があります。 |
 ペアになる2枚を正確に上下に並べ、 マスキングテープで仮止めします。 |
 2枚を揃えたまま、内側の 中央に縦方向の溝を入れます。 |
 昇降盤に少しずつずらしながら 当てて、必要な溝幅にします。 |
 4枚の側板を箱組みに して台座を作ります。 |
 接合部をマスキングテープで固定します。 額縁の組み立てに使う方法です。 |
 マスキングテープをヒンジ代わりに 接合部を開き、接着剤を入れます。 |
 マスキングテープによる密着性はかなり 強固です。接着剤は耐水性を使用します。 |
 マスキングテープに接合位置を保持させた状態で、四方からクランプを掛けて 圧着します。材質の硬いタモ材を使用したので、頑丈な台座になりそうです。 |
|
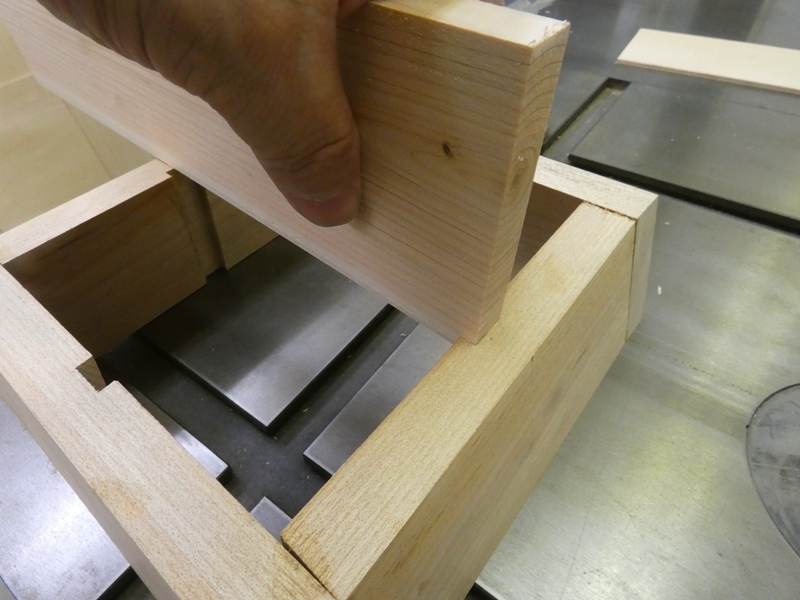 台座の内側に十文字の 補強材を入れます。 |
 斜辺の角度は台座と共通なので スライドソーの設定を再利用します。 |
 先に加工した溝に正確に嵌まるよう 現物合わせにて長さを取ります。 |
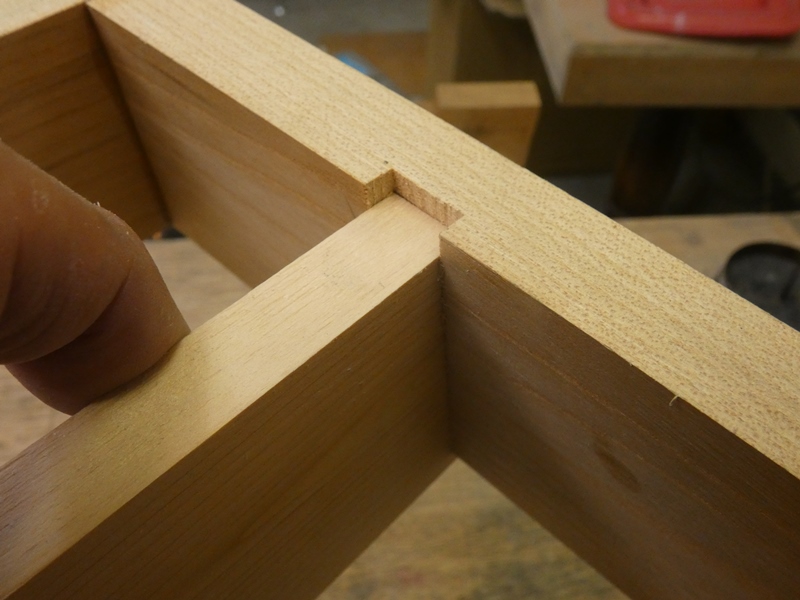 もう一息嵌まり切りません。 僅かに左右長が大きいようです。 |
 スライドソーで長さを 微妙に調整します。 |
 補強材の一方が上手く嵌まりました。 同じようにもう1枚を加工します。 |
 2枚の補強材を中央部分で交差 させるため、切り込みを入れます。 |
 ここでも、少しずつずらしながら 昇降盤に当てる方法を採ります。 |
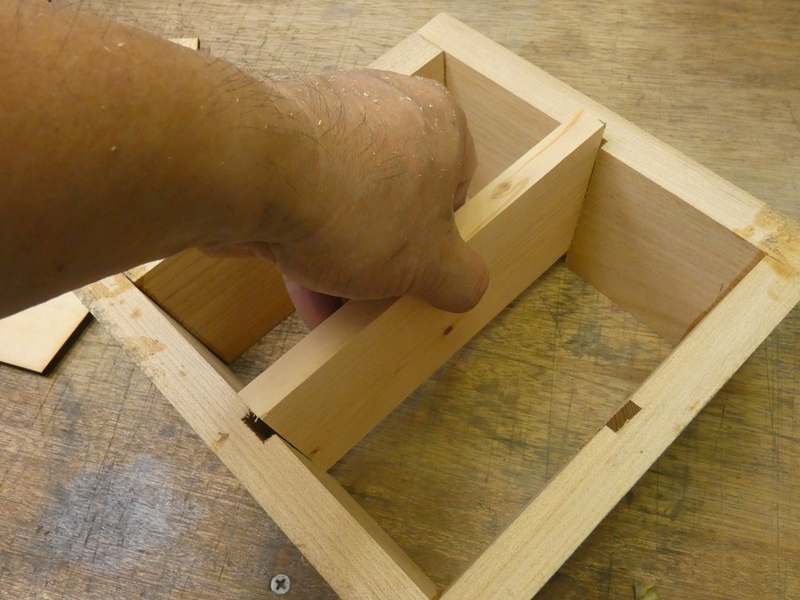
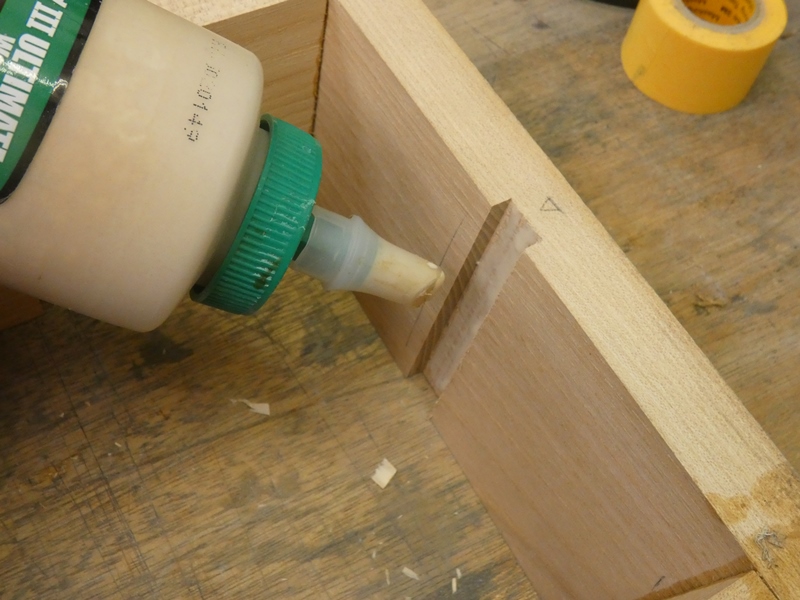 側板の溝、補強材木口の 双方に接着剤を付けます。 |
 一方の補強材を叩き込み 底面と面一に合わせます。 |
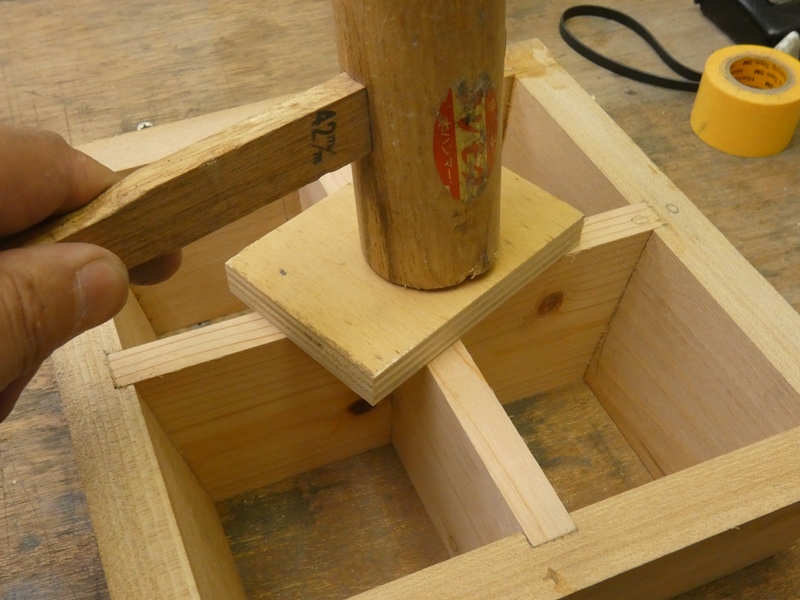 もう1枚にも接着剤を付けて叩き 込み、交差部分も面一にします。 |
 意外なほどの重量感と強度があります。 上物建屋を支える縁の下ということです。 |
 CADの操作ミスなのか、マイターの設定誤差なのか 周囲の木口がほんの僅か面一から逸れています。 |
 幸いなことに外側に飛び出る方向に逸れて いるので、削り落として修正可能です。 |
 僅かな修正で完全な面一になりました。接合部も目視的には隙間が確認 出来ません。内側で十文字に交差させた材料は、台座の補強目的もあり ますが、実は灯籠を立てる際に、丸太の支柱を差し込むためでもあります。 |
|
 台座の上に、本体建屋の正に台となる平板を取り付けます。縦横のサイズ、 板の厚みは元の灯籠に倣っています。本体の製作に合わせて、防水仕様の クリア塗装を施す予定です。耐水性の接着剤により組み上げているので、 台座に限らず灯籠全体を基本的に釘を使用せず製作したいと考えます。 木製灯籠を作る その1へ 木製灯籠を作る その3へ |
|