| 鉋刃研磨用冶具の製作工程 |
 今や製造中止となり、店頭在庫でも探し当てない限り入手困難な鉋刃 研磨用の冶具です。本体は鋳物製で、非常に堅牢に作られています。 |
|
 刃物装着部の間口、ローラーの径や取り付け位置 など各部の寸法は、ほぼオリジナルに合わせます。 |
 装着部の構造やローラーの取り 付け方法には工夫が必要です。 |
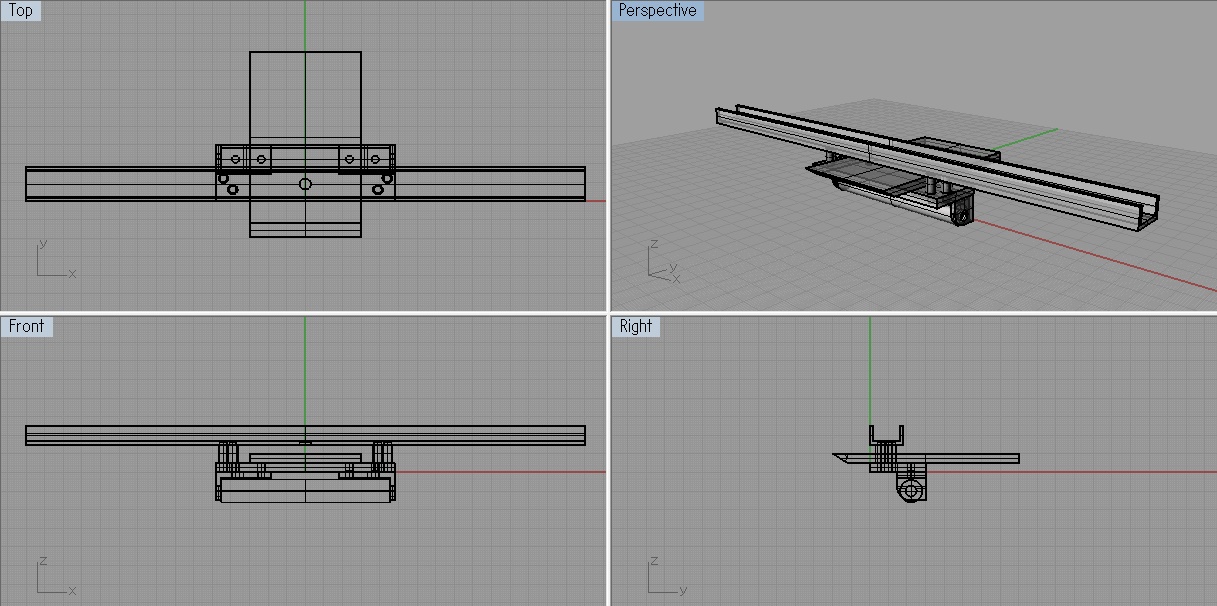 CADを使って全体構造と各部品を設計します。部品を作る 素材はホームセンターで入手可能な範囲から選びます。 |
|
 3D表示させた組み立て図です。 鉋刃を装着した状態を描いています。 |
 近くのホームセンターで揃えた素材。この他にステンレス 丸棒が必要ですが、高価だったのでネットで購入します。 |
 5mm厚、30mm幅のアルミ板を、長さ 96mmに切断し、刃物の装着台を作ります。 |
 端面をディスクサンダーで整形します。 一挙に過熱するので軍手が不可欠です。 |
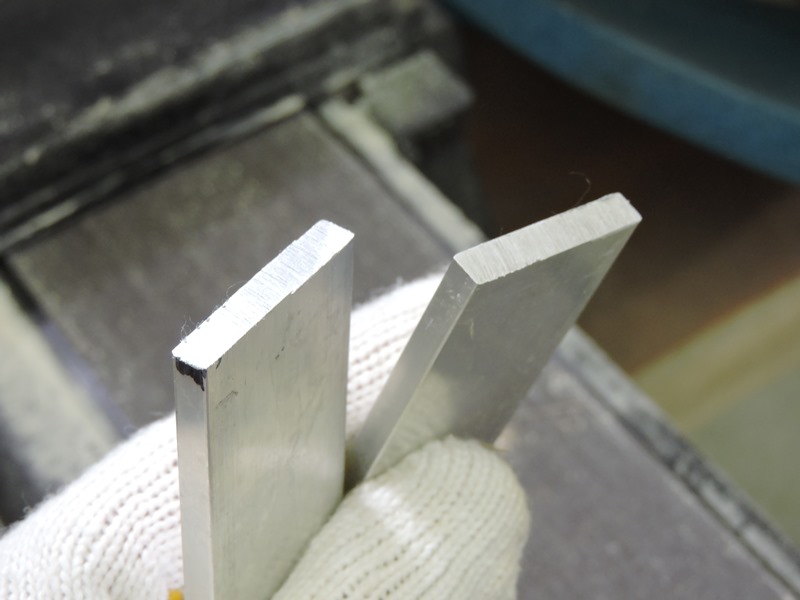 稜線のバリを削り落とし、軽く 面取りして危険がないようにします。 |
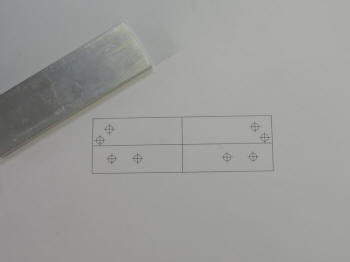 穴あけ位置を材料に直接けがくと精度を保てないので、 CADから装着台の平面図をプリントして型紙を用意します。 |
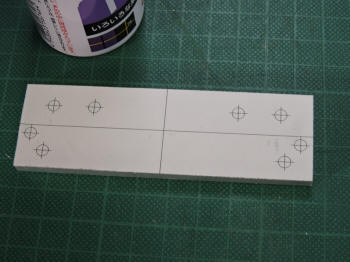 切り抜いた型紙をスプレー糊で アルミ板に貼り付けます。 |
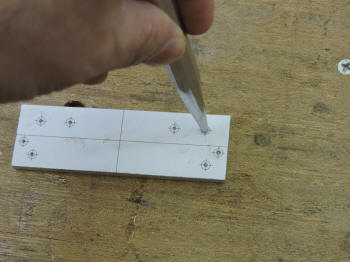 穴あけ位置にセンターポンチで刻印します。時々 先端を研磨しないと中心位置が微妙にずれます。 |
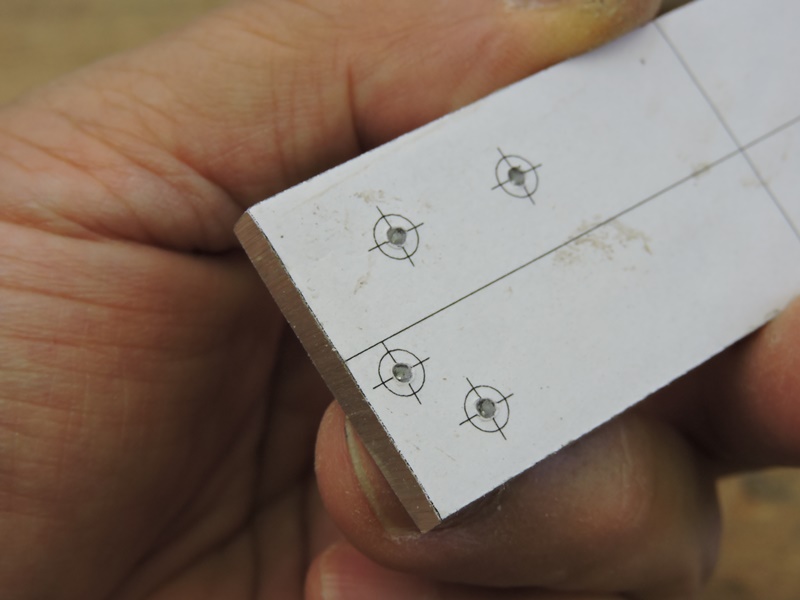 穴あけの中心位置にクロスマークを印刷して います。クロスのほぼ中心に刻印されています。 |
 ポンチが打たれた位置に3.2mm径の 穴を開けます。M4ネジの下穴です。 |
 装着台とハンドルの連結用に4個、 ローラーの保冶具固定用が4個です。 |
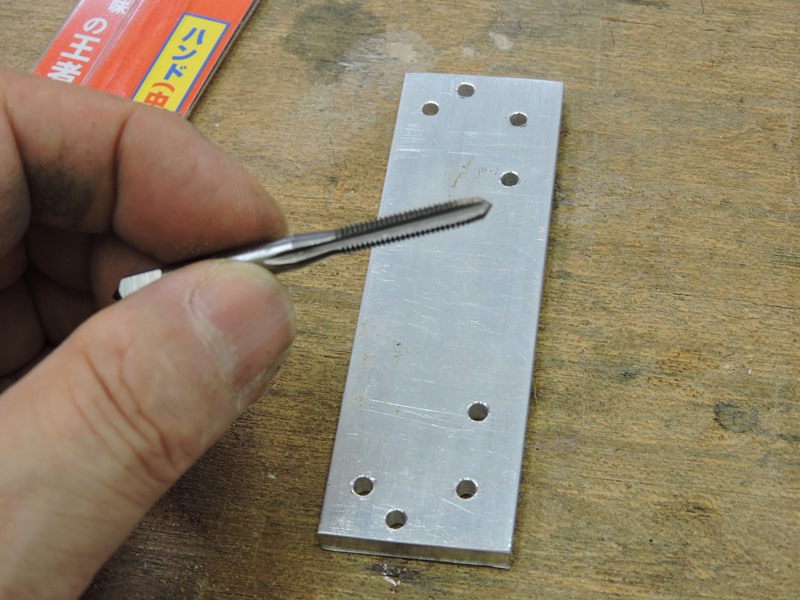 M4のネジ穴とするため、 M4標準タップを用意します。 |
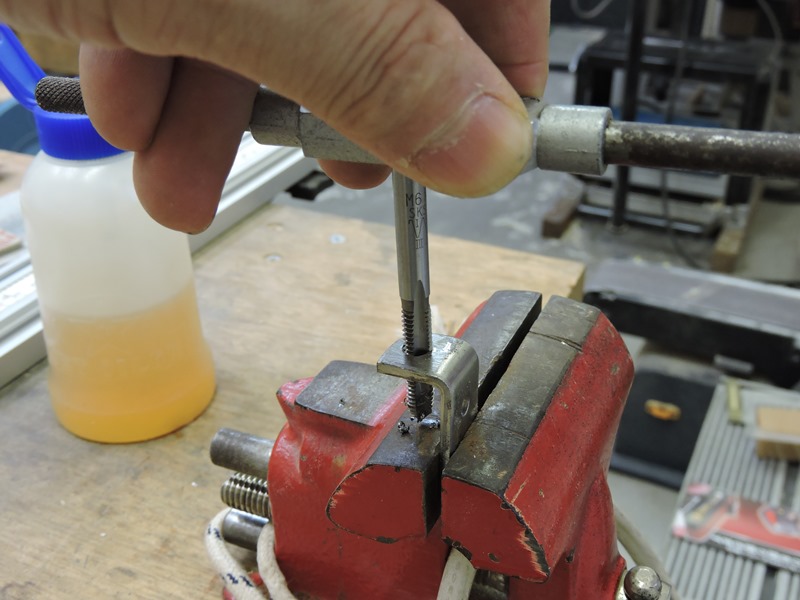
 タップをタップハンドルに取り付け、装着台と なるアルミ板をバイスに水平に固定します。 |
 複数方向からタップの垂直を確認しながら ゆっくりタップを回しネジを切り進めます。 |
 M4タップの下穴は指定では3.3mmです。3.2mm穴ではタップの 回転がかなり重く、途中で3.3mmドリルを購入して開け直しました。 |
|
 ハンドル部には18mm幅のアルミチャンネルを利用 します。装着台との連結用に4mm径の穴を開けます。 |
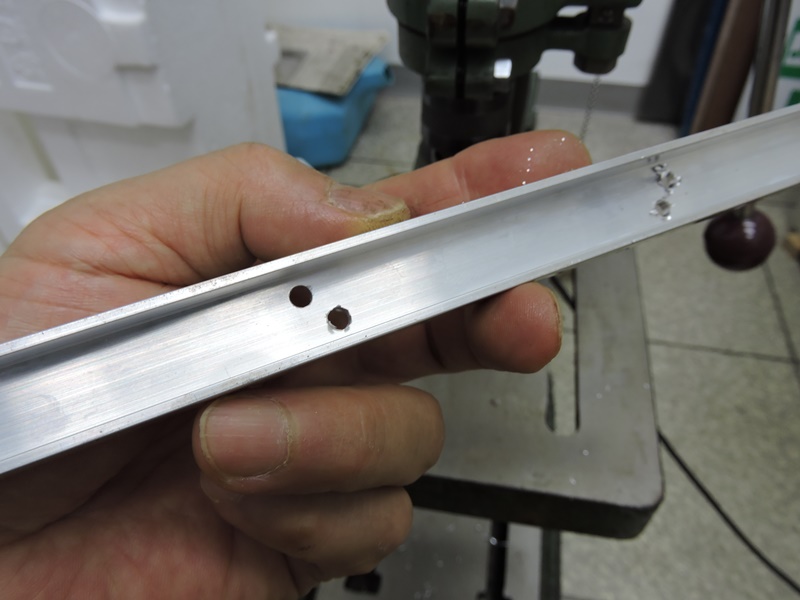 板厚2mmのため強度的にやや不安ですが、 装着台と一体化すれば強度が増すでしょう。 |
 皿ネジの頭を埋め込むため、8mm径の ドリルで穴の入り口側を座ぐります。 |
 以前に井出電機製作所からいただいて再生したKIRA製 ボール盤を活用します。振動もなく美しい加工ができます。 |
 2つの穴が斜めにずれて並んでいるのは、狭いチャンネル 内で皿ネジの頭が互いに干渉するのを避けるためです。 |
 あまり深く座ぐりを入れると穴周りの 強度が低下するのでほどほどにします。 |
 ローラーのホルダーはステンレス製のL字 金具を流用します。ただし加工が必要です。 |
 金具に書き込んである黒線に沿って切断 します。先に木片にネジで固定しておきます。 |
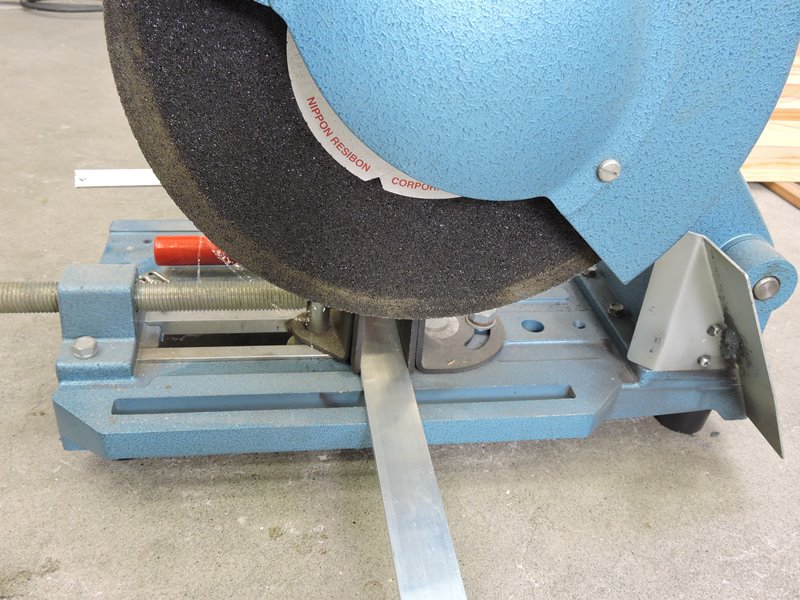
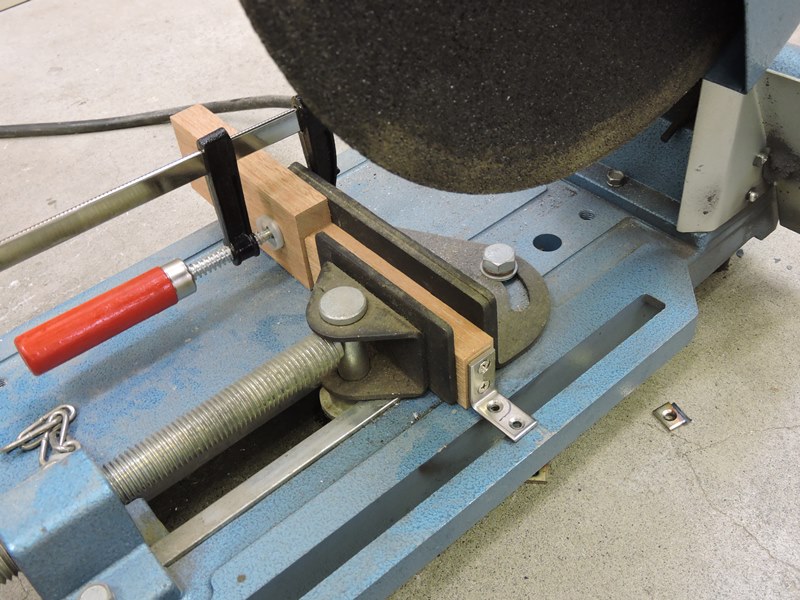 木片を砥石切断機のバイスで保持します。切断する 位置を一定に保つためストッパーをセットしています。 |
 さすがにステンレスは硬いです。回転砥石が 逃げないよう無理をせず徐々に切り進めます。 |
 保冶具代わりに木片を使用しているので 正確かつ安全に切断できます。 |
 切断を終えました。大きくバリが残って いますが、次の成形作業で取り除きます。 |
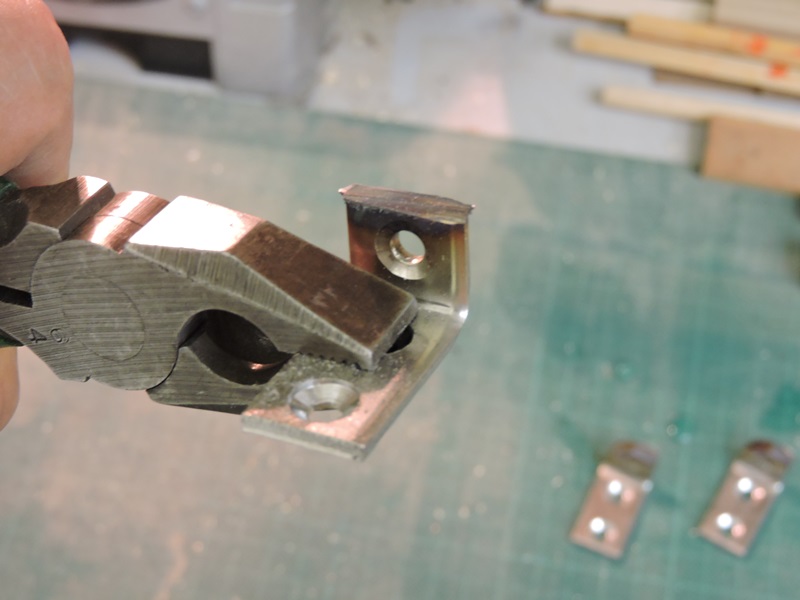 小さな部品でしかも成形中に猛烈に発熱 するので、ペンチでしっかり保持します。 |
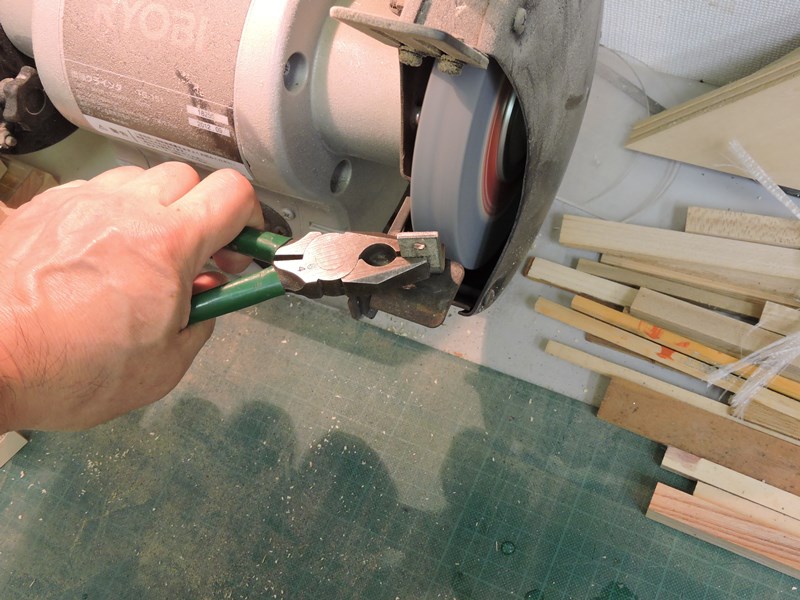 ディスクグラインダに当てて、 曲線部分を研削・成形します。 |
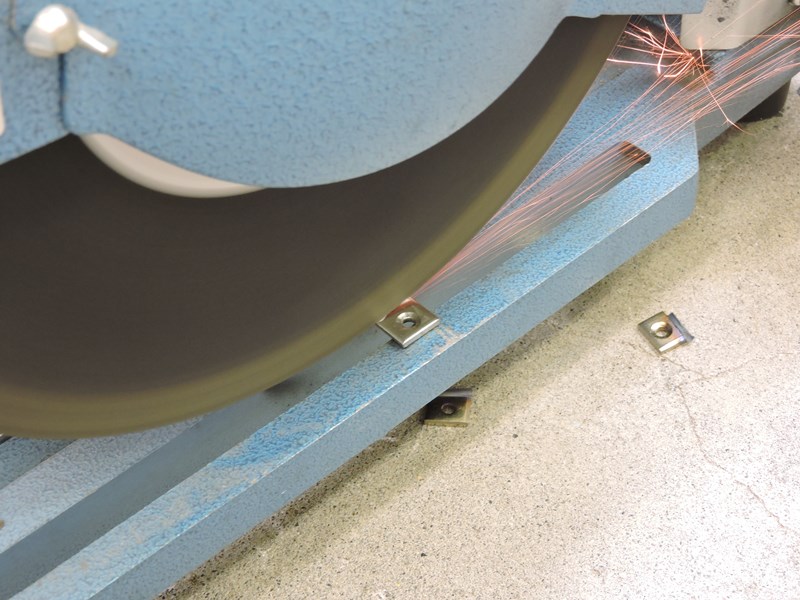
 この部分のRをローラーの径12mm以下に 削り取らないと、砥石の表面と干渉します。 |
 バリが残っていますのでベルト サンダーで削り落とします。 |
 ローラーの保冶具が出来上がりました。汎用品のL字金具を流用した ので、簡単に加工することができました。堅牢で錆の心配もありません。 |
|
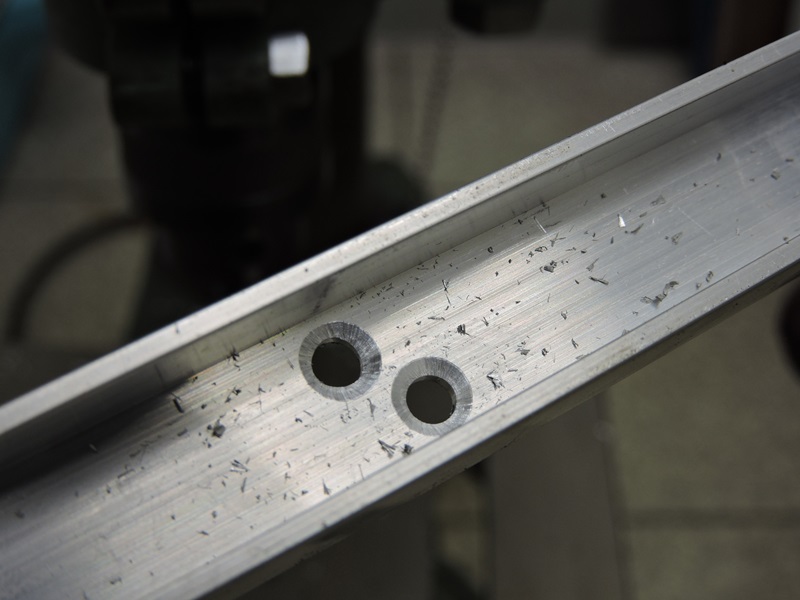
 保冶具にローラーの止めネジ(M6)を入れる ネジ穴を加工します。下穴を5mm径に拡大します。 |
 左側が5mm径に広げた下穴、 右側はL字金具の元の穴です。 |
 M6タップをタップハンドルに取り付け、 L字金具はバイスに強く固定します。 |
 タップの垂直を保ちながらネジを切り 進めます。時々切削油を補います。 |
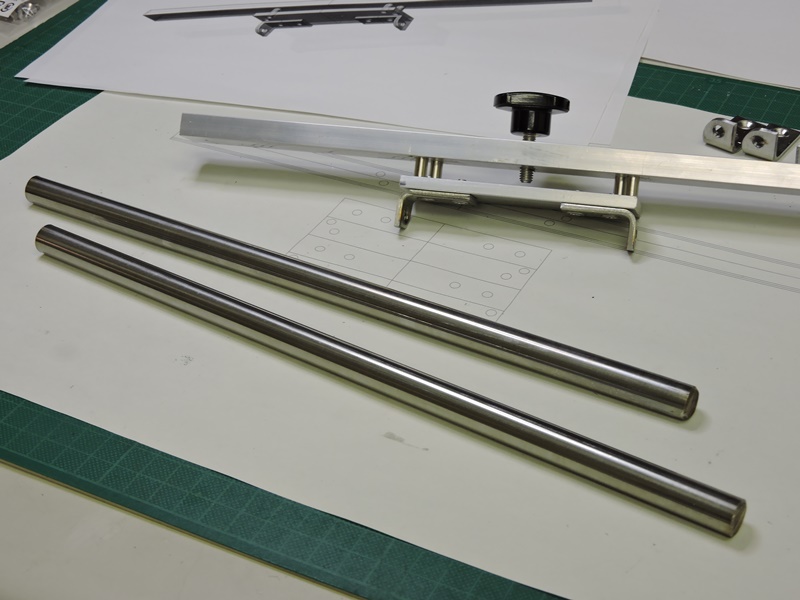 ネットで注文していたステンレス丸棒(12mm径)が届きました。近くの ホームセンターの3分の1の価格です。レターパックライトで送料も安い。 |
|
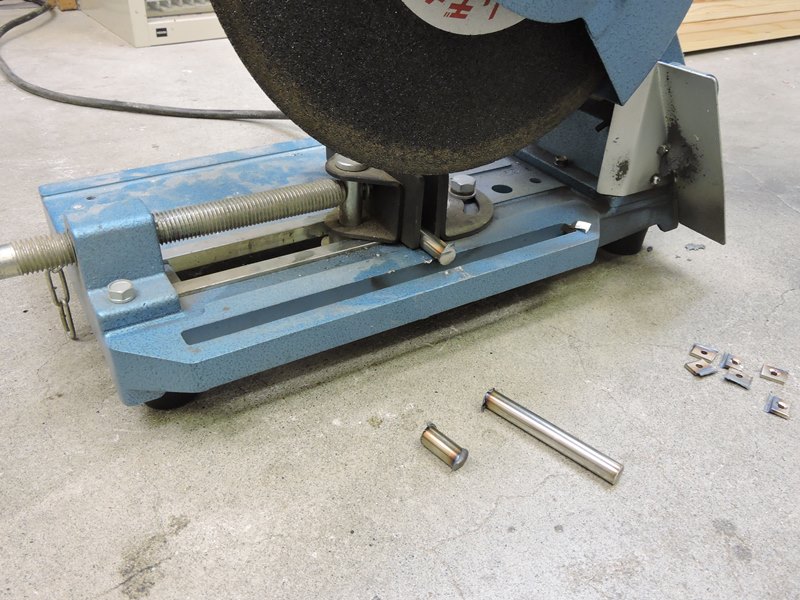 砥石切断機で長さ90mmに切り分けます。 1本(300mm長)から丁度3本取れます。 |
 切断端面の周囲が焼けて変色しています。 大きなバリはレース盤で取り除きます。 |
 切断したステンレス丸棒をレース盤にセットし 端面を仕上げ、周囲のバリを削り落とします。 |
 中国製の安物バイトは切れ味が非常に悪いです。途中で タンガロイ製チップの付いた8mmバイトに交換しました。 |
 ローラーの両端面に軸受部を加工します。 ドリルの先端角を利用してピボット状にします。 |
 写真ではドリル刃を使用していますが、ローラーの フラッターを小さくするためセンタードリルに代えます。 |
 M6ネジを加工した軸との相性を見て、 後で切り込み深さを調整します。 |
 ローラーを回転させる軸を作るため ステンレス製M6ネジを用意します。 |
 レース盤のチャックで正確に把握できる よう六角ナット2個を取り付けます。 |
 加工中にネジがチャック内で空転しないよう 2つのレンチを使用してきつく締め込みます。 |
 六角ナットの平面部に三つ爪チャックが 正確に当たるよう把握・固定します。 |
 先端角70~80度くらいに なるようバイトをセットします。 |
 軸と軸受が斜面の一部で摺動するよう、 先端部を僅かに削り残します。 |
 簡易的ですが潤滑油を介してピボット状に 機能すれば、十分実用的な軸になります。 |
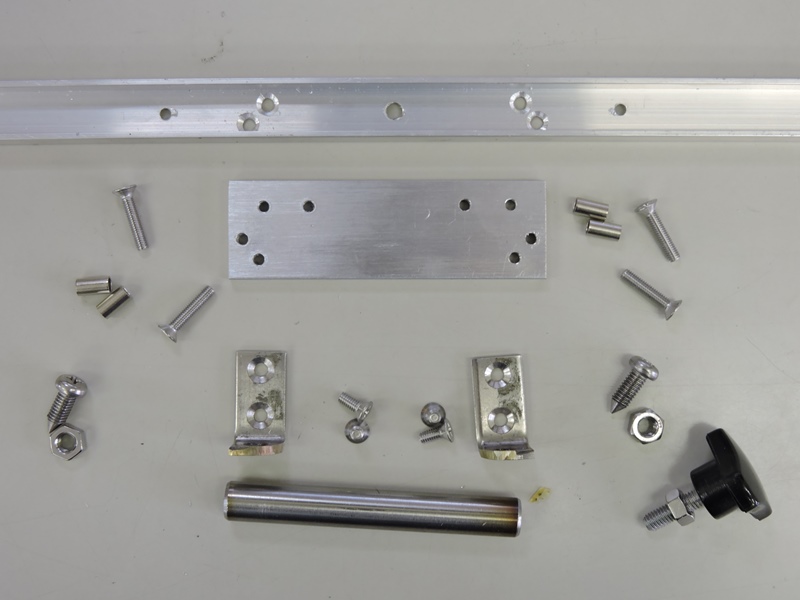 本体の組み立てに必要な部品が揃い ました。組み立て作業にかかります。 |
|
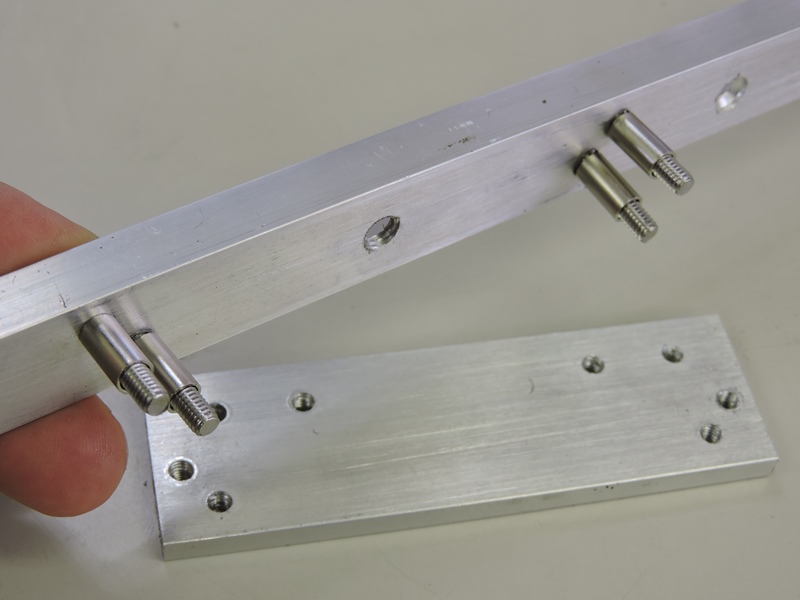 ハンドル部にM4-L20mmの皿ネジを通し、10mmの ステンレス製スリーブを介して装着台と連結します。 |
 ハンドル部の2mm厚アルミチャンネルは、強度的に 若干不安ですが、連結すると十分強固になります。 |
 装着台の飛び出し部分に、ローラーの 保冶具を固定するネジ穴が見えています。 |
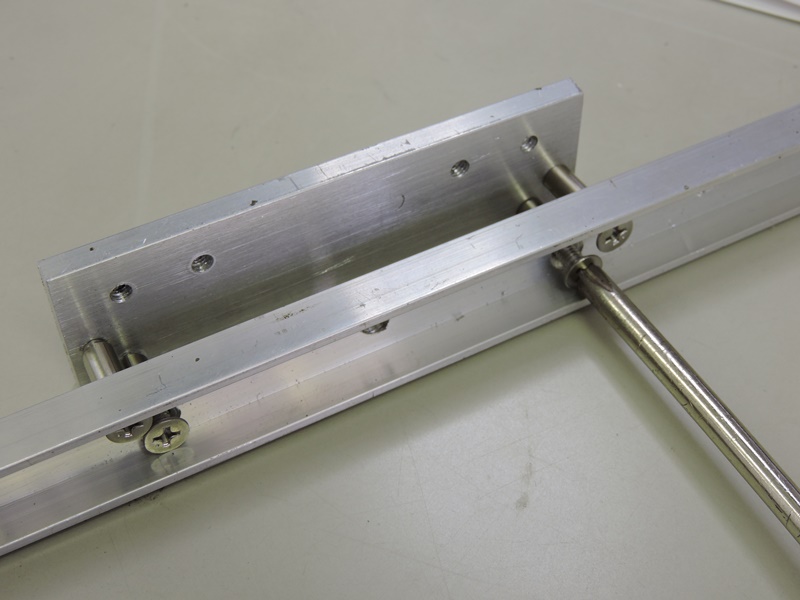
 L字金具を加工した保冶具をステンレス製 M4-L10mmのネジで強く固定します。 |
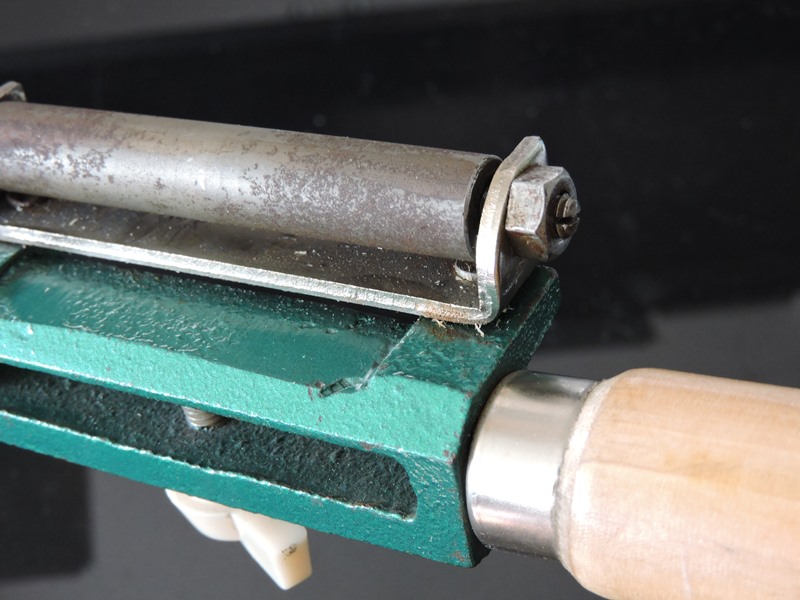
 両端に取り付けられた保冶具の間に ステンレス製ローラーを取り付けます。 |
 軸として加工済みのM6ネジを、緩み 止めナットを入れて取り付けます。 |
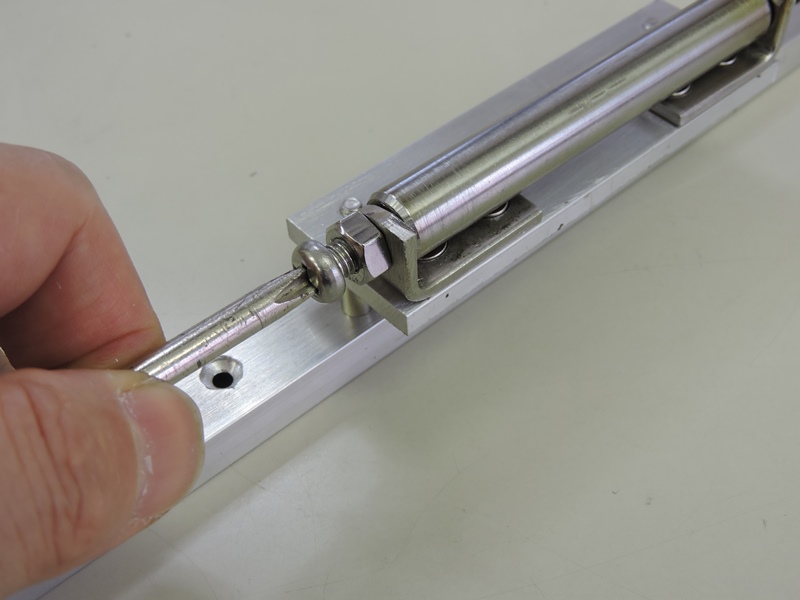 緩み止めナットを開放した状態でM6ネジを締め込み、 ローラーがガタつきなくスムーズに回転するよう調整します。 |
|
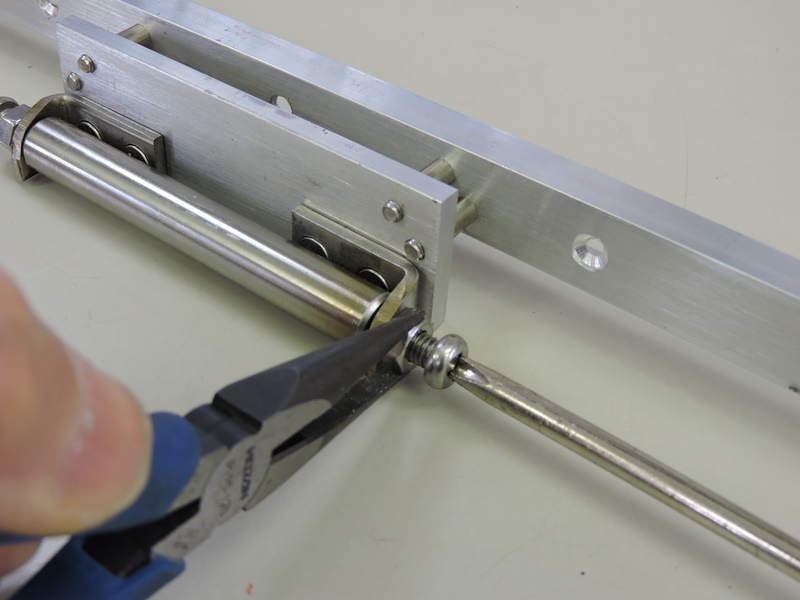 調整できた時点で緩み止めナットを 締め込み、軸受を固定します。 |
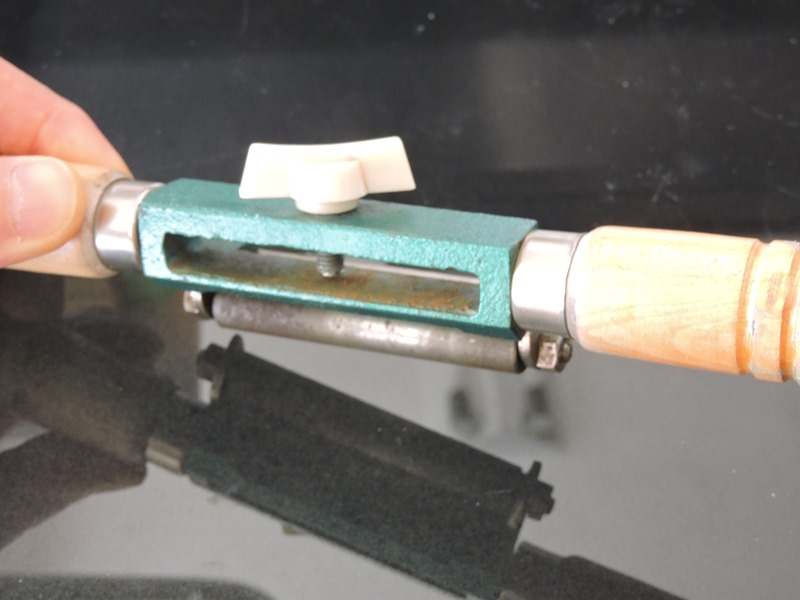
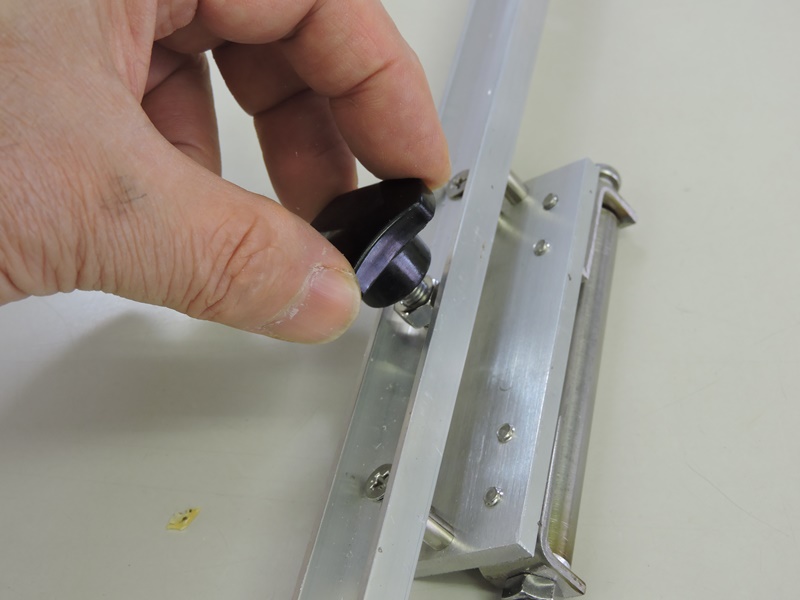 ハンドルの中央に刃物を固定する、ノブ 付きM6-L30mmネジを取り付けます。 |
 これで金属部品からなる本体が完成です。 ピボットに注油すると非常に滑らかに回転します。 |
|
 ハンドルの左右に取り付けるグリップを製作します。 適当な木材を長さ100mmに切り揃えます。 |
 アルミチャンネル断面の「コ」の字型に うまく嵌まり込むよう細工します。 |
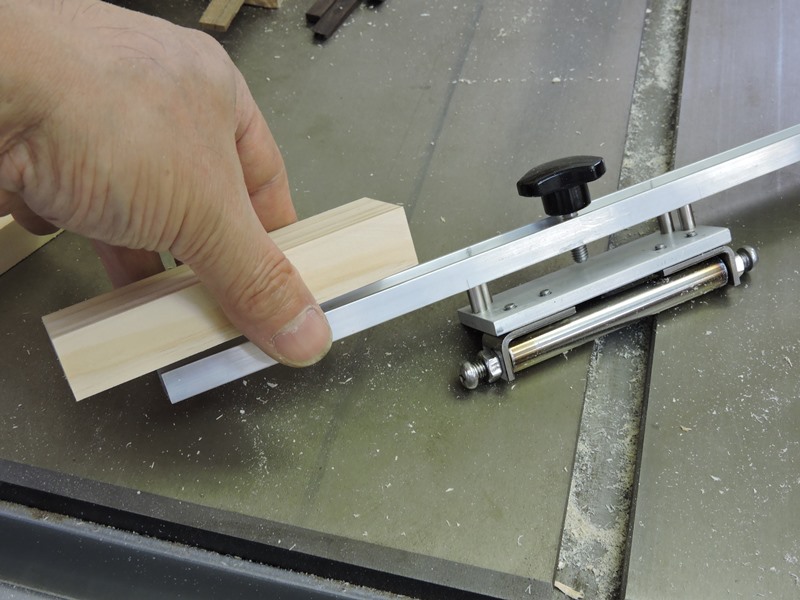
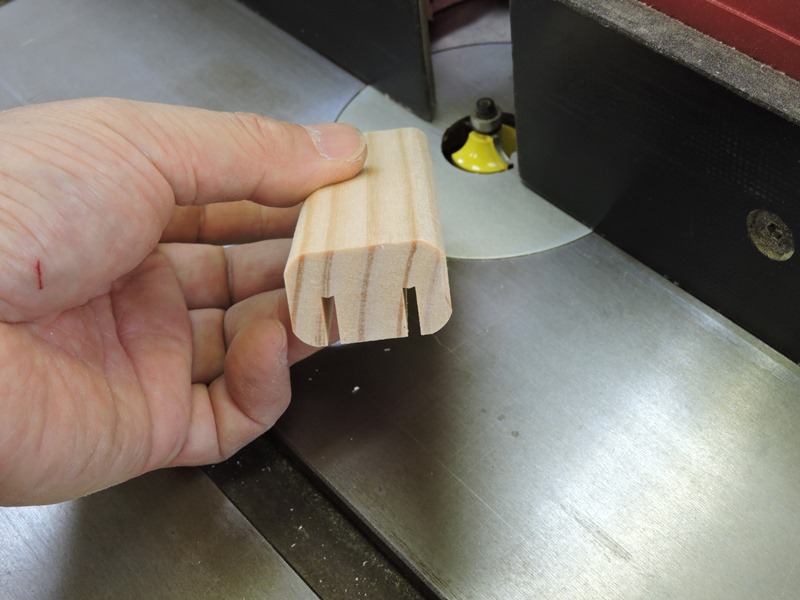
 アルミチャンネルの間隔に合わせて 昇降盤で2本の溝を切り込みます。 |
 丸鋸の刃幅がチャンネルの板厚 2mmにほぼ合致しています。 |
 実際に取り付けてみて、溝の 間隔や深さの具合を確かめます。 |
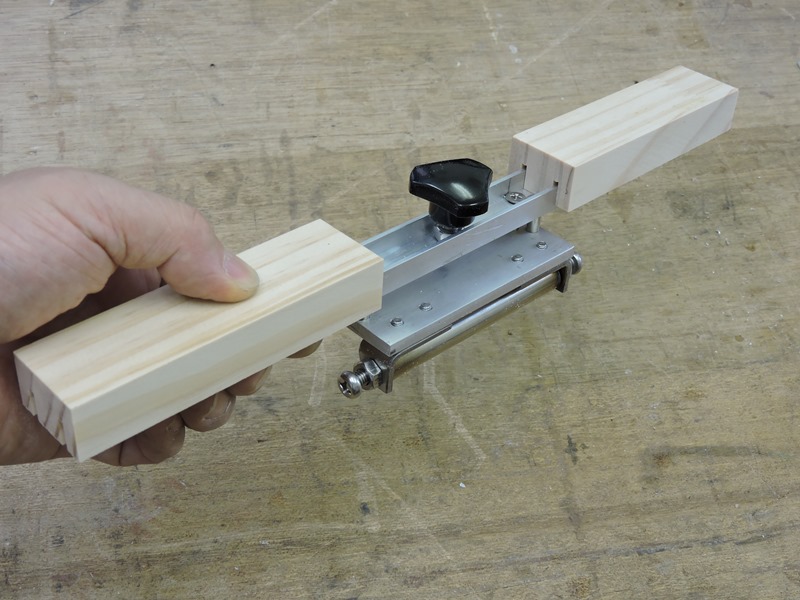 ハンドルの左右にこのように取り付けられます。 断面が四角では握り難いので改良します。 |
 ルーターで稜線を面取りします。 R6.3の銀杏ビットを使用します。 |
 使う人により握り易さは異なるので、この程度に 留めて必要により修正してもらうことにします。 |
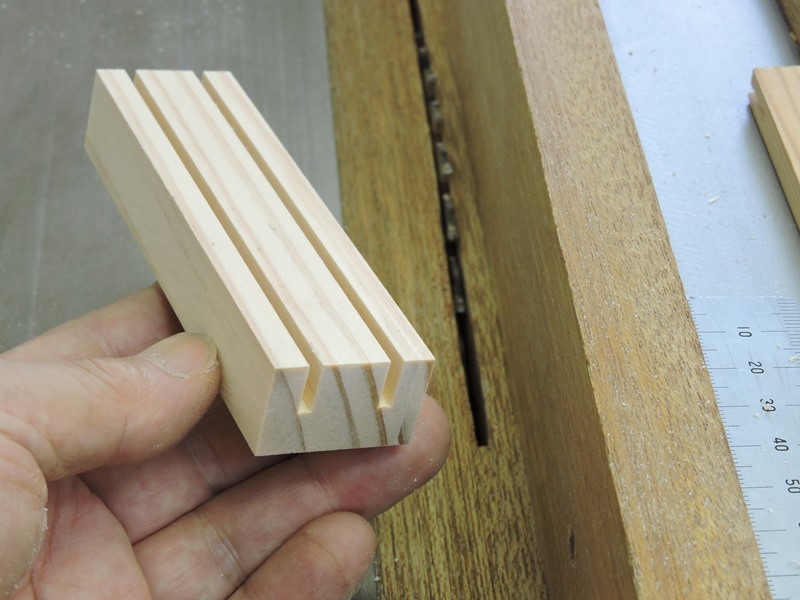
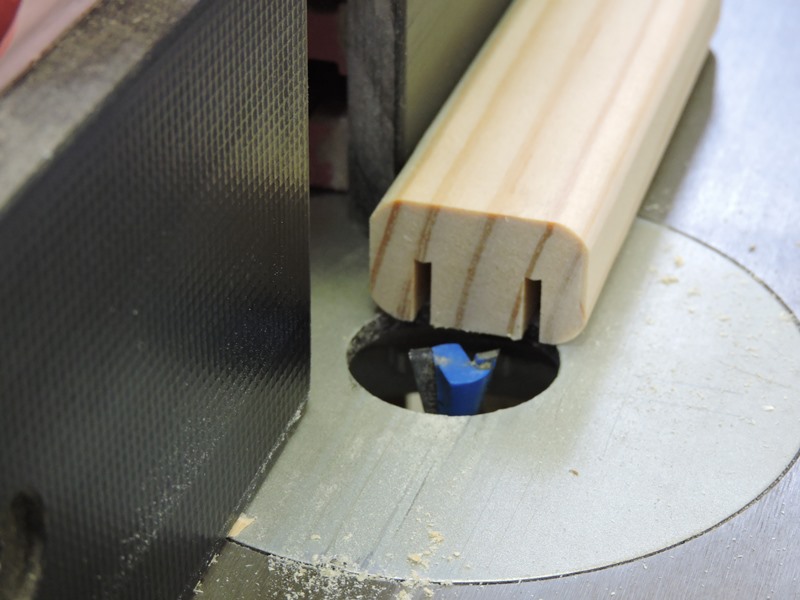 アルミチャンネルの底部分が飛び出さない ように、溝と溝の間を2mmほど浚います。 |
 10mmのストレートビットで 2回に分けて加工します。 |
 再度アルミチャンネルに取り付けて 溝周りの仕上がりを確認します。 |
 グリップの木口周囲を面取りします。 4辺をベルトサンダーに当てて加工。 |
 簡単ですが非常に握り易くなりました。水に濡れるため 劣化は避けられないので、半端な塗装は見合わせます。 |
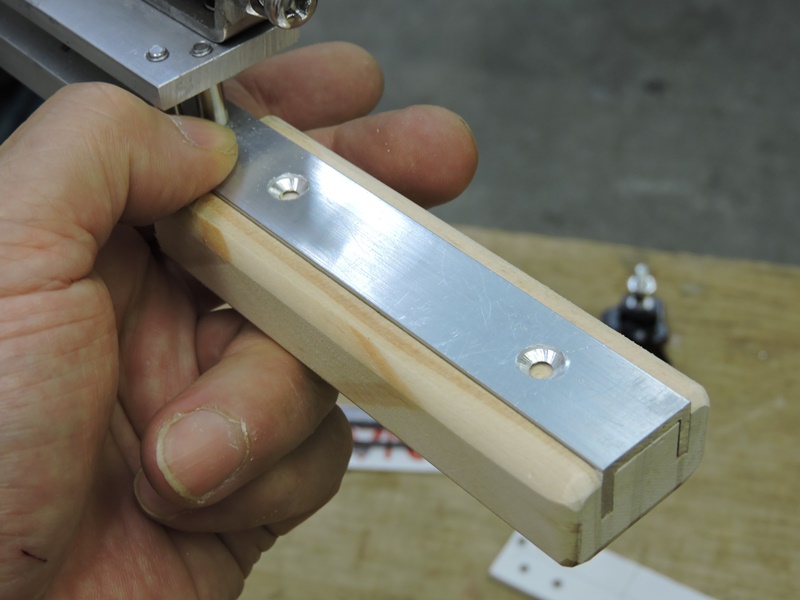 アルミチャンネルには、予めグリップ固定用のネジ穴が 開けられています。頭が出ないよう座ぐり済みです。 |
 10mmの皿ネジ2本を締めて 左右のグリップを固定します。 |
 木製グリップが取り付けられて 研磨用冶具の完成です。 |
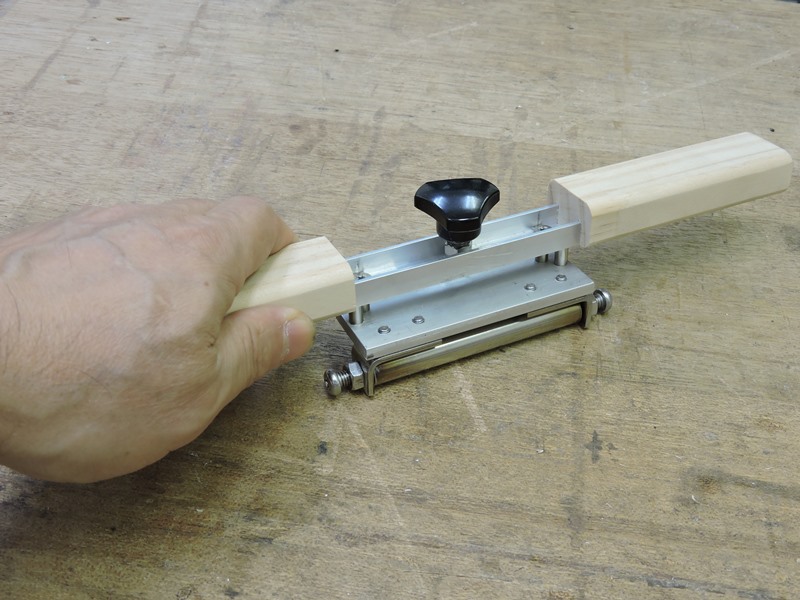 鋳物製に比べて本体の強度・剛性は劣ると思われますが、実用的に十分でしょう。 アルミニウムやステンレスを素材にしたので錆の心配がなく、デザインも目新しい印象です。 |
|
 刃物固定用のノブ付きネジは、2mm厚のアルミチャンネルにねじ込まれているに過ぎません。 ネジ穴の強度が少々心配ですが、M6ナットを添えることで補強することを考えています。 |
|