![]() 守谷工房のMachineへ
守谷工房Topへ
守谷工房のMachineへ
守谷工房Topへ
|
|
| ・Voxelab Ariessセットアップ2(2022.3.25) |
 とうにセットアップを終えているVoxelab Ariesです。1台目を導入した際に 既に招き猫やローターファンをテストプリントしており、その驚異的なコスト パフォーマンスを確認しています。その結果に従い、2台目の導入を決定した わけですが。2台目の試運転を兼ねて、簡単なアクセサリを出力してみます。 |
|
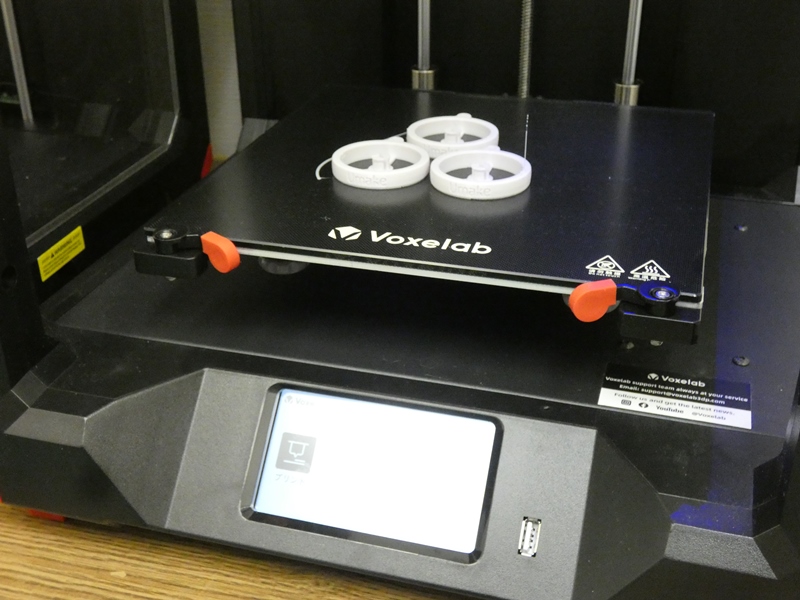
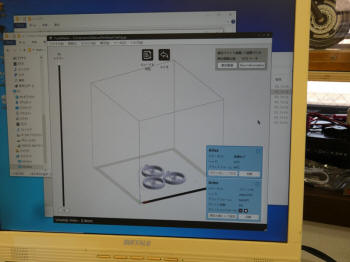 タービン羽根をモチーフにしたアクセサリの ホルダー部分です。3個を同時にプリントします。 |
 スライサーにはAriesに付属するVoxelMakerを使用 します。Ariesの操作を含む使いやすいアプリです。 |
 デフォルトのレイヤー高さ0.18mmのところ最小仕様の 0.1mmでスライス、Wifi経由で本体にデータを送ります。 |
 本体側では「受信ファイル」と表示が 出て、出力データを受け取ります。 |
 データ受信が完了するとテーブルの 加熱(60℃設定)が始まります。 |
 テーブルが設定温度に達するとホット エンドの加熱(210℃)に移ります。 |
 ホットエンドが210℃近くになると自動的に テーブルが上昇しガントリーが移動します。 |
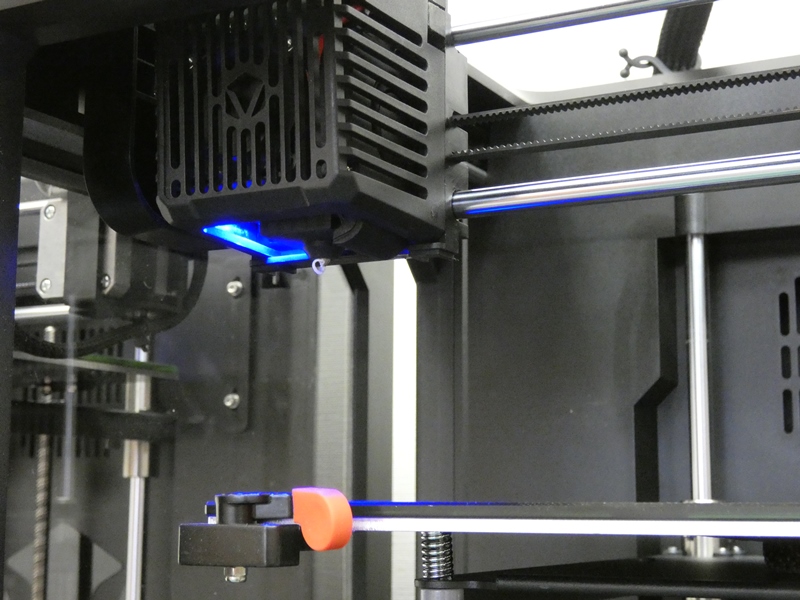
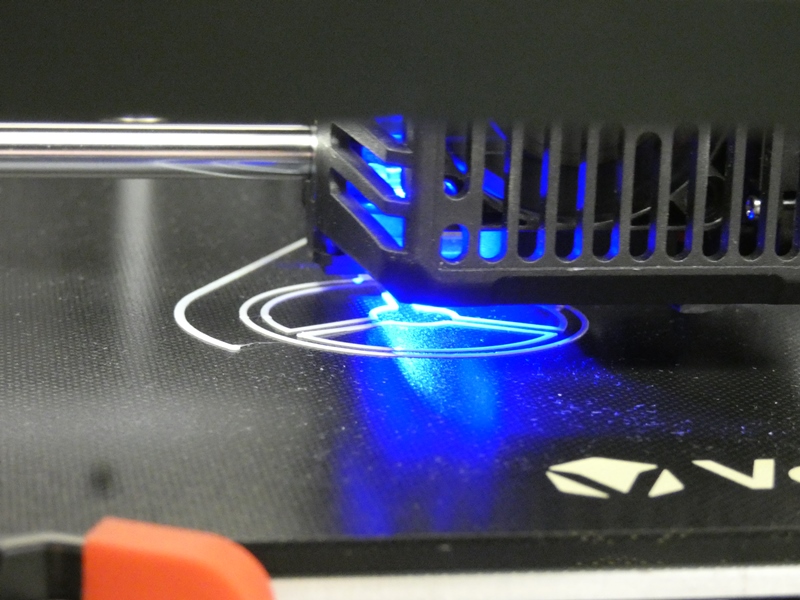
 ホットエンドが出力開始点に移動し 直後にフィラメントの射出が始まります。 |
 フィラメントの出具合を安定させるため 造形物の周囲に「プレ押出し」を描きます。 |
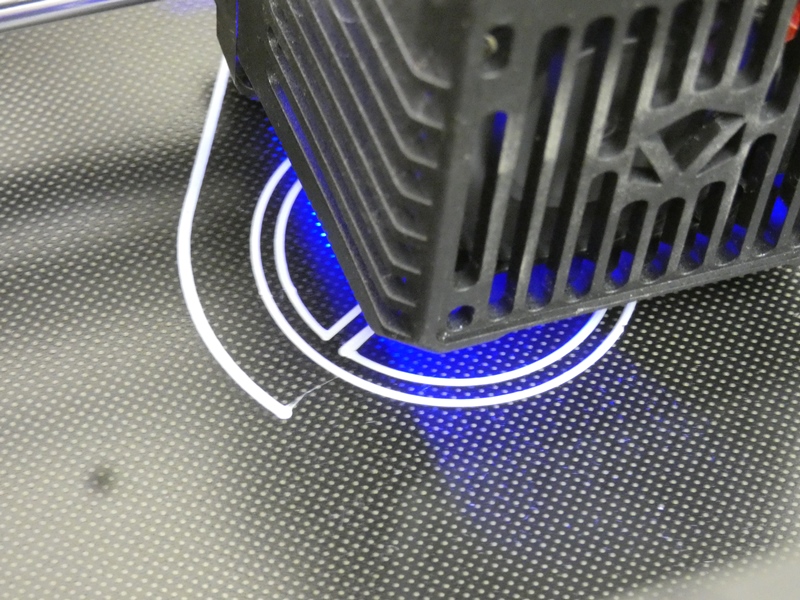 続いて造形物本体底面の輪郭を描きます。 1層目はごく低速でテーブルへの定着を促します。 |
 造形テーブルの水平とギャップ調整が 適切であれば、ほぼ確実に定着します。 |
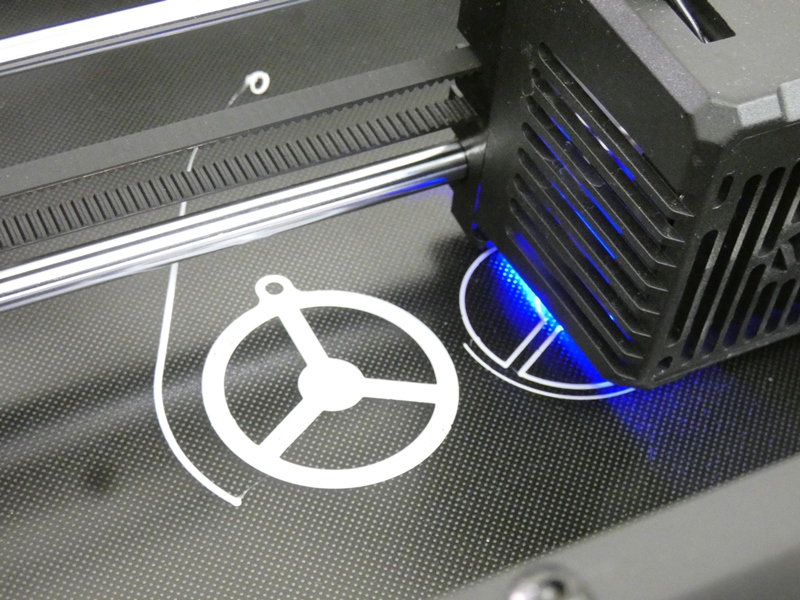 輪郭の内側を丁寧に塗りつぶし、 造形物の最底面が出来上がります。 |
 デフォルトではラフト・ブリムいずれも設定されて いません。いきなり造形物本体の出力に入ります。 |
 かつてはテーブルへの定着が弱いことが多く、 ラフトの敷き詰めが必須で時間もかかりました。 |
 Ariesのガラス製造形テーブルは、表面にドット状にカーボン 被膜がコーティングされており、造形物の定着を大幅に改善 しています。出力途中で剥がれてくる様子は全くありません。 |
|
 底面の数レイヤーを敷き重ねた後、 外壁と内部ハニカムの出力が始まります。 |
 ハニカムの輪郭が 非常に明瞭です。 |
 デフォルトでの内部充填率は 15%に設定されています。 |
 中心部にタービン羽根が押し込まれる 3本の突起が形成されてきます。 |
 印刷速度は60mm/秒、ホットエンドの移動速度は 80mm/秒、いずれもデフォルト設定のままです。 |
 レイヤーが積み重なり、中心突起 部分の輪郭がはっきりしてきます。 |
 ここで使用しているフィラメントは、以前に購入して 長く保管していたあまり品質の良くないものです。 |
 デルタ型のホットエンドでは造形が 安定せず、惨々な出力でしたが、 |
 Ariesでは特に問題もなく、 まぁまぁの出力が続いています。 |
 ホルダーの周囲外壁に沿って彫り 込まれた文字が浮かび上がっています。 |
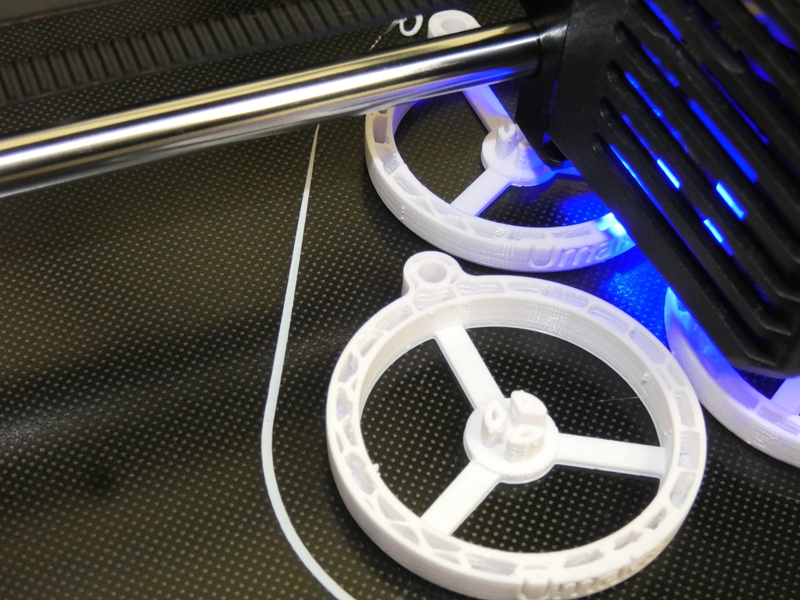 突起の先端が、嵌め込まれるタービンの 脱落を防ぐため少し拡大してきます。 |
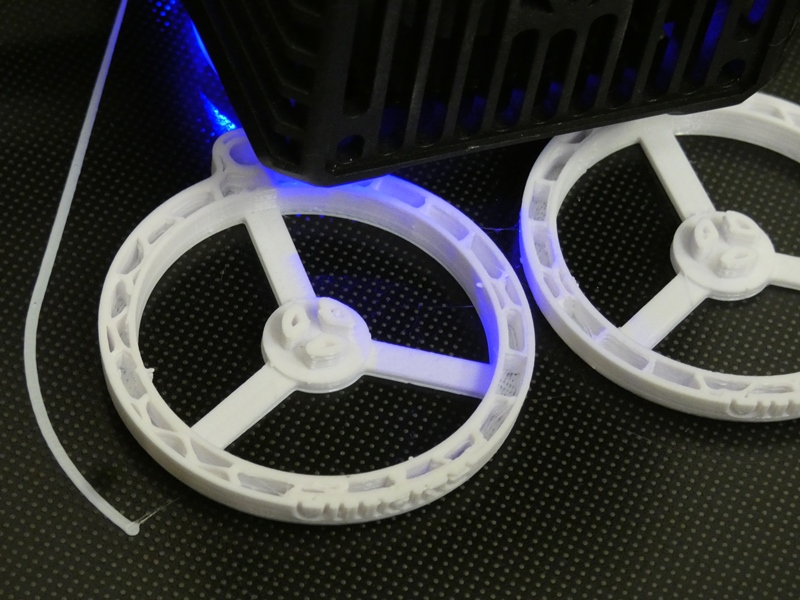
 同じデータで同時に3個を造形していますが 3個とも同等の造形品質で進行しています。 |
 周囲側面の文字を確認すると、水平方向に一定の積層痕が走り文字の 輪郭が微妙に乱れています。既に行ってみたテストプリントの結果から するとかなり意外な結果です。フィラメント径(1.7mm)が不均一である 場合にも顕著に現れる現象で、やはりフィラメントの品質が疑われます。 |
|
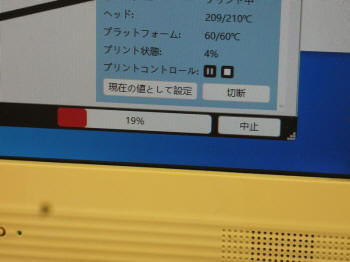
 出力中の画面表示です。70%ほど進んだところで、 テーブル・ホットエンドとも温度が安定しています。 |
 ハニカムによる内部充填も 終盤に差し掛かっています。 |
 外壁の厚みが増してきたように見えますが、 上面を閉じる段階に入っています。 |
 造形物の上面は4層を重ねる設定です。内部の ハニカムがサポート材となり直接塗りつぶします。 |
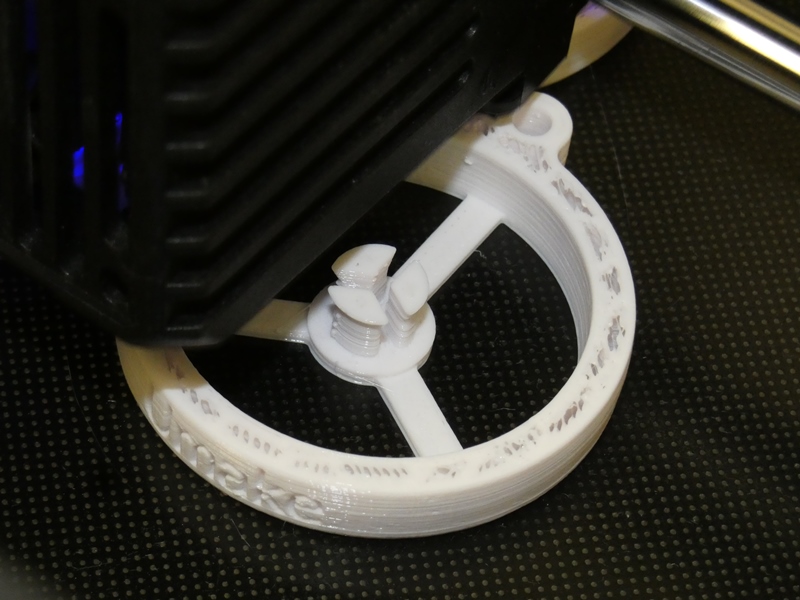
 突起先端部の成型もほぼ 完成に近づいています。 |
 デルタ型やPrusaでは、突起部の3つに 分割されたツメの出力が困難でしたが、 |
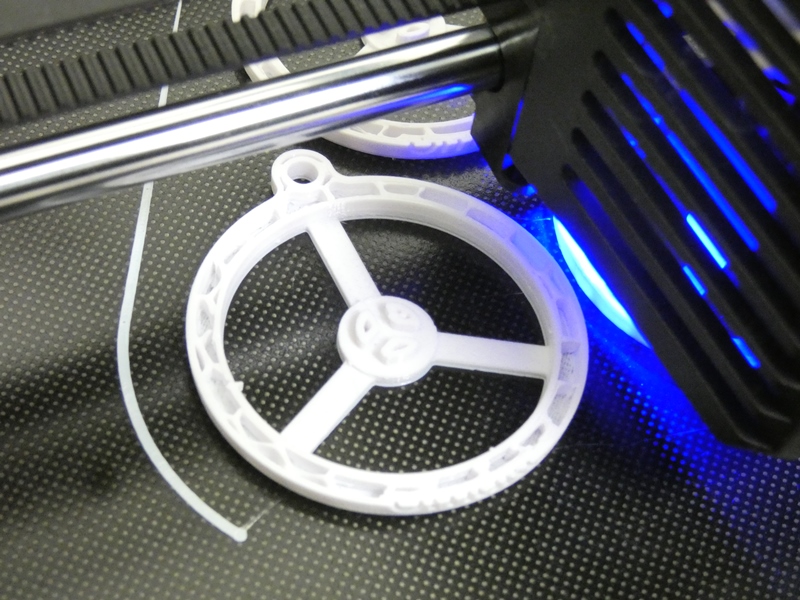
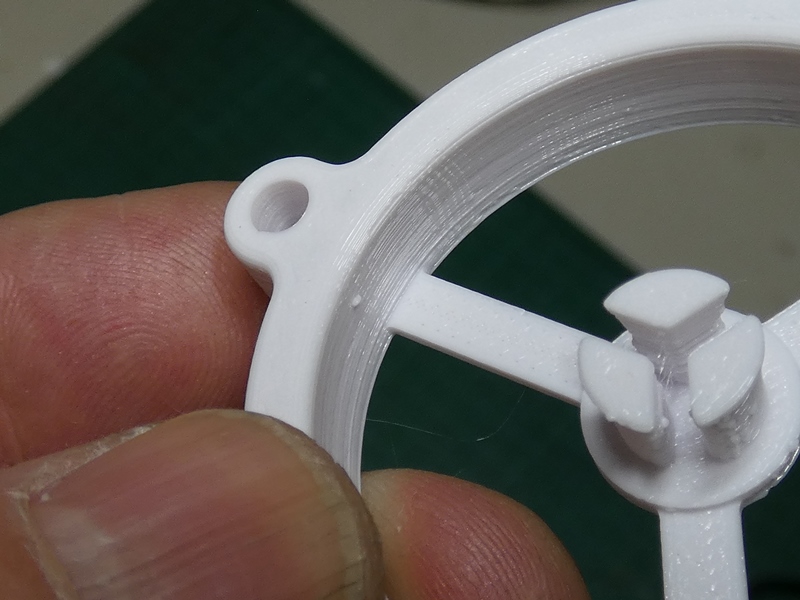
 この通り、外観的には綺麗に造形されています。上面の敷き詰めを もう1往復残すだけです。X・Y軸の位置決め精度がかなり高いようで 円形の描画が非常に綺麗です。見た目には歪みなど分かりません。 |
|
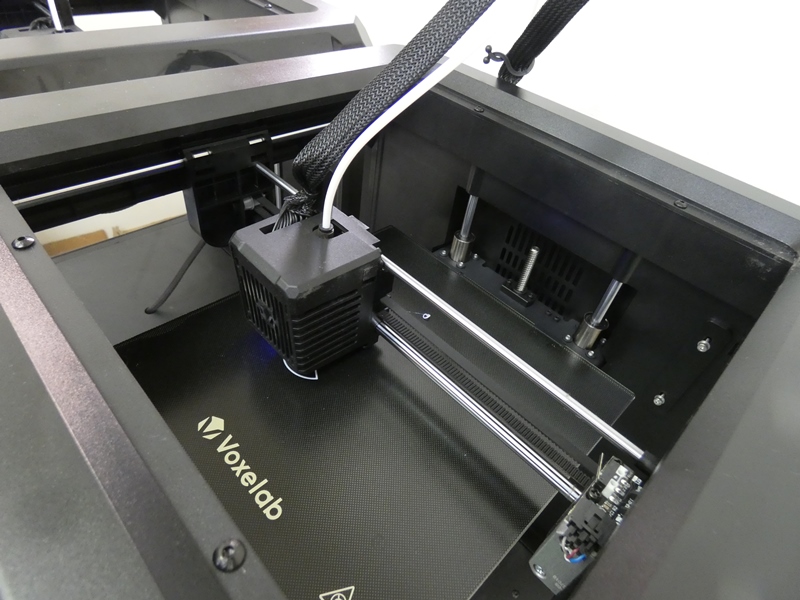
 約3時間で造形が終了します。テーブル・ ホットエンドともヒーターが停止します。 |
 ホットエンドが待機位置に戻り、 テーブルは下部へ降りてきます。 |
 造形物のテーブルへの定着はかなり強力です。 スクレーパを使用しても簡単には剥がれません。 |
 ですが、テーブル・造形物ともに完全に冷えると、 収縮率の違いのため自然に剥がれてきます。 |
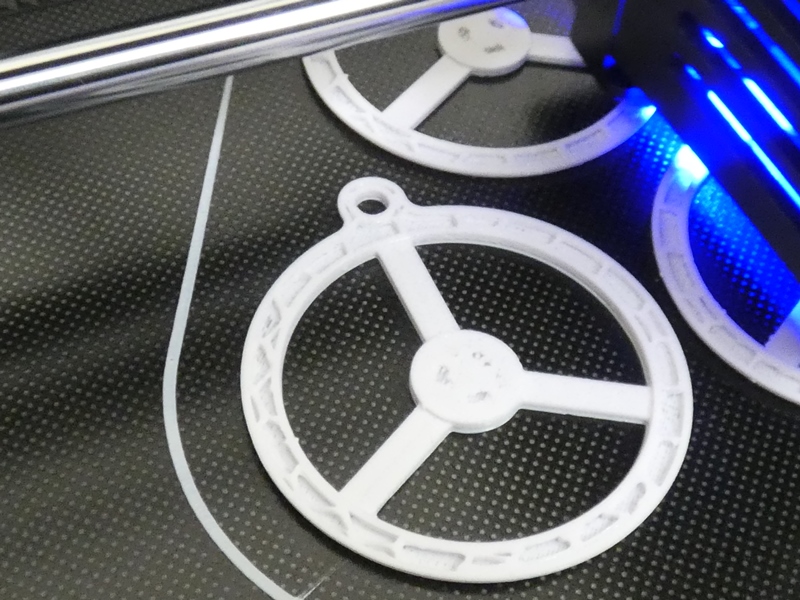
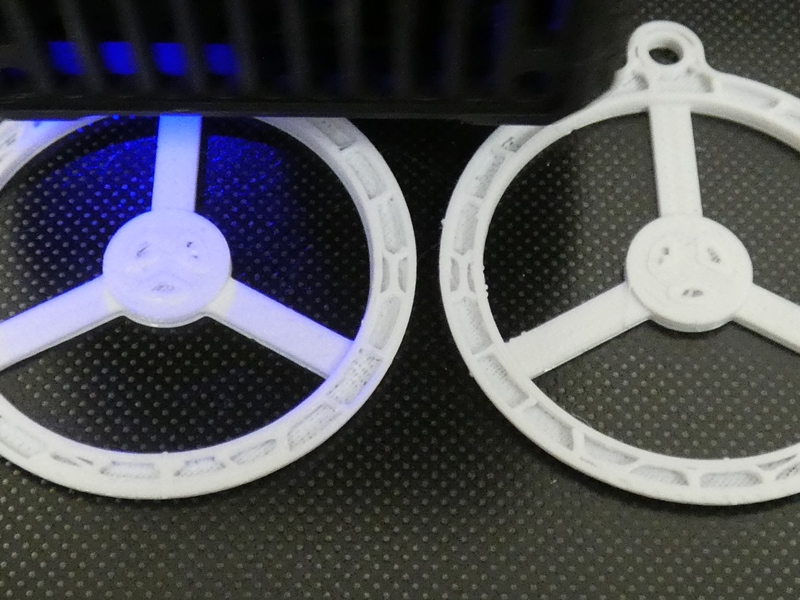
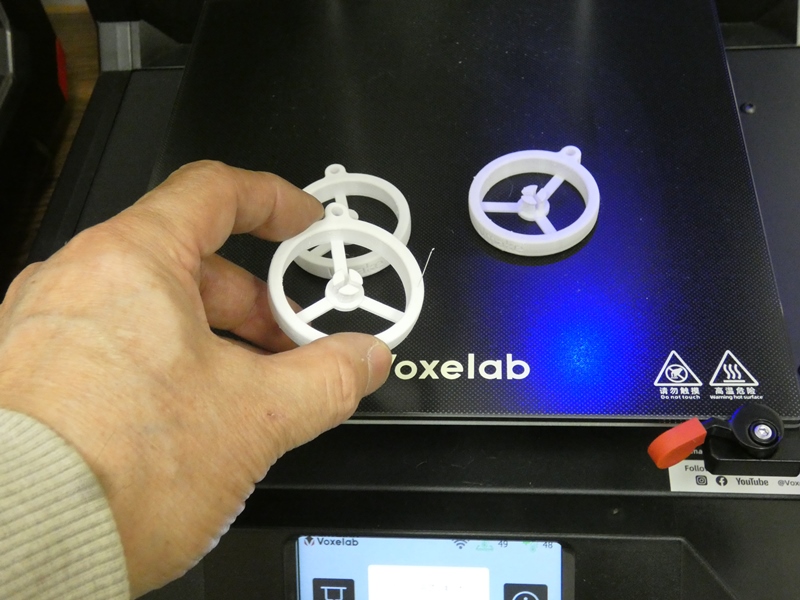
 さて、造形結果を詳細に確認してみます。低品質のフィラメントにも かかわらず、まぁまぁの仕上がりです。しかし、造形途中で何かの 粒のように突起が出ているところがあります。僅かに糸を引いている 部分もあり、輪郭線・稜線での「キレ」が今ひとつのように見えます。 |
|
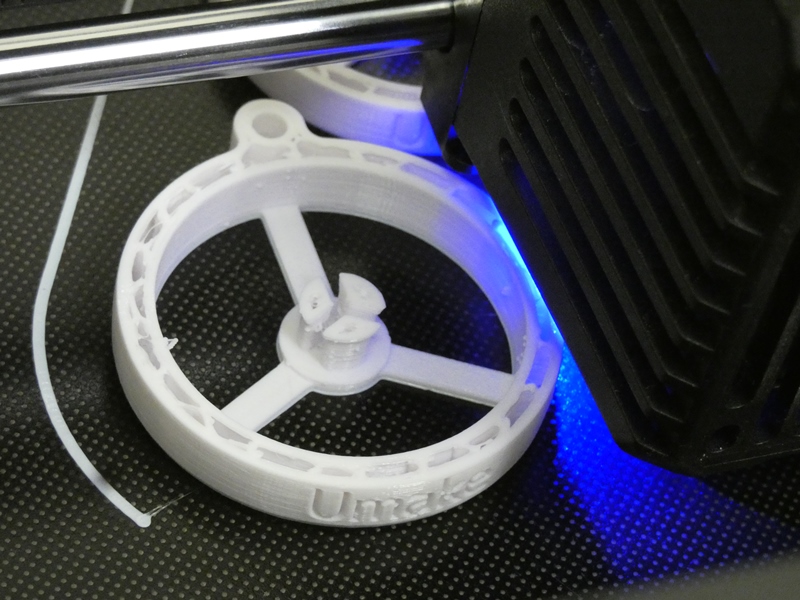
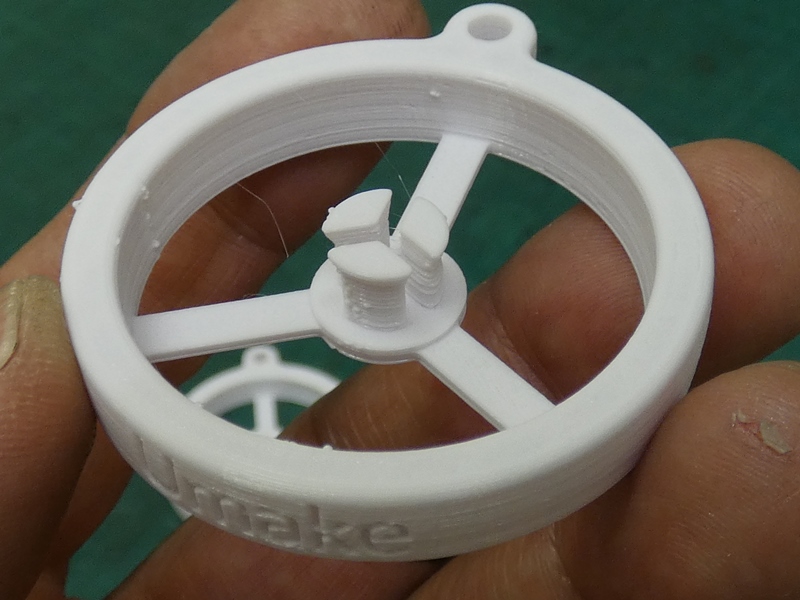
 「Umake」文字の輪郭にも 明瞭さが十分ではありません。 |
 積層痕の残り方が一定ではなく、輪郭の 品質低下に連動しているようです。 |
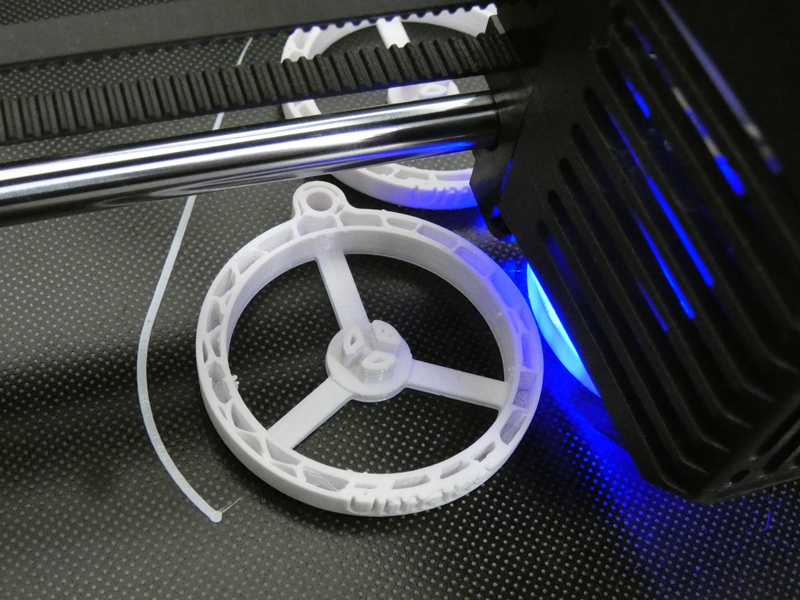
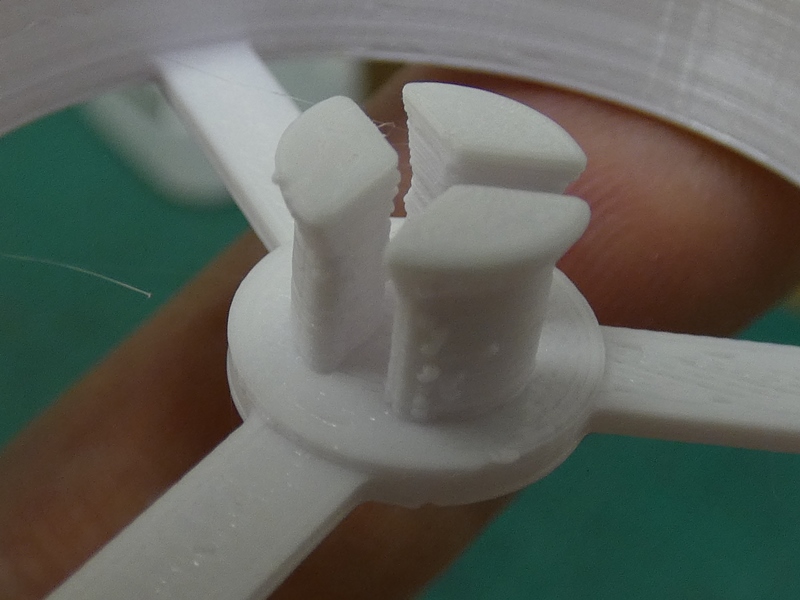 中心突起部の造形も悪くありませんが、やはり フィラメントの射出が粒状に乱れています。 |
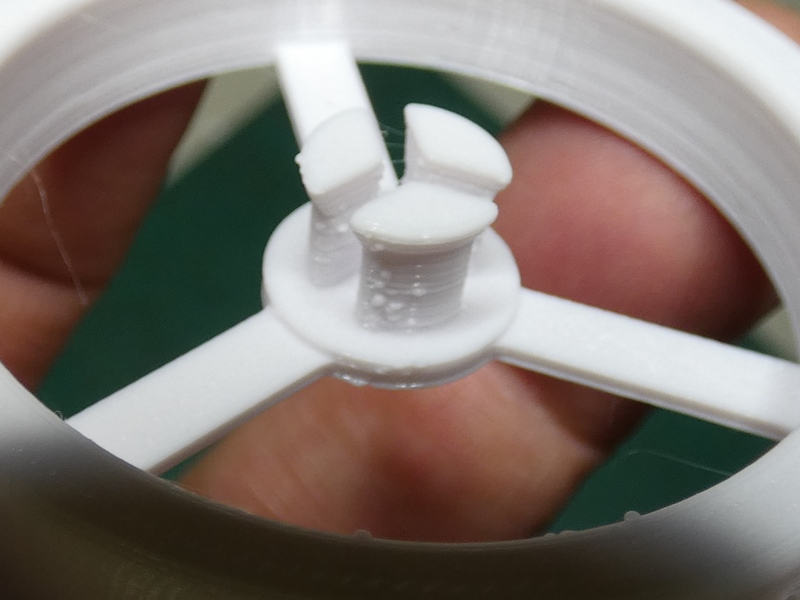 短距離で射出を切り返すため、 品質の低さが顕著に現れるようです。 |
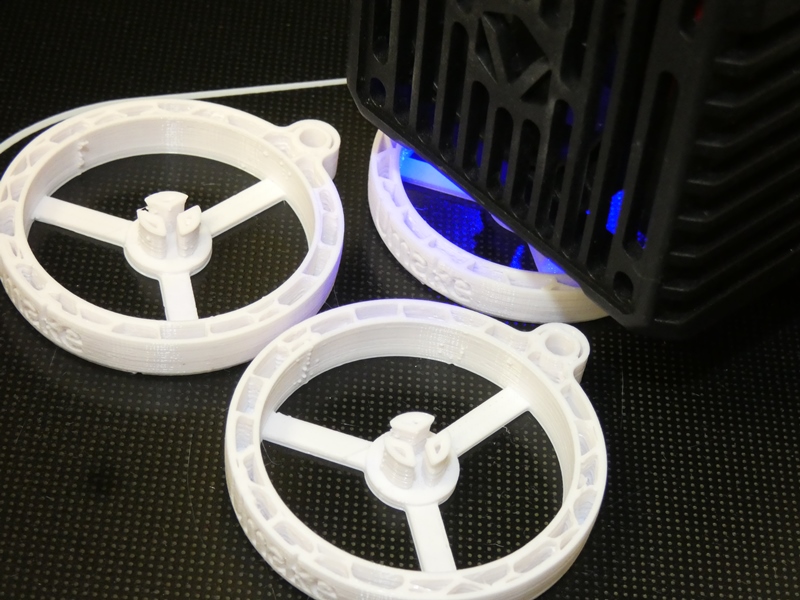
 それでも、この細部まで整った造形はこれまでになく優れています。 3分割されたツメは土台部分としっかり結合しており、強度的にも 実用域にあるように思います。粒状の突起は削り取ることで簡単に 除去できそうで、高品質のフィラメントなら解決するかも知れません。 |
|
 PLAフィラメントには吸湿性があり、長期間外気に晒されると品質が低下 すると言われています。フィラメントに取り込まれた水分が、溶解時に膨張 して何とか・・・という説明はにわかに理解し難いところですが。数年前と 異なり、流通しているフィラメント製品は優劣による淘汰が進んでいるはず です。新しいフィラメントを得てテストプリントを続けたいと思います・・既に 連日作業しており、はるかに滑らかで艶やかな造形肌が得られています。 |
|
|