![]() 守谷工房のMachineへ
守谷工房Topへ
守谷工房のMachineへ
守谷工房Topへ
|
|
| ・DLP LCDプリンタK-200到着・組み立て(2017.11.28) |
 まるでレポートを怠っておりますが、時間があると3Dプリンタによるものづくりを進めています。 最近では、学校関係から教材として利用するターボジェットエンジンの出力を依頼され、ほとんど BFB 3DTouchにて製作しています。しかし、コンプレッサーやタービンの小さなブレードでは、 どうしても積層痕が目立ち、FDM方式の限界を感じます。このところ光造形方式の3Dプリンタが 低価格化しており、造影LCDのサイズと本体価格を勘案し、ついに導入に踏み切ることにしました。 |
|
 Aliexpressの11.11プロモーションにて購入。 ちょうど送料分くらいがディスカウントされました。 |
 以前よりも配送日数がかなり短縮されたように 思います。購入手続きから半月で届きました。 |
 本体重量13.5kg、梱包重量は 19kgにもなります。とにかく重い。 |
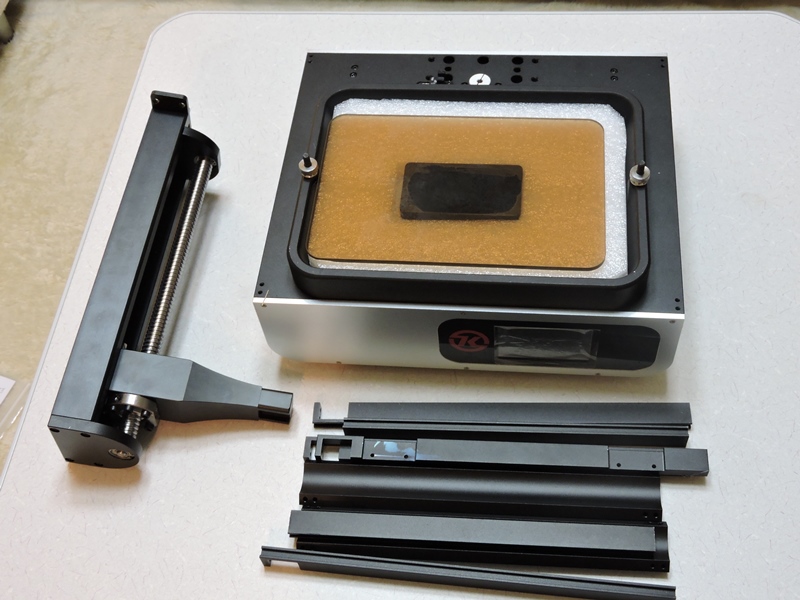
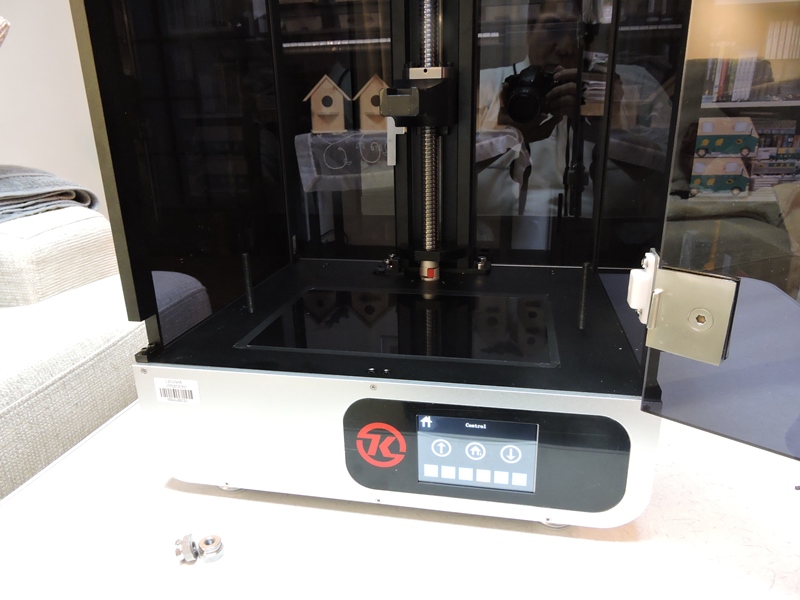
 本体を取り出します。光硬化レジン貯留プール、タッチパネル、 内部に制御回路とZ軸駆動モータが組み込まれています。 |
 造形ベースとなるガラス板、ダイキャスト製で ずっしり重く堅牢なZ軸モジュールです。 |
 最後に数枚のパネルが入っています。 5mm厚のアクリル板のようです。 |
 造形エリアはこのアクリル板により 周囲が完全に覆われるようです。 |
 保証書が入っています。Warranty Card の表記もあるのでそういうことでしょう。 |
 Z軸モジュールと上部覆い部分を組み立て式に することで、梱包容積を半分以下にしています。 |
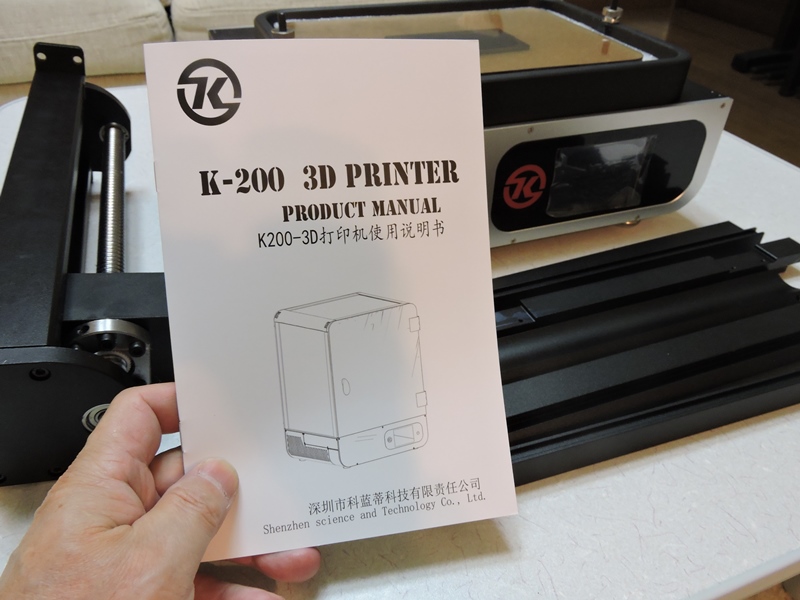 保証書と一緒に製品説明書が入っています。SDカードの データではなく、印刷物が同梱されてくることは稀です。 |
 製品説明書の内容は、ほとんどが組み立て手順の説明です。漢字の意味から 大体分かるだろう、図版を見るだけでおおよそは理解できるだろう、と思って いましたが、実際に組み立て始めると、細かな手順に何か大事なコツのような ものが含まれていないか、心配になってきます。購入先に連絡すると、PDFで 英語版を送ってくれました。写真をクリックするとPDFファイルが開きます。 |
|
 本体にZ軸モジュールを取り付けます。ネジを締めようと すると、手前のレジン貯留プールが邪魔になります。 |
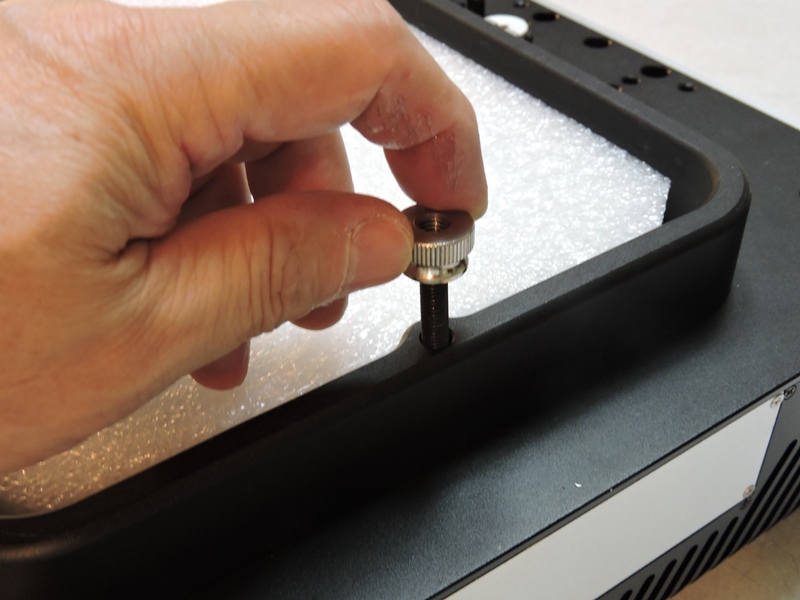 貯留プールは、左右の止めネジを緩めて 簡単に脱着することが出来ます。 |
 レジンの排出や貯留プール内の清掃など 脱着する機会が少なくありません。 |
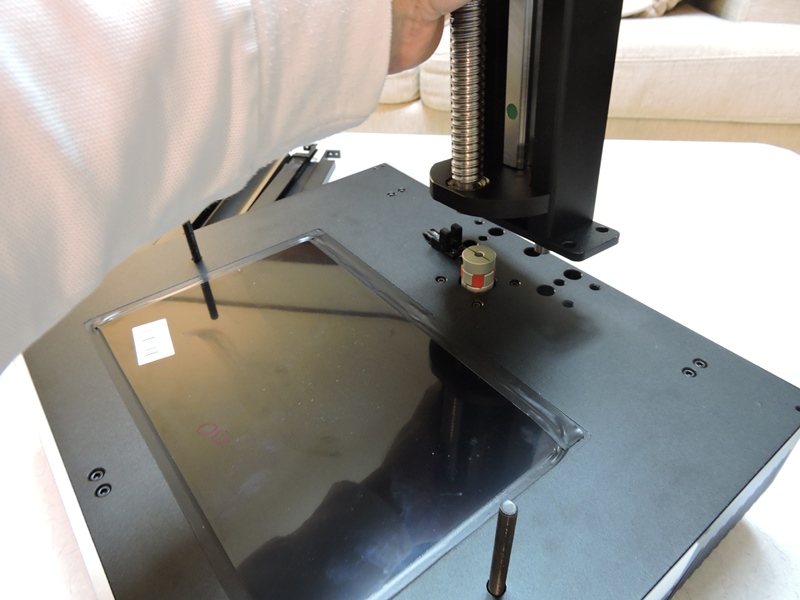 あらためてZ軸モジュールを取り付けます。直下にZ軸を 駆動するステッピングモータのカプラーが見えます。 |
 Z軸上下用リードスクリューの 下端をカプラーに挿入します。 |
 Z軸モジュールが載る本体プレートも、 厚みのある金属板で剛性に優れます。 |
 M6のヘキサネジ4本で完全に固定します。造形精度を飛躍的に高めるため、精密加工 機械と同じレベルの部品と構造が与えられています。Z軸を上下するリードスクリューは 径16mmのボールネジ仕様です。また、アームが上下にスライドするガイドレールには、 リニアスライドが用いられています。これでレイヤー厚0.025~0.1mmを実現します。 |
|
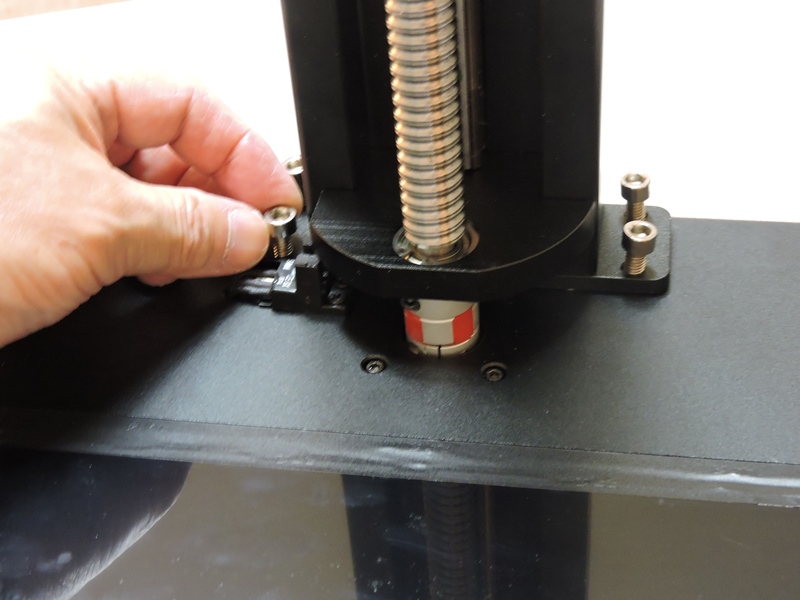
 Z軸駆動カプラーの固定ネジを締め込みます。軸の 中心がずれにくい周長を増減させるタイプです。 |
 Z軸アームの真下は、造形パターンを投射する10.1インチ LCDパネルです。215×135×200mmをプリントします。 |
 続いて上部ハウジングのフレームを組み立てます。 フレームは切削加工されたチャンネル材です。 |
 四隅に支柱を取り付けます。ここでは ネジをまだ仮固定にしておきます。 |
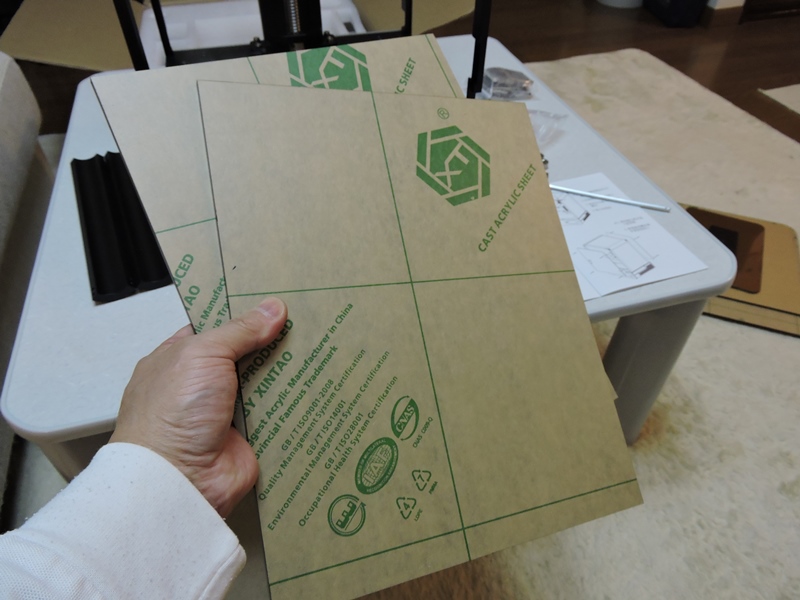 5mm厚のアクリル板を用意します。 支柱の間に入り周囲を覆います。 |
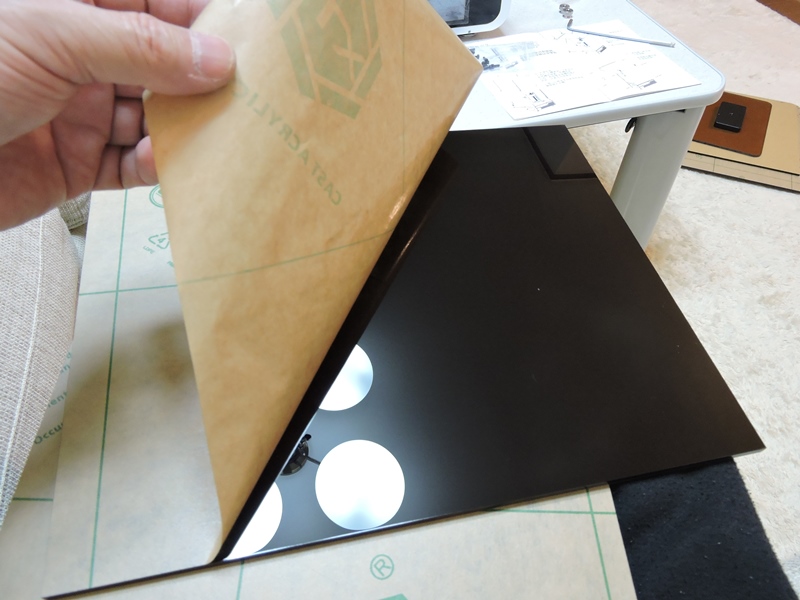 保護紙を剥すと濃いブラウン色のアクリル材です。 レジン硬化を促進する紫外線を遮断するためです。 |
 支柱のチャンネル材には一面のみ溝加工 されています。アクリル材を滑り込ませます。 |
 完成後に気付きますが、アクリル材の高さが 僅かに短く、隙間から外部光が入ります。 |
 製品ページでは90%の外部紫外線を遮断と 謳っていますが、やはり〇〇クオリティなのか・・ |
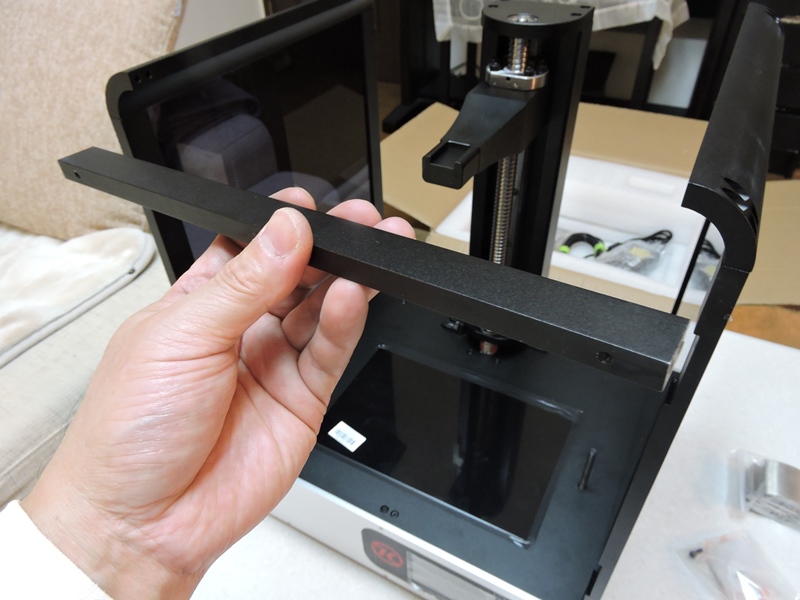
 左右側板上部のフレームは、4分円形の 断面を持つチャンネル材が使われています。 |
 天井開口部にもチャンネル材の溝に 沿って着色アクリル板を差し込みます。 |
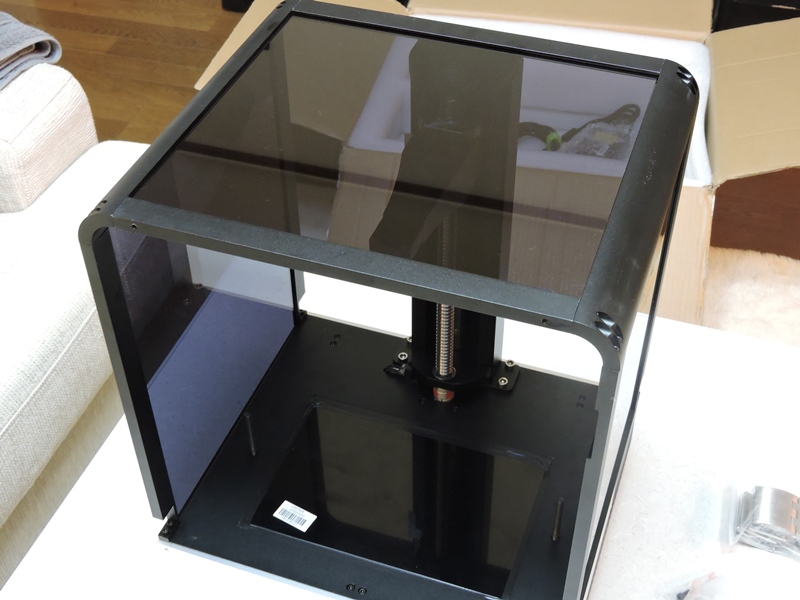 フレームに使用されているチャンネル材の 剛性が高いので、全体的に構造も堅牢です。 |
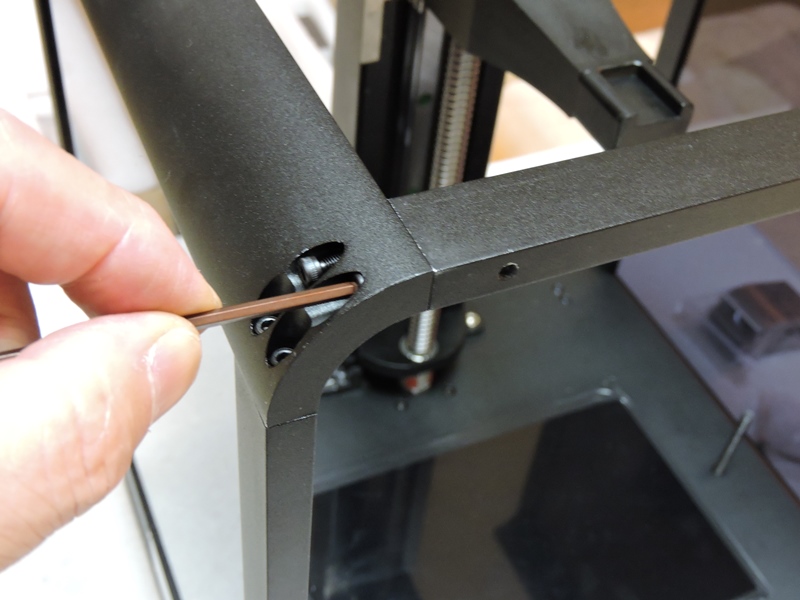
 フレームの連結やアクリル板の収まりを 確かめながら、支柱の固定ネジを締め込みます。 |
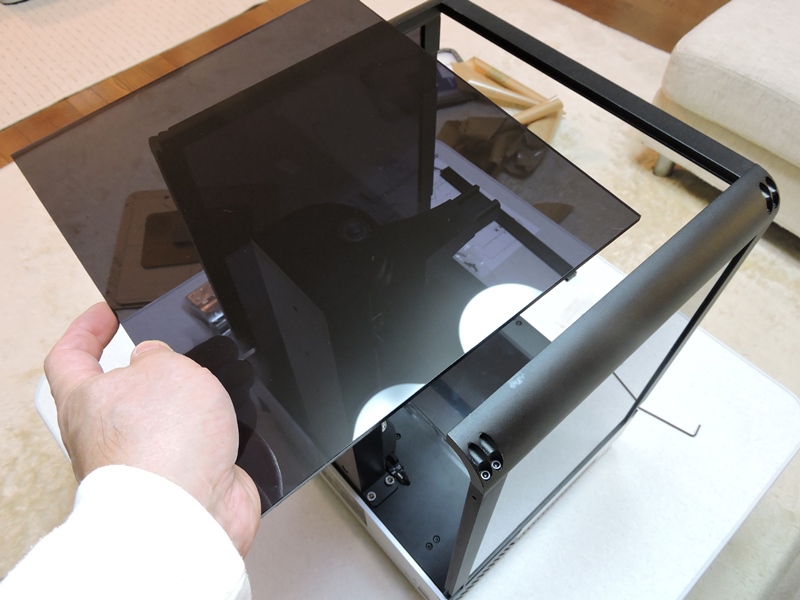
 背面を覆うアクリル板を取り付け、ネジで 固定します。さらに強度が向上します。 |
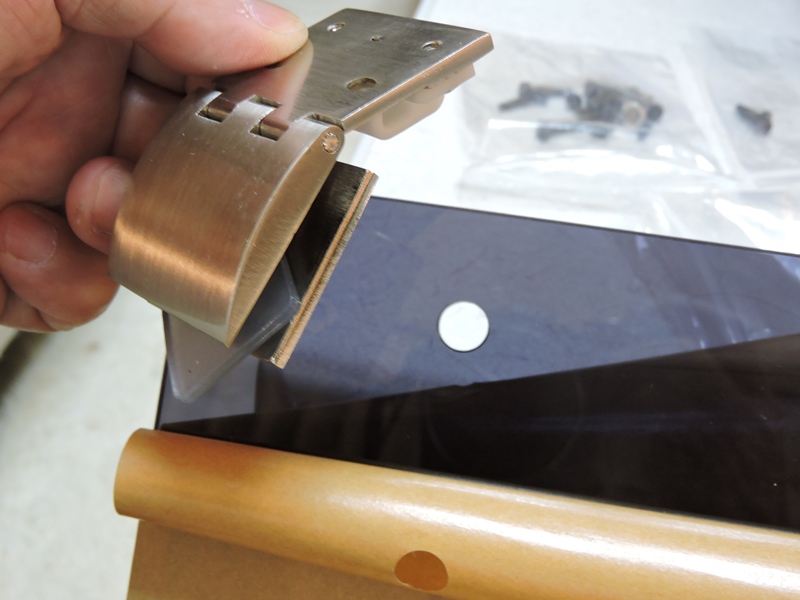 前面に取り付けるドアを開閉させる ヒンジ金具(ガラス扉用)です。 |
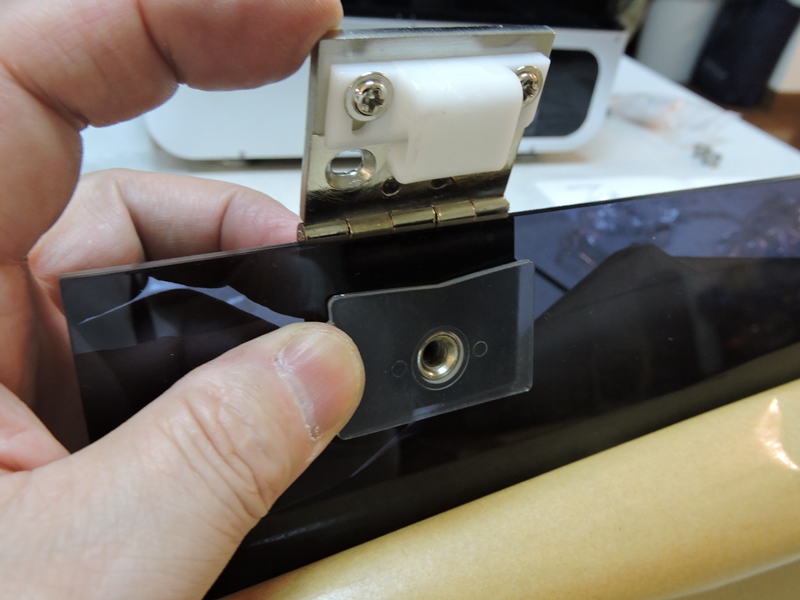 ガラス板に加わるストレスを軽減するため ビニル樹脂製の緩衝材を挟み込みます。 |
 ガラスに比べると柔らかいアクリル板 なので、レンチで適当に締め込みます。 |
 このガラス用ヒンジ金具、ホームセンターで 結構な値段です。不釣り合いな印象が・・ |
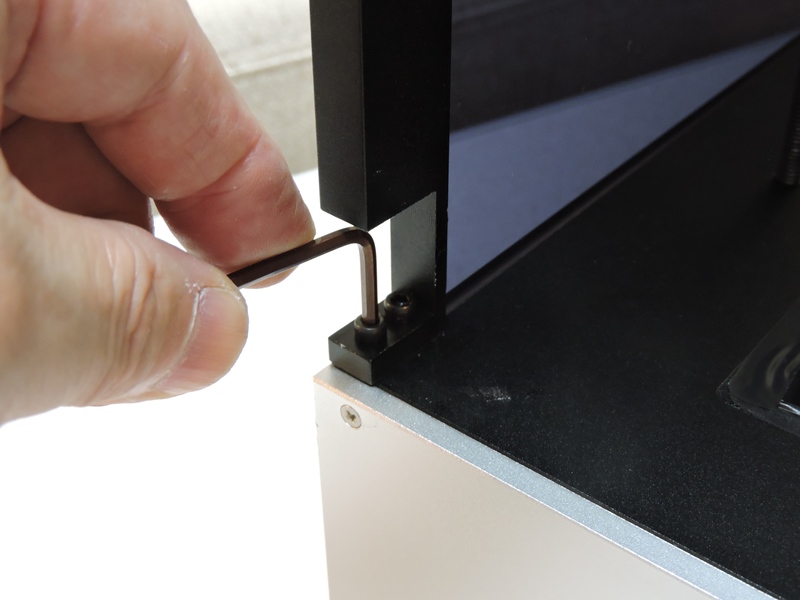
 ヒンジ金具の固定側を支柱にネジ止めします。 ネジ長がネジ穴に合わず、完全に固定出来ません。 |
 そのせいでヒンジのロックが効きません。どうしても 〇〇クオリティが顔を出します。後でネジを交換します。 |
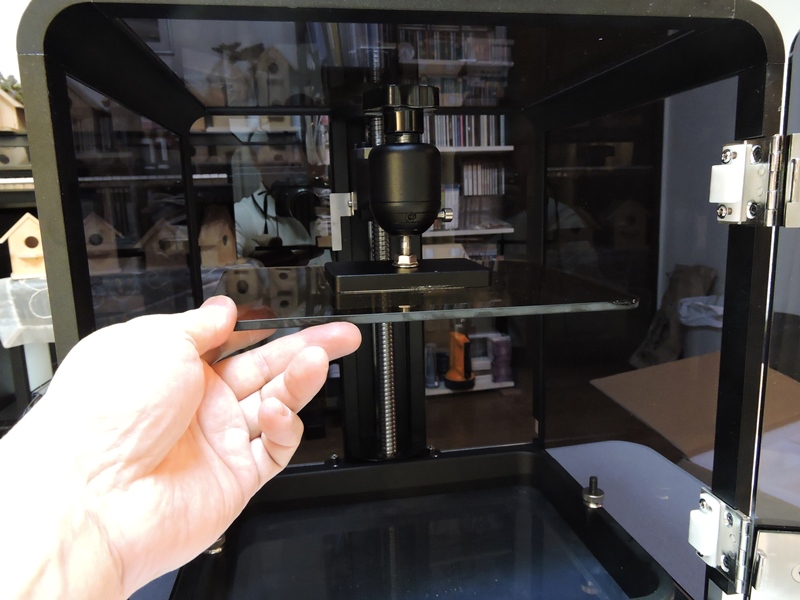
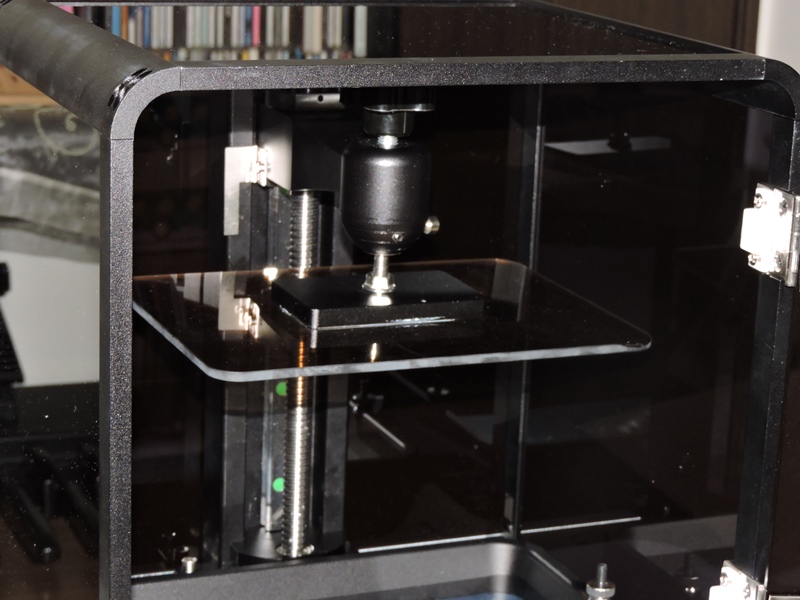
 造形ベースとなるガラス板(説明書ではプレートフォーム)、Z軸アームに固定させる ハンドル部とボールジョイントで連結されます。ボールジョイントの固定を一時解除し、 ガラス板をレジン水面に対して平行平面になるようキャリブレーションを行います。 |
|
 プレートフォームをZ軸アームに固定し、タッチ パネルの操作により上昇・下降させてみます。 |
 造形に関わる重要な部分にも〇〇クオリティです。下降の 途中、下から1/4の辺りで唸り音を上げて停止します。 |
 Z軸モジュールをいったん外します。この状態でカプラーは 問題なく回転するので、原因はリードスクリューです。 |
 リードスクリュー支持プレートの固定ネジの締め込み方が 不均一で、カプラーとセンター不一致があるかも知れません。 |
 本体に対するZ軸モジュール取り付け位置の精度不足、ボールネジ機構の不良等で あった場合、製品交換以外に修復の方法はありません。隣国に対する信頼回復がさらに 遠退きます。が、運よく固定ネジの締め直しにより最下端まで下降するようになりました。 |
|
 タッチパネルを操作します。起動時は 中国語による表示モードです。 |
 右下の設定ボタンにより、表示モードを 中国語と英語に切り替えることが出来ます。 |
 英語表記になりひと安心です。残念ながら 電源を入れ直すと元に戻ってしまいます。 |
 外部PCから操作するには、ネットワークで接続する 必要があります。DHCP下のLANに接続することで、 |
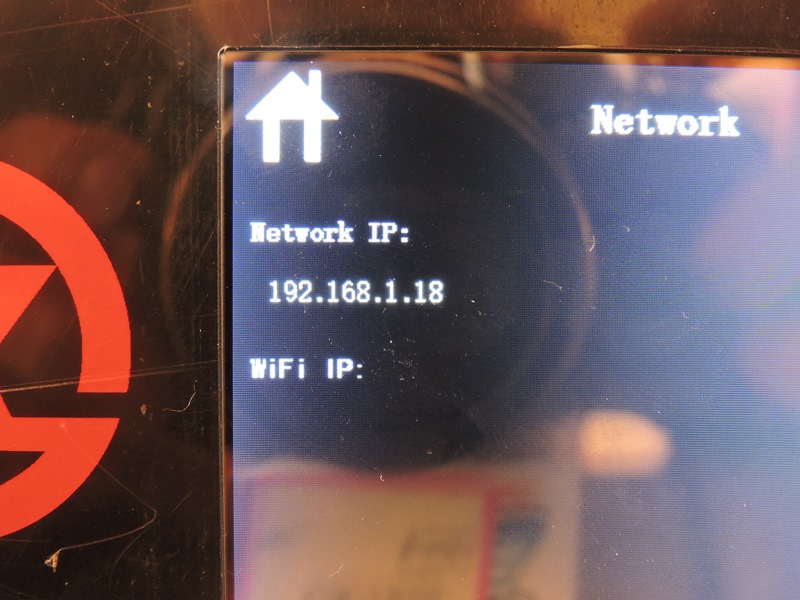 IPアドレスを取得しネットワークのメニューに 表示されます。WiFi接続はかなり厄介です。 |
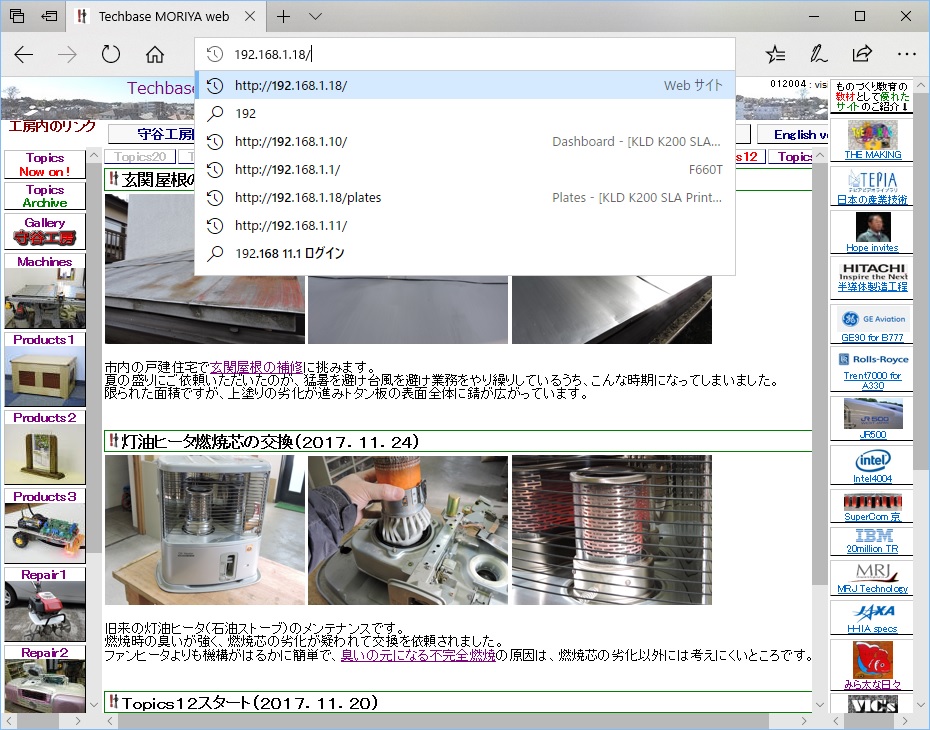 同じセグメントにあるPCで、WEBブラウザにIPアドレスを 入れると、本体内にセットされたnanoDLPが読み出されます。 |
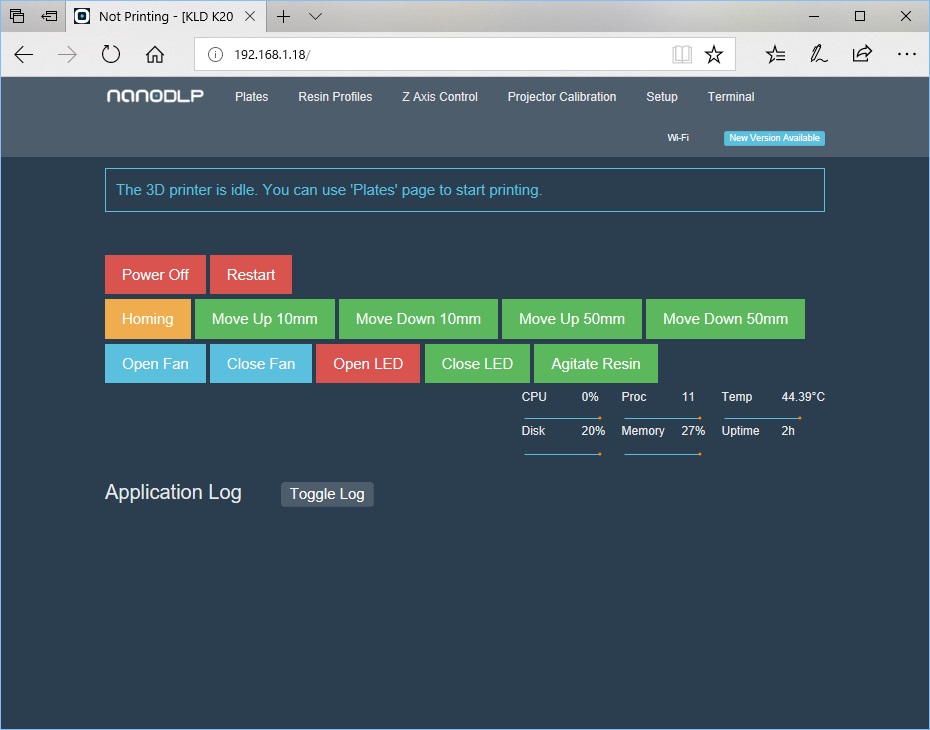 スマートフォンや小型タブレットを想定したインタフェースの ため、デスクトップアプリの体裁からかけ離れた印象です。 |
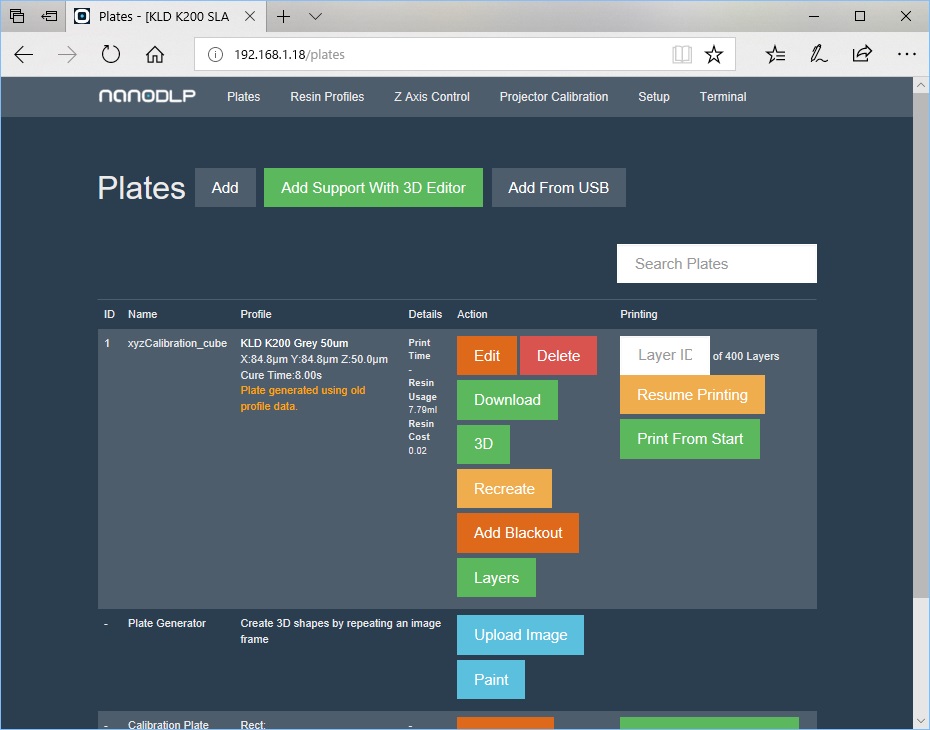 プレートと呼ばれるリスト画面に、出力 設定を含む造形データを登録していきます。 |
 ターボファンジェットエンジンモデルから メインファンのデータ(stl)を読み込んでみます。 |
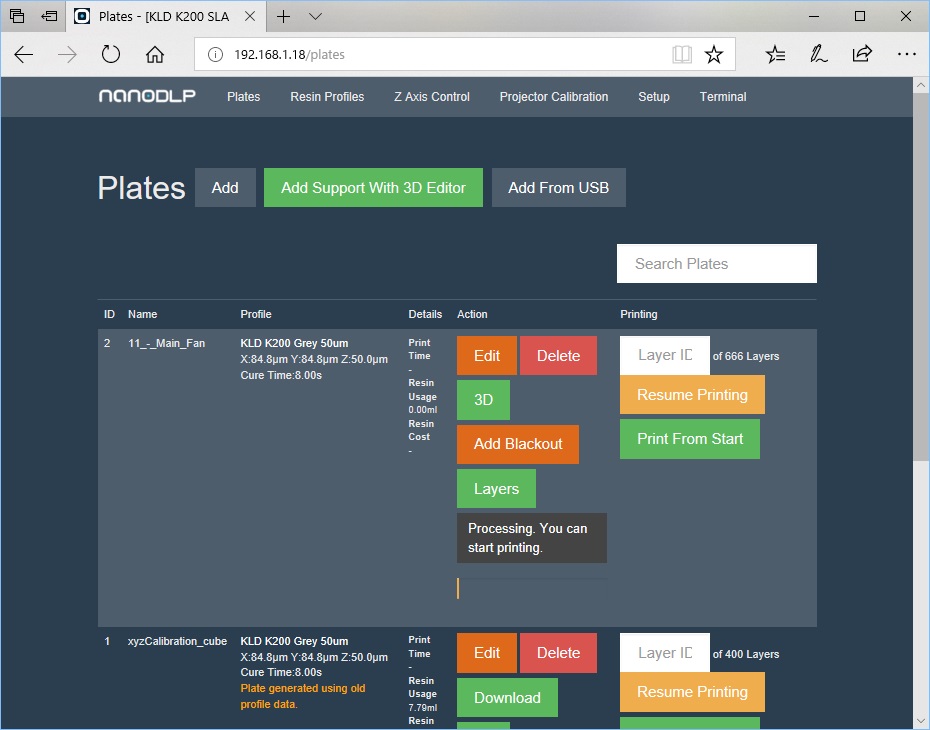 KLD K200に50μmの積層ピッチで メインファンのデータが登録されました。 |
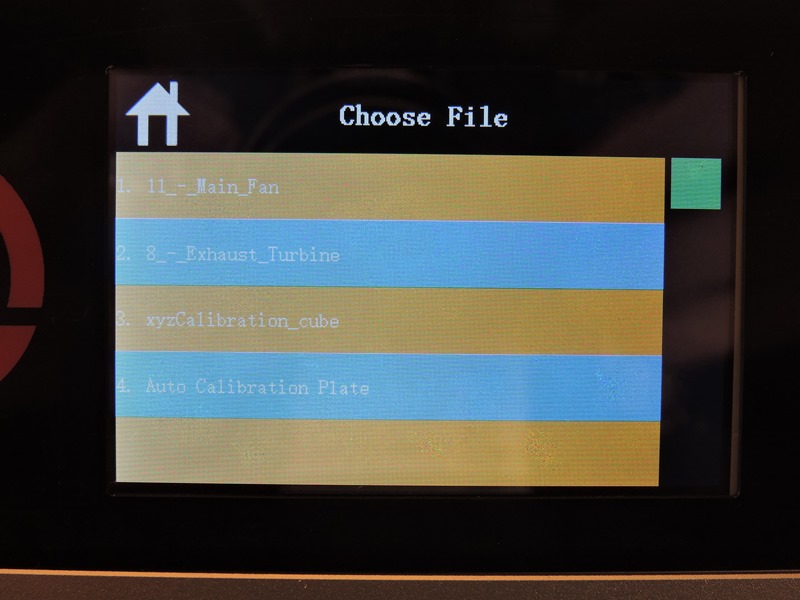 本体のタッチパネルでデータを確認すると メインファンのstlファイルが登録されています。 |
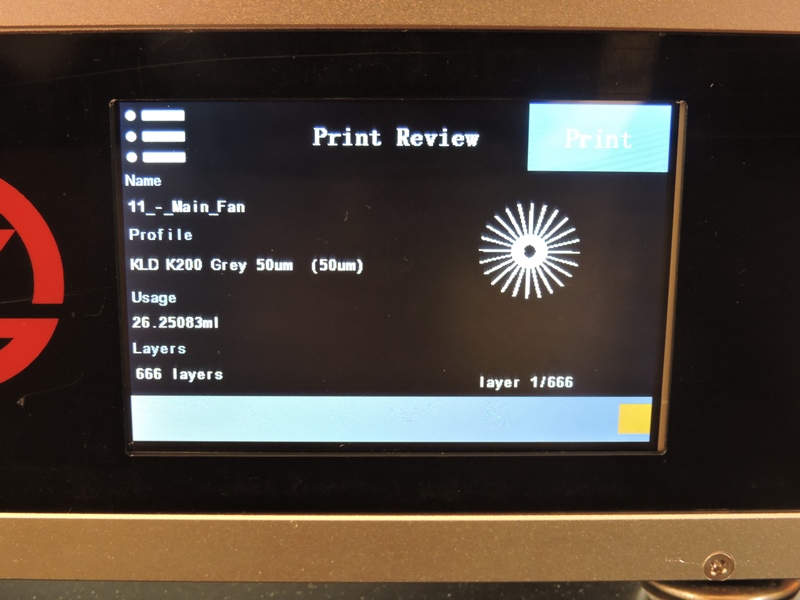 タッチパネル上で、積層レイヤーごとの造形 データをグラフィカルに確認することが出来ます。 |
 造形開始、一時停止、造形再開、造形中止の各操作は、ネットワーク接続 されたPCのWEB画面、本体のタッチパネルのどちらからでも可能です。 |
|
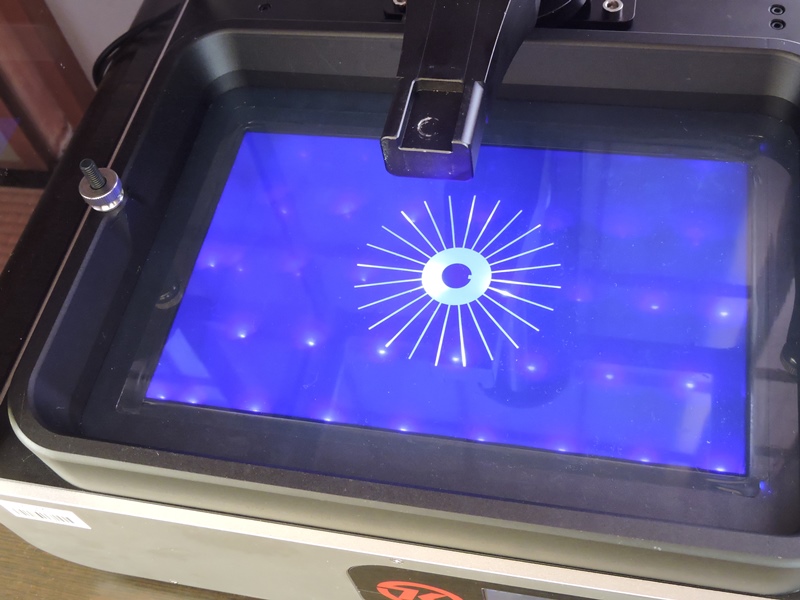 光造形レジンはまだ注入せずに、LCDプリンタの動作のみを確認してみます。 1ピクセルが84μm、XY方向に299ppi(ピクセル/インチ)、10.1インチに 2560×1600ドットの分解能を持つLCDが、1層目のデータを表示しています。 |
|
 初期設定では1層あたり40秒間の紫外線照射(キュアリング)、その後Z軸アームが 上下してレジンを攪拌し、プレートフォームを1レイヤー分引き上げたところで次の データを照射します。ネットを検索していると、光造形ならではの特殊な操作や調整、 造形上の不具合や失敗も色々とあるようです。今後十分に準備した上で、新たな 問題をクリアしながら、3Dプリントのクオリティを一挙に向上させたいものです。 |
|
|