|
1×4(ワンバイフォー)チェアへ 守谷工房Topへ |
| 1×4(ワンバイフォー)チェア製作 |
 |
|
| 材料取り | |
 どこのホ-ムセンターでも手に入る6フィートの1×4材 (2脚分)です。節の少ないAグレード材を使用します。 |
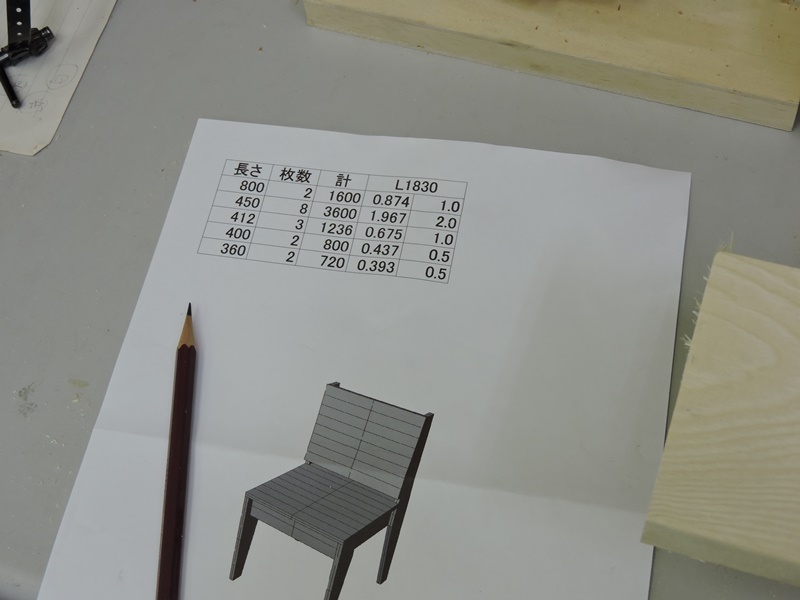 CADから割り出した各部品の長さと数量です。 断面の寸法は全て1×4のまま使用します。 |
 1×4の公称サイズは19mm×89mm、 実際には19mm×90mmあります。 |
 材料端から5~10mmのところを スライドソーで切り落とします。 |
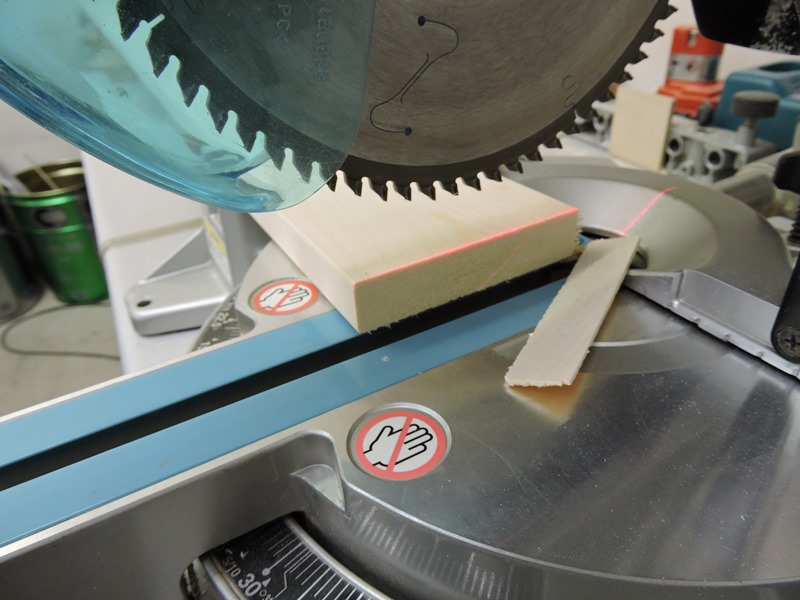 正確(直角)で綺麗な小口を出し 部品取りの基準端にします。 |
 基準端から各部品の長さを取ります。6フィート からなるべく無駄が出ないように配分します。 |
| 部品加工 | |
 1脚分全17個の部品です。ラフな素材感を残す ため、カンナがけは略しそのまま使用します。 |
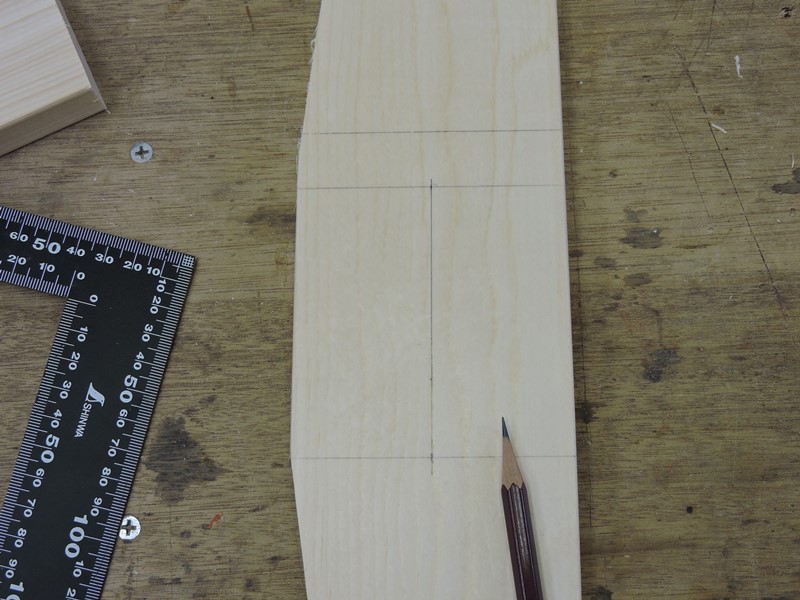
 前脚と後脚(背もたれ)の部品に 斜め方向の切断線をかき入れます。 |
 側座枠(座を支える前後方向の枠材)と 座板を取り付ける位置をかき入れます。 |
|
 スライドソーでは最大切断長が足りずテーブルソーを 使用します。長方形の4mm合板を1枚用意し、 |
 合板の1辺を、脚部品にかき入れた 斜め方向の切断線に合わせます。 |
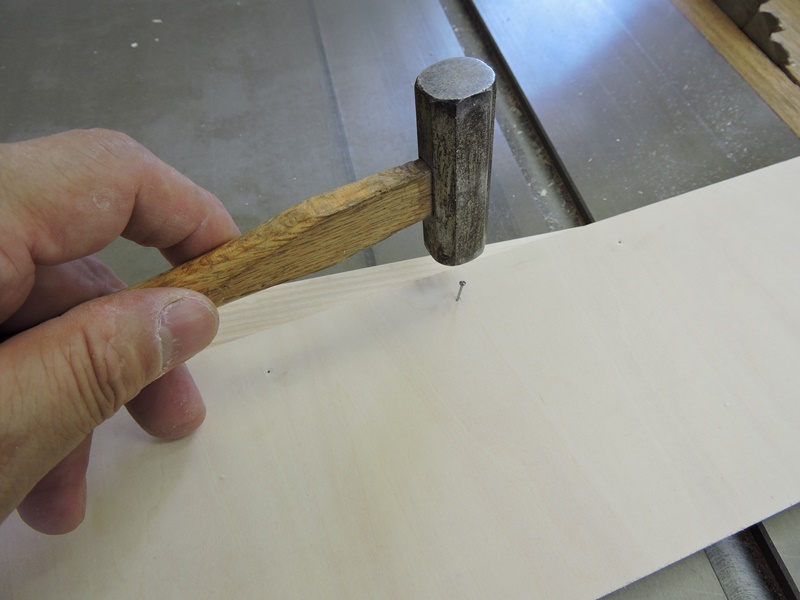 10mmくらいの小釘を2・3本打って 動かないよう両者を固定します。 |
 テーブルソーで部品を斜め方向に 切断するための簡易的な治具です。 |
 治具代わりの合板の幅にテーブル ソーのフェンス幅を合わせます。 |
 合板と共に脚部品を押し出し 切断線通りに切断します。 |
 小釘は簡単に抜くことができるので、合板を 次の部品に取り付け、続けて作業を進めます。 |
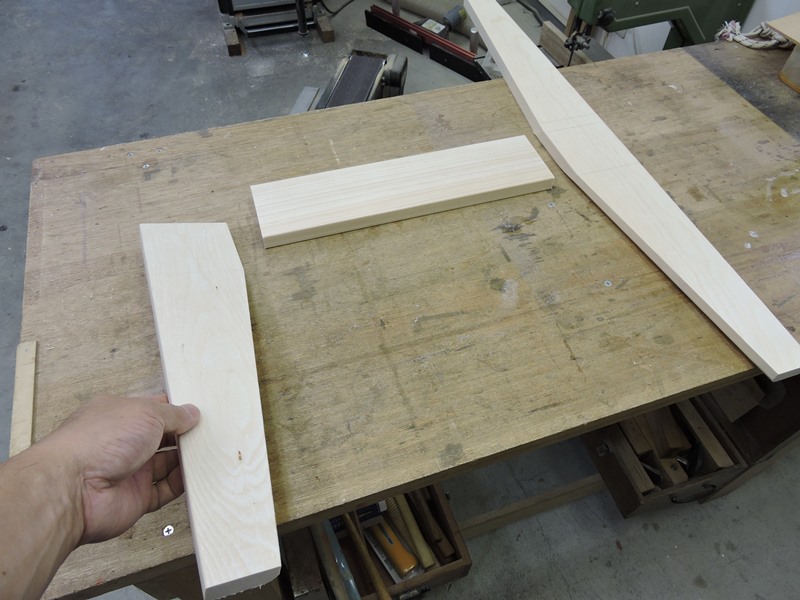
 2脚分の前脚部品を切り出しました。 やはり手工具で加工するより正確です。 |
 後脚(800mm長)も切り出します。座面位置を中心に上下に斜め 方向のカットを入れます。治具(合板)のセットに少し工夫が要ります。 |
|
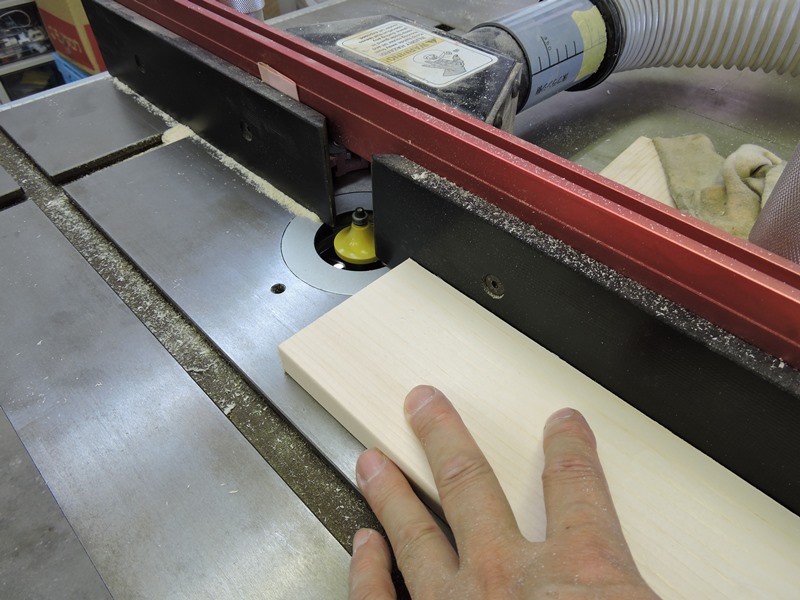
 デザインに椅子らしさを加えるため、 脚の外側縁にルータでR加工を施します。 |
 ビットの切れ味が良くかつSPF材が柔らかい ので、非常に綺麗な切削面が得られます。 |
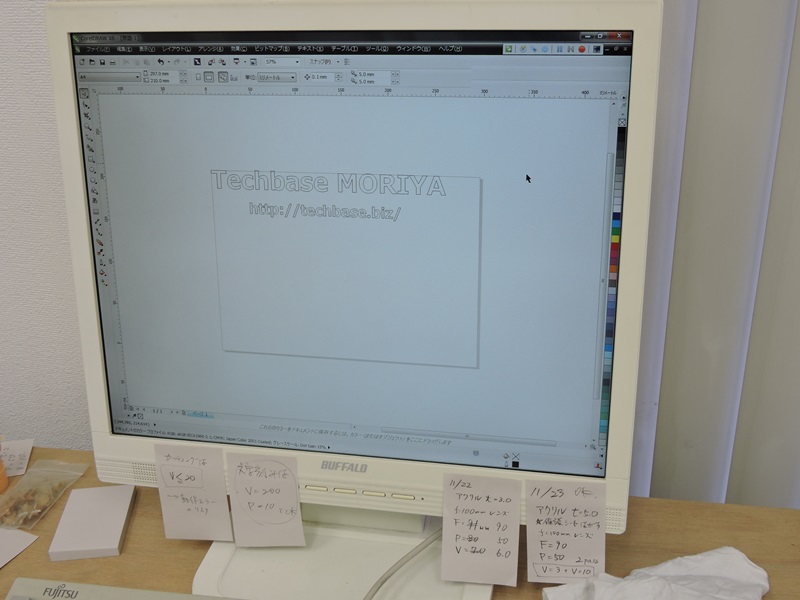 背板の1枚にロゴを刻印します。 ご希望により変更可能です |
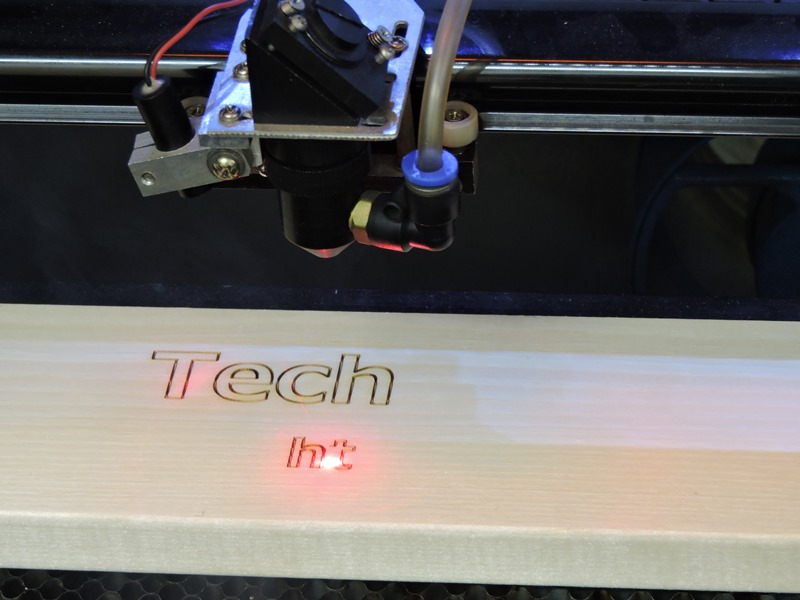 レザーカッターで文字を描き込んでいきます。 50Wレザーで出力10%、速度20mm/sほどです。 |
 印刷やレタリングシートとは異なる 素朴で上品なクオリティです。 |
|
 刻印した背板にも上手前側の 縁にルータでR加工を施します。 |
 「Techbase MORIYA」のロゴと 工房WEBアドレス入りの背板です。 |
| 組み立て | |
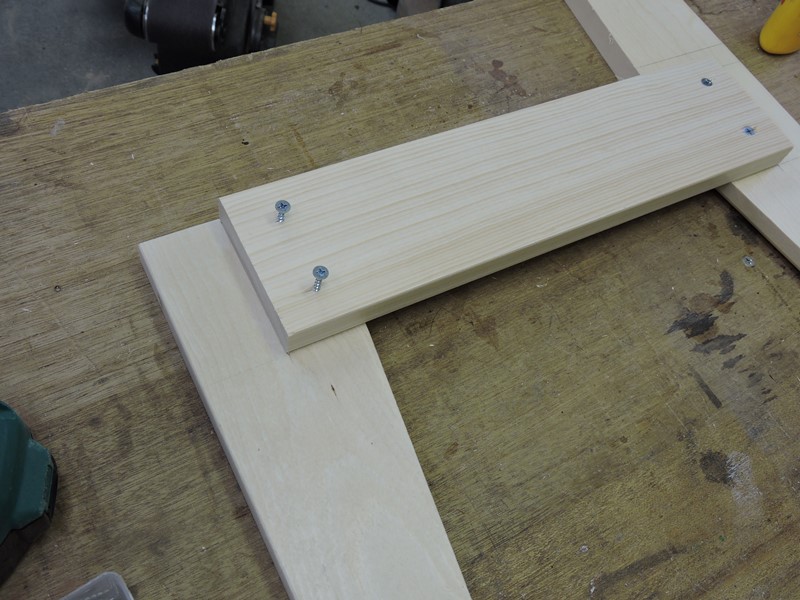
 組み立ては前後脚と側座枠の接合から 始めます。左右を各々別個に組み立てます。 |
 後脚の中央部に側座枠を取り付ける位置をかき入れ ます。板幅90mmの1/2、45mm分を重ねます。 |
 前脚にも同様に取り付け 位置をかき入れます。 |
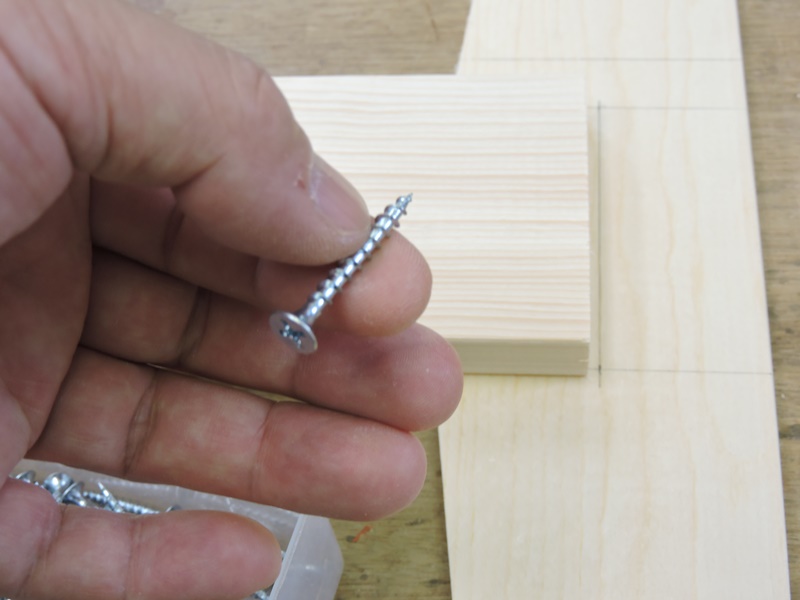 接合には30mmのコーススレッドを打ちます。 防錆のためステンレス製を使用します。 |
 小口から板厚(19mm)以上離れているので 下穴なしで打ち込んで問題ありません。 |
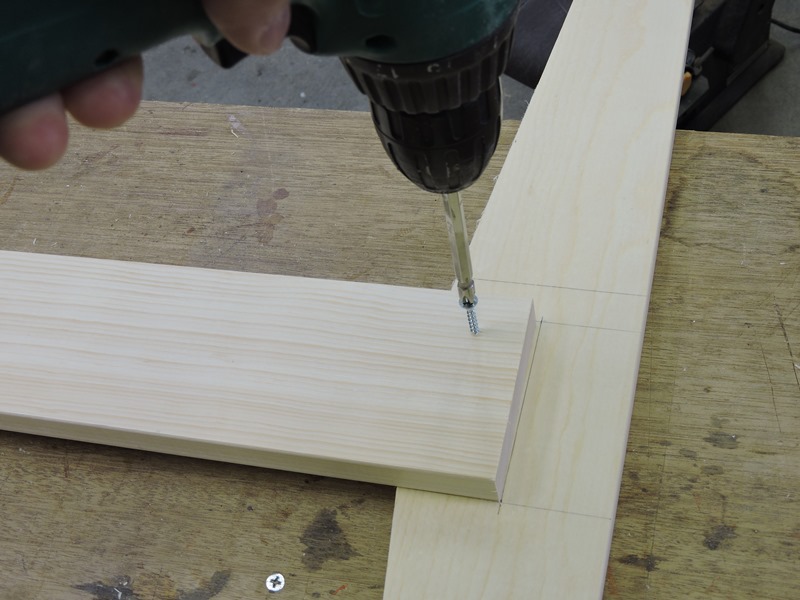
 コススレッドの先端が反対側に 僅かに出るところまで打ち込みます。 |
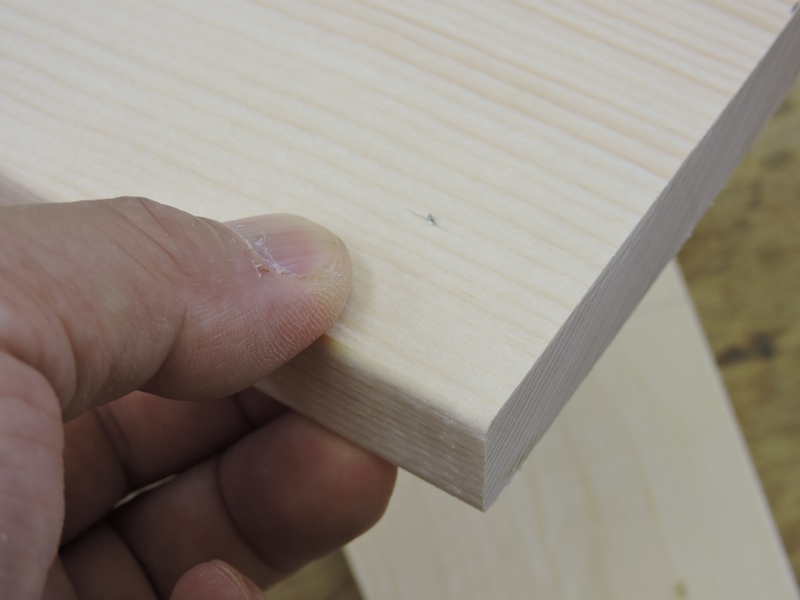
 木端から板厚(19mm)ほど 離して2本打ち込んでおきます。 |
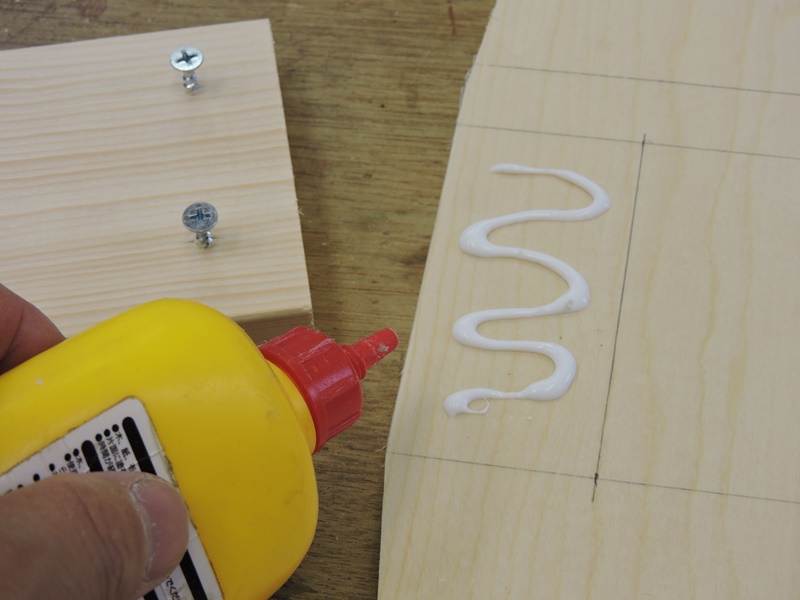 コーススレッドを途中まで打ち込んで おいてから接着剤を適量塗ります。 |
 コーススレッドの先端が突き出ているので 軽く押さえ付けると位置が決まりずれません。 |
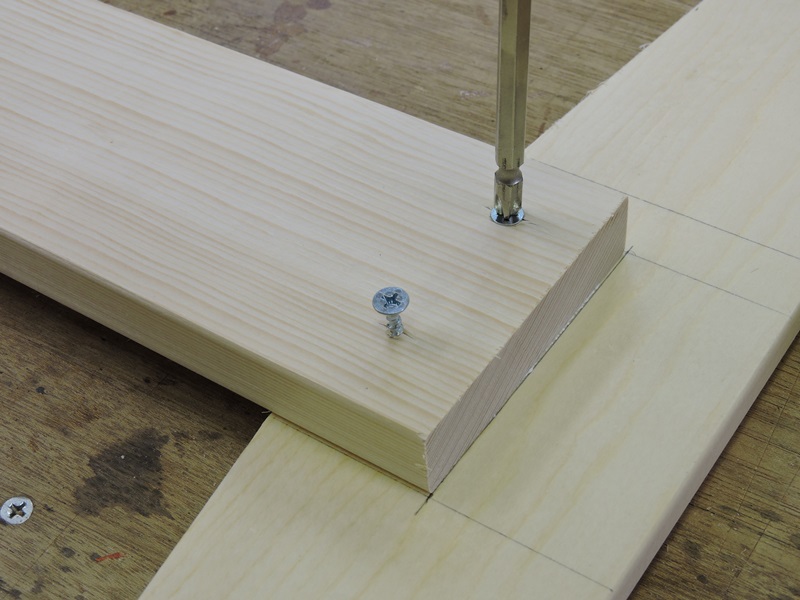 コーススレッドのどちらか一方を 最後まで打ち込みます。 |
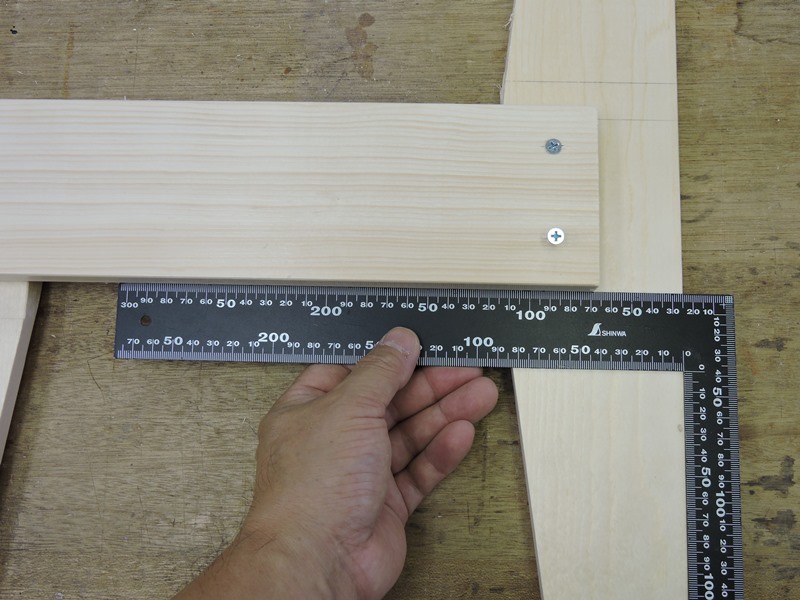 曲尺を当て両側で直角を確認します。が、材の 微妙な狂いが影響して完全には合いません。 |
 荷重が集中する部分なので、 接着剤の併用は必須です。 |
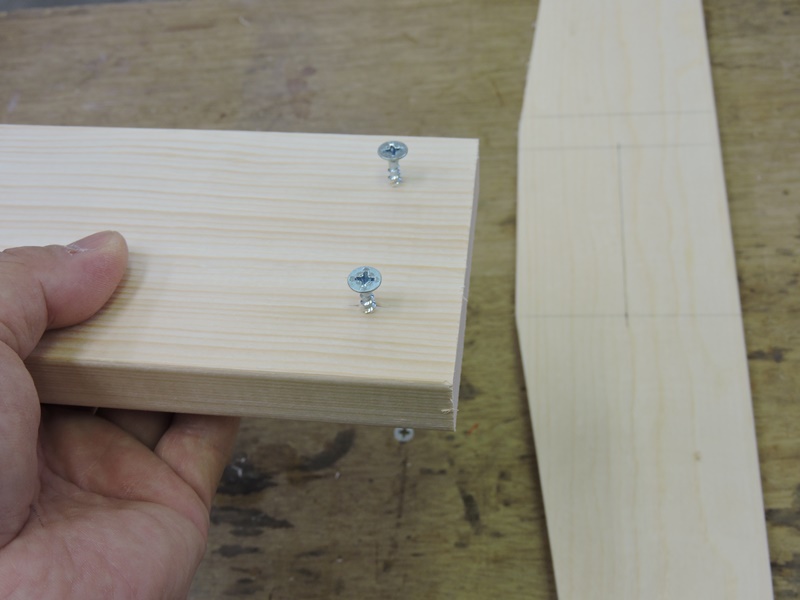
 同様の手順で前脚と側座枠を接合します。先に コーススレッドを途中まで打ち込んでおきます。 |
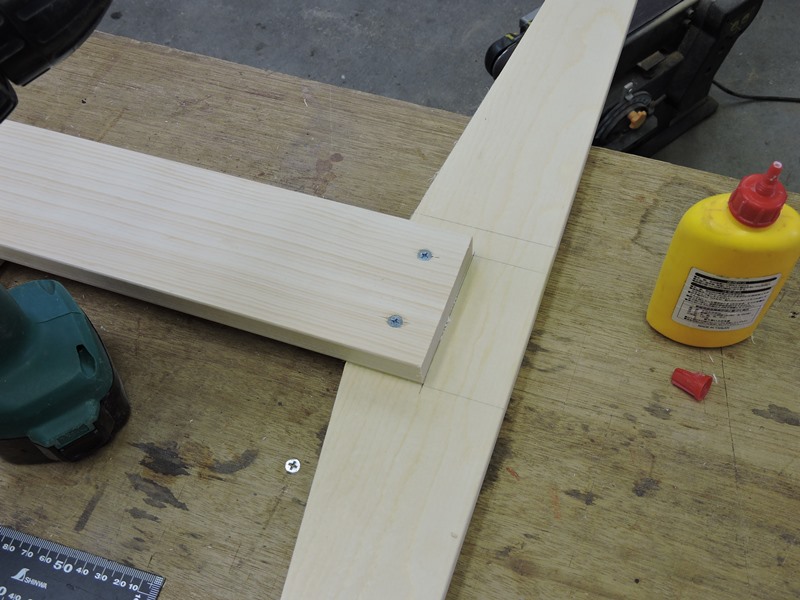
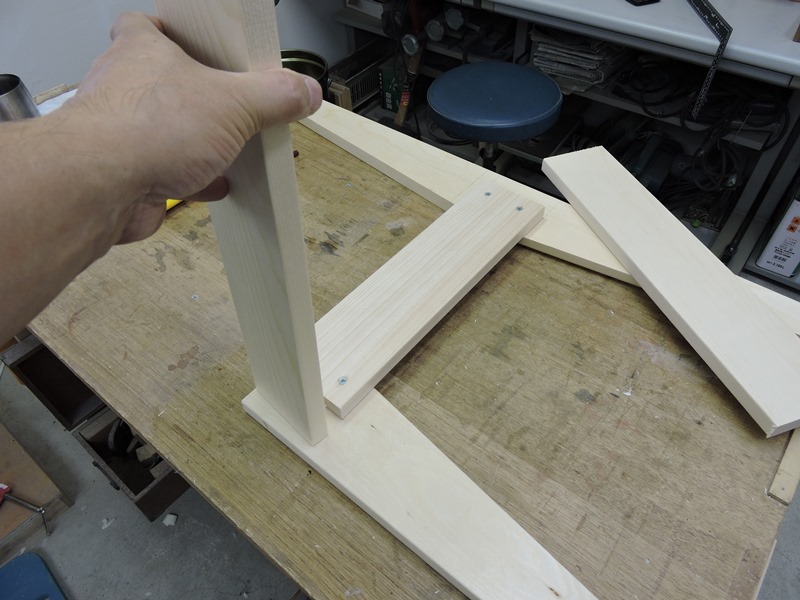
 コーススレッドを一方のみ打ち込み 前後脚の間隔を確認します。 |
 位置を変えて間隔を確認し、 同じ寸法になるよう調整します。 |
 他方のコーススレッドを打ち込み片側を完成 させます。同様に反対側も組み立てます。 |
 次に前後の座枠を取り付けます。接合面は板厚(19mm)×板幅(90mm)しか ありませんが、方向の異なる2面で接合させるので実用強度を確保できそうです。 |
|
 前後座枠の両端に木口から板厚分 (19mm)の接合位置をかき入れます。 |
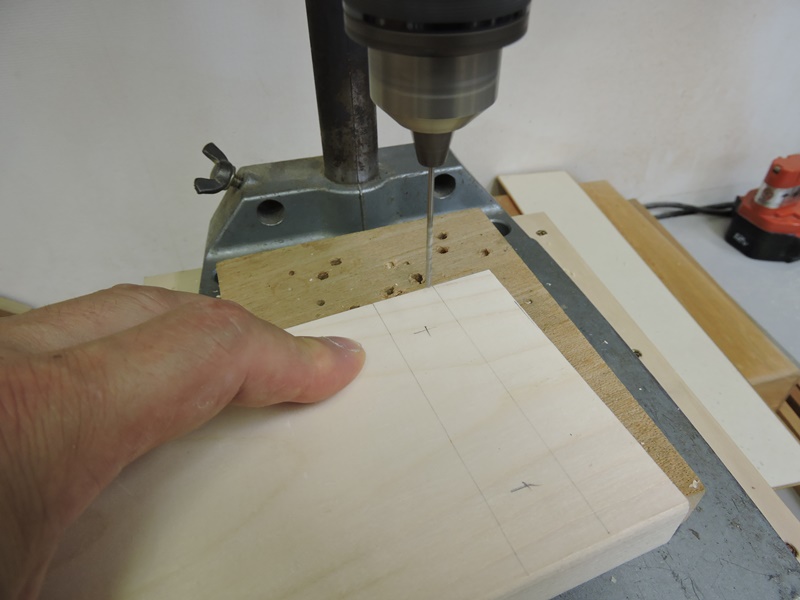
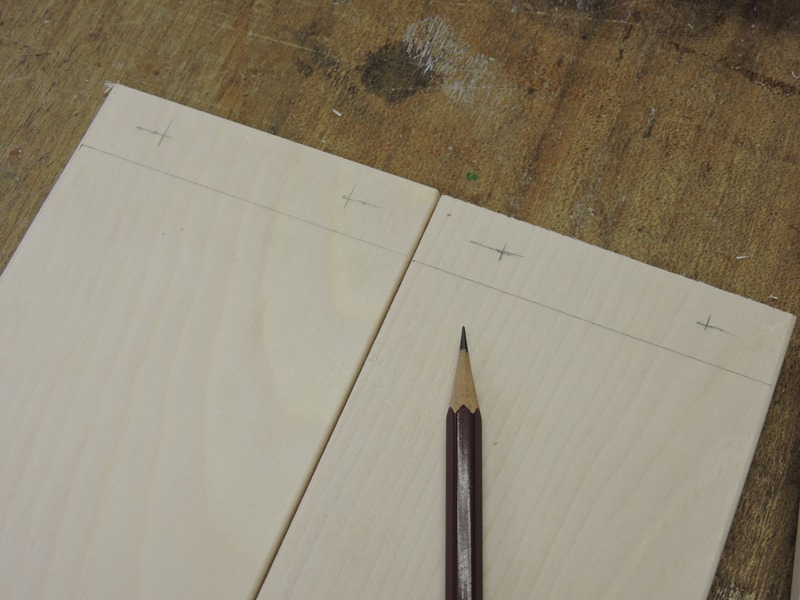 板厚の中心(9.5mm)、両木端から 板厚(19mm)に下穴の位置を印します。 |
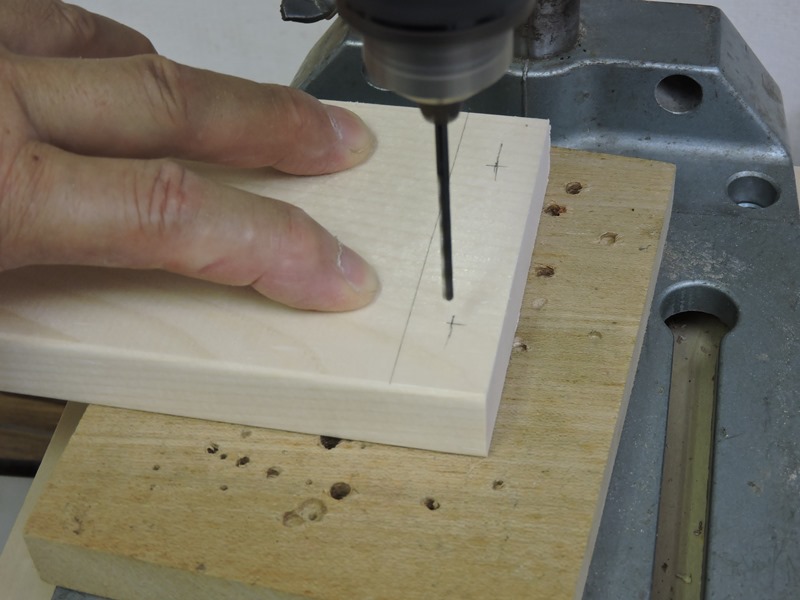 小口から9.5mmの位置では下穴なしで コーススレッドを打ち込むのは無理です。 |
 径2.0~2.5mmのドリルで下穴を開け、 材に加わるストレスを低減させます。 |
 コーススレッドは反対側に僅かに先端が 突き出るまで予め打ち込んでおきます。 |
 接着剤を入れます。2面いずれの 接合面にもやや多めに入れます。 |
 部品同士が密着した状態を保ちながらコーススレッドを 打ち込みます。クランプをかけると作業しやすいです。 |
 もう1本の座枠を取り付けます。強度が不足する 場合は、コーナー部内側を三角材で補強します。 |
 反対側の脚を取り付けます。前もってコーススレッドを 打ち込んでおくことは、正確に作業する上で有利です。 |
 必ず2つの接合面いずれにも接着剤を入れます。さらに 座板が接合されることで十分な強度が得られます。 |
 全ネジのコーススレッドを使用しているため、部品の 浮き上がりを防止するにはクランプの使用が有利です。 |
 部品同士の密着を確認しながらコース スレッドを最後まで打ち込みます。 |
 前後の脚、前後座枠、左右の側座枠が組み上がりました。既にかなりの 強度が出ています。今回は三角材によるコーナー部の補強は見合わせます。 |
|
 座板と背板の取り付けにかかります。32mm 程度の真鍮釘に下穴はおそらく不要でしょう。 |
 しかし、真鍮釘は鉄釘より遥かに柔らかいため 打ち込んでいる最中に座屈する可能性があります。 |
 SPF材ではなく真鍮釘へのストレスを低減 させるために1.5mm径の下穴を開けます。 |
 コーススレッドと同様に先に真鍮釘を 途中まで打ち込んでおきます。 |
 材の反対側に真鍮釘の先端が僅かに 突き出るところまで打ち込みます。 |
 その後で接着剤を塗り、最後まで打ち込みます。 相手材に先端が刺さり位置がずれ難くなります。 |
 5枚の座板を打ち付けました。奥の1枚のみ 長さが板厚2枚分(38mm)だけ短くなります。 |
 続いて4枚の背板を打ち付けます。玄能の角を 打って材に凹み傷を付けないよう留意します。 |
 前脚の前方外側縁をルータでR加工します。座板 との連続性を保つため、この時点で作業します。 |
 綺麗に連続したR加工が出来ました。全体の視覚的 デザインを向上させ、板材のもつ頼りなさを低減します。 |
 1×4チェアの完成です。安価な材料から 簡便な方法で実用的な椅子を製作しました。 |
 実際に腰掛けてみると、座板の懐(前後)長が 少し狭いようで、落ち着かない感じがします。 |
 時期改善策として、背板を上側2枚のみとし臀部が直接背板に当たらないようにすれば懐長を 稼ぐことができます。さらに、2枚の背板を後脚の内側に挟み入れて取り付ければ、20mm ほど深くすることができます。気軽な普段使いを想定すれば、サンダーによる表面研磨のみで 仕上げ、塗装は略して良いと思います。使用する方の好みで塗装していただくのも方法でしょう。 |
|
|
1×4(ワンバイフォー)チェアへ 守谷工房Topへ |
|