![]() 守谷工房のMachineへ
守谷工房Topへ
守谷工房のMachineへ
守谷工房Topへ
|
|
| ・LASER VELOCITY稼働へ 前半(2021.4.21) |
 工房の1階で長いことスペースを喰っているだけのレーザー加工機、 LASER VELOCITY(AQLV-400)です。中古で購入したものを 清掃・整備し、レーザーが出力されるところまで作業を終えていました。 が、それは2017年4月のことで、以来丸4年もほったらかしでした。 工作機械用の1級部品ばかり使用した高性能機ですが、いずれ本格 稼働させたいと横目で眺めるうちに年月だけが過ぎていきます。 |
|
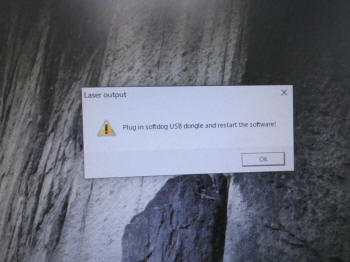
 制御用アプリのLaserCut5.3は、取りあえずDEMO モードで動作しています。データ保存が出来ないだけです。 |
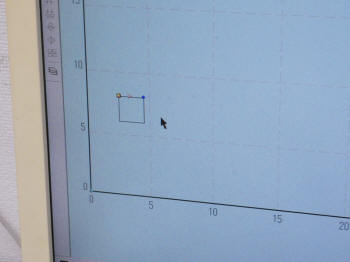 例えば、作図機能により 正方形を描いてみます。 |
 サイジング機能により1辺を 20mmに変更します。 |
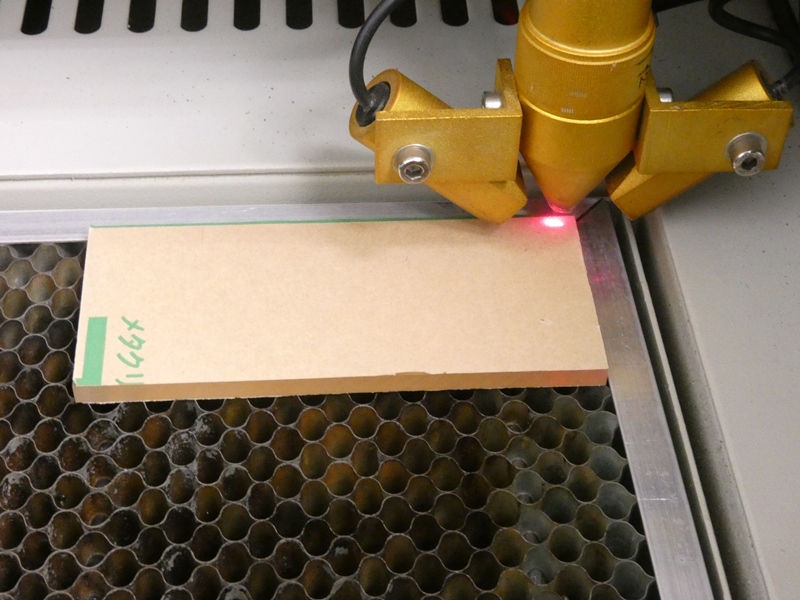 まだ光軸調整も作業しておらず、レーザー ビームのパワーも弱々しいままですが・・。 |
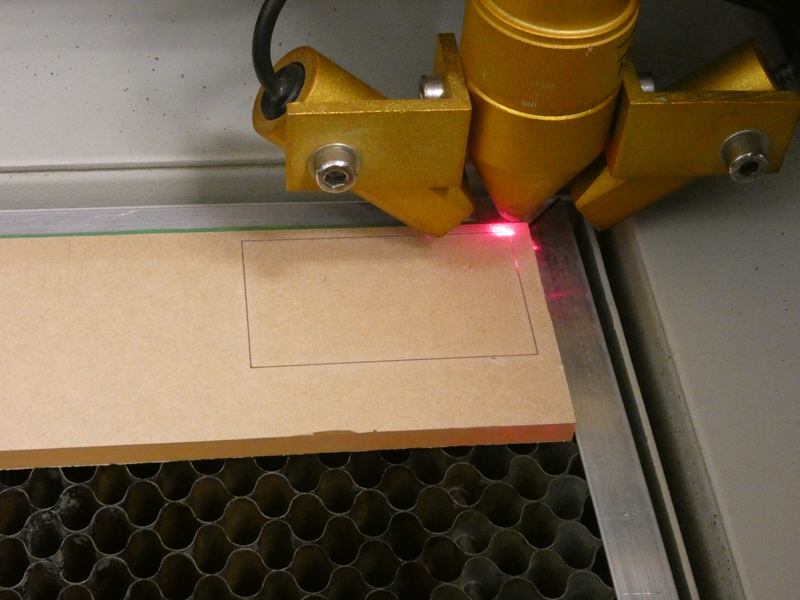 アプリと本体は接続できているようで、ヘッドが 動作してレーザーが走査した跡も残ります。 |
 しかし、正方形のはずが縦横比1:2となり、しかも1辺 20mmではありません。初期設定が正しくないようです。 |
 AQLV-400に関する情報は皆無に近く、もちろん 取扱説明書など購入時から付属していません。 |
 ネット上で辛くも見つけたのが、Maker Lab Nagoyaさんに 同型機の設備があるという情報です。現役で稼働しています。 |
 「市民の図工室」を謳うLabなので、アプリの設定ファイルを 参照させていただけないか、思い切って尋ねてみました。 |
 ご親切にも、担当の方がいくつかの イニシャルファイルを送って下さいました。 |
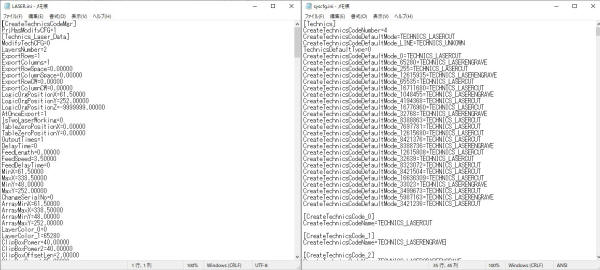 アプリに含まれるイニシャルファイル(.ini)には各レーザー加工機に固有のパラメータが 含まれているはずで、アプリが起動時に読み込むことで、機種固有の設定がされると 考えられます。例えば、テーブルのサイズやワークエリア、ヘッド移動速度の標準値や 上限、そして各軸を駆動するステッピングモーターの回転角当たりパルス数なども 含まれるのではないかと思われます。特に目を付けていたのは「LASER.ini」と 「syscfg.ini」の2つですが、いずれも300行近い膨大な設定情報を含み、結局の ところモーターのステップ数を制御するパラメータは見つけられませんでした。正確には、 あれこれ設定値を変更してみましたが、どれもヘッドの動作には影響しませんでした。 |
|
 LaserCut5.3を、DEMOではなくネイティブで起動すると、 このようなエラーメッセージが表示され終了してしまいます。 |
 LaserCut5.3はUSBドングルによりプロテクトされて います。ネットで販売されていますが1万円もします。 |
 LaserCut5.3にドングルをシミュレート(クラック)するツールが 付属しますが、実際使い物になりません。本物を購入しました。 |
 ドングルをセットすると、本来のLaserCut5.3が起動します。 これで今後不具合の原因からドングルの有無を除外できます。 |
 AQLV-400の購入が2016年9月、最初の整備を終えたのが2017年4月、 Maker Lab Nagoyaさんから返答をいただいたのは2017年6月。しばらく間が 空いて、USBドングルを奮発購入したのは2020年の1月、振り返ってみると 情けなくなるほど呑気な進捗速度です。ここに来てなぜ作業を再々開したのか、 理由はメインに使用しているこちらのレーザー加工機(6040)。長年にわたり 工房の稼ぎ頭として働き続けてきましたが、やはり中国製低価格機ゆえにその 加工精度や安定性の低さが無視できなくなってきました。X・Y軸の駆動系を 高精度のリニアレールスライドに交換しようと考えています。しかし、ヘッド周りを 含む駆動系の構成に必要な様々な部品を、新たに設計・製作しなければならず、 そのためにはレーザー加工機が不可欠です。奇しくも「みらた」さんがおっしゃって いるように、「レーザー加工機の製作に一番必要なのはレーザー加工機」なの です。AQLV-400を実使用できるようにしないと、6040を改造できません。 |
|
 最初に清掃・整備作業を行った時、本体の右側内部に 各軸の駆動基板が収められていることを思い出しました。 |
 全く同じ回路構成が3組、それぞれX軸・Y軸・Z軸 ステッピングモータを駆動するドライバーです。 |
 電源および入出力のコネクタに挟まれて DIPスイッチが取り付けられています。 |
 ドライバモジュールは「M542-05」、 ネット上に詳細なマニュアルがあります。 |
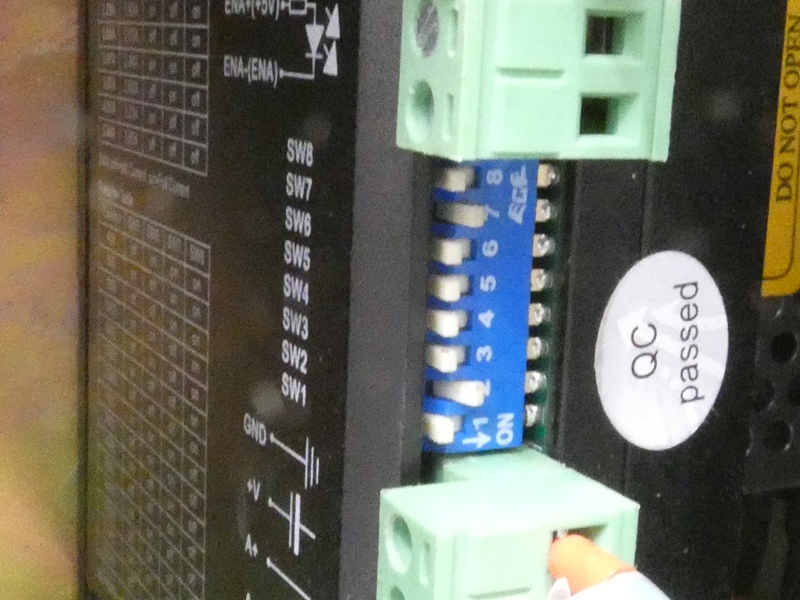
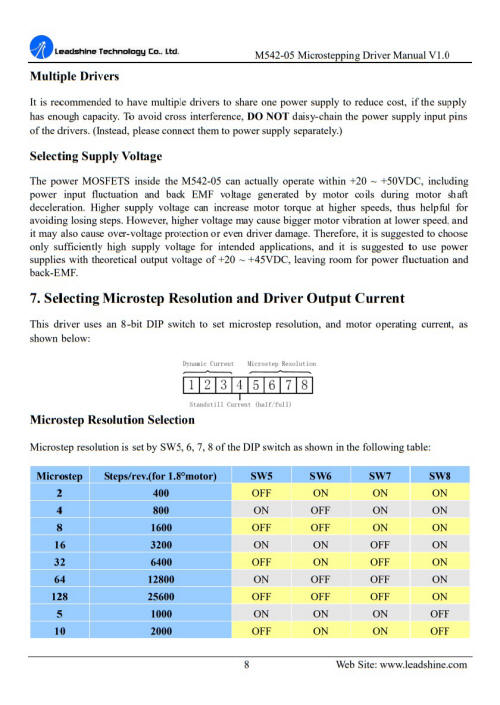 8ページ目に「Selecting Microstep Resolution and Driver Output Current」の 解説があります。先ほどのDIPスイッチ、SW1~4のON・OFFにより出力電流、また SW5~8によりステッピングモータの回転角(1.8度)当たりステップ数を変更します。 |
|
 X・Y軸はSW5~8がOFF・ON・OFF・ON、 つまり6400steps/revに設定されています。 |
 Z軸はOFF・OFF・ON・OFF、つまり 5000steps/revに設定されています。 |
 X軸とY軸には完全な等方性が必要です。理由は 分かりませんが、X軸がY軸の2倍駆動されているので、 |
 X軸のステップ数を2倍の12800steps/revに変更 してみます。SW5~8はON・OFF・OFF・ONです。 |
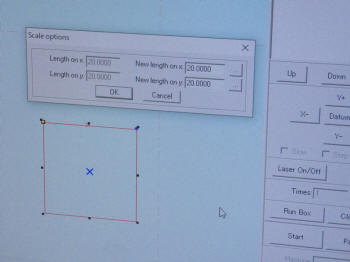
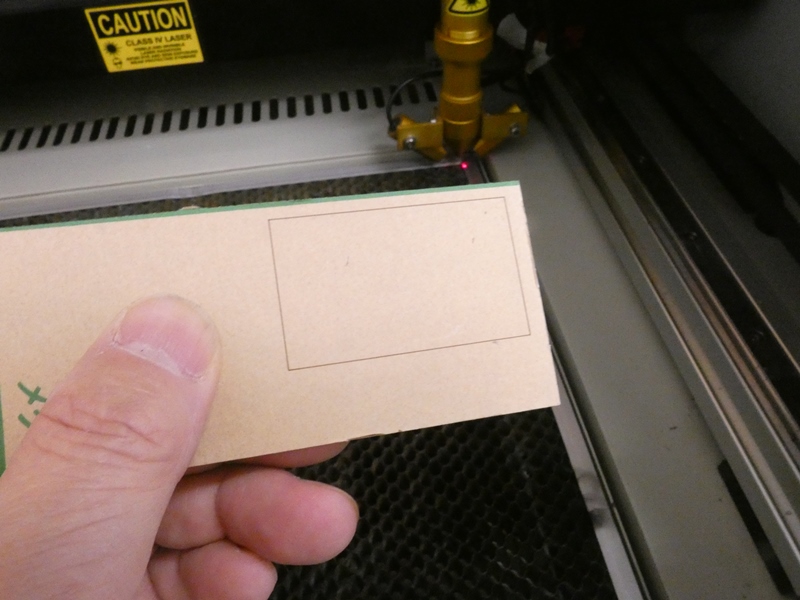
 取りあえず正方形が描かれるようになりました。 Y軸のステップ数を2分の1にしても多分同じでしょう。 |
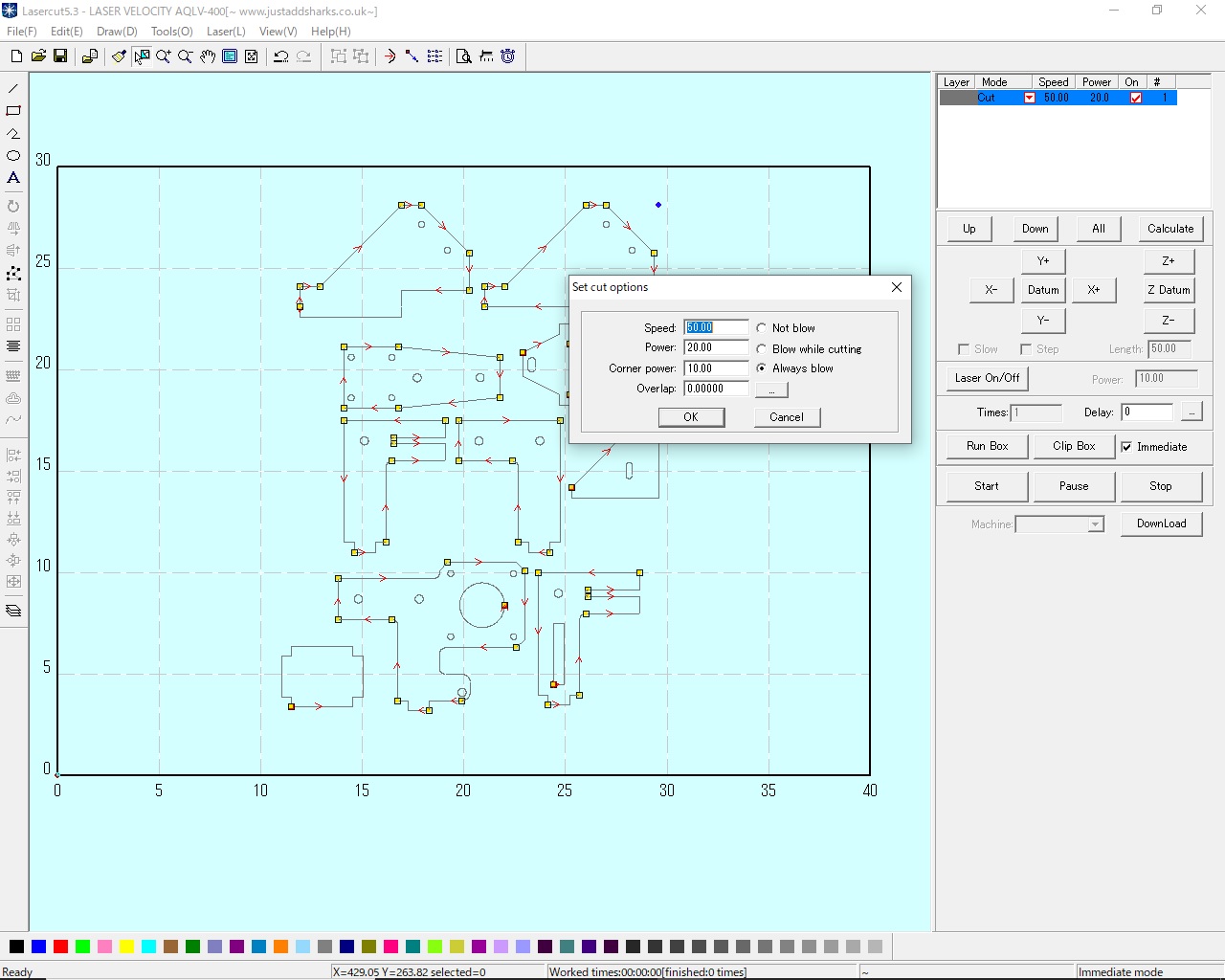
 もう一つの問題は、アプリが指示する寸法と 実際に描かれる寸法が一致しないことです。 |
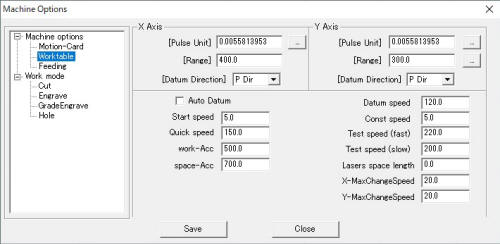 LaserCut5.3メニューの中に「Machine Options」の項目があります。 もう1台の「6040」で使用している「Corel Laser」よりもシンプルな構成 です。その中の「Worktable」メニュー内に、X軸・Y軸を駆動するパルス 単位数(Pulse Unit)を変更する項目があります。ここを調整してみます。 |
|
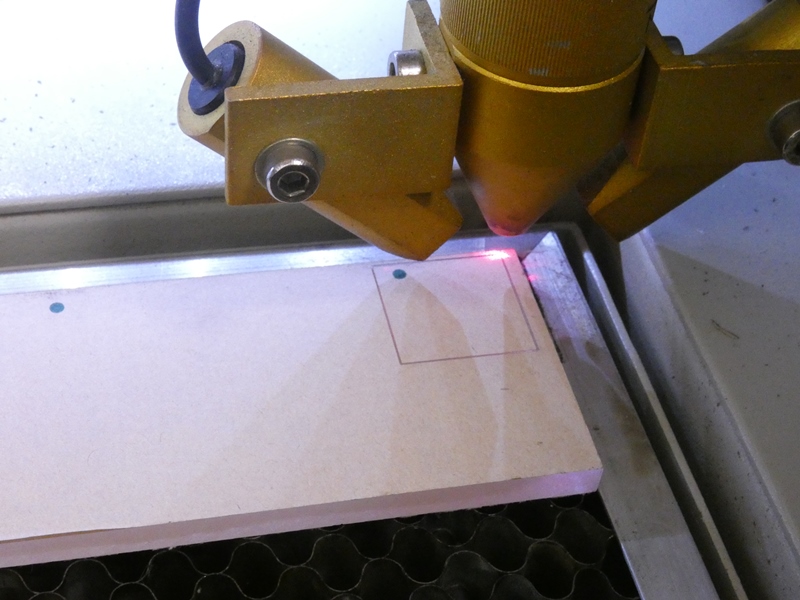
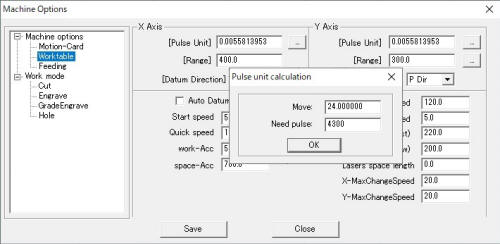 「Move」と「Need pulse」の数値を変更できますが、正確な意味や単位が 分かりません。「Move」はそのままにしておき、「Need pulse」を4000~ 5000の範囲で変更してみます。機械的な仕様が不明なので、試行錯誤 するしかありません。「Need pulse」を変更しては、400mm×300mmと ワークテーブル一杯の四角を描かせ、サイズを実測して修正を繰り返します。 |
|
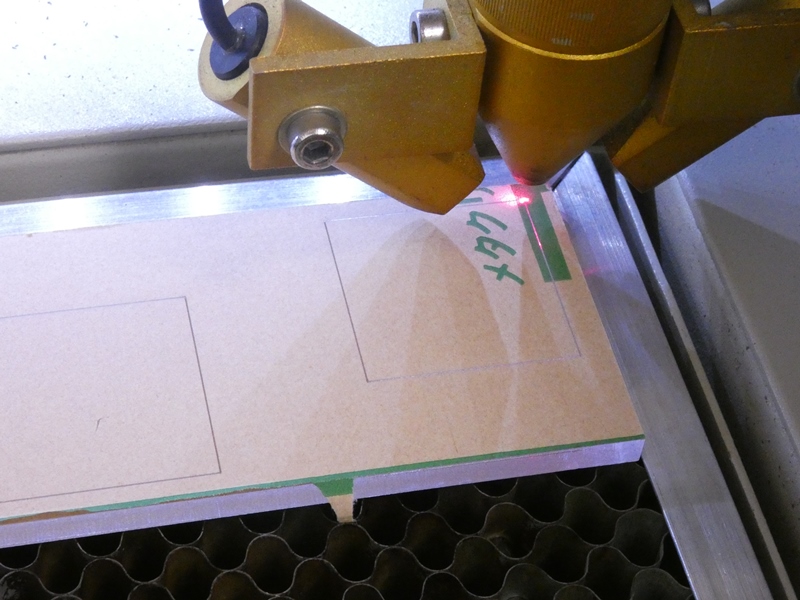
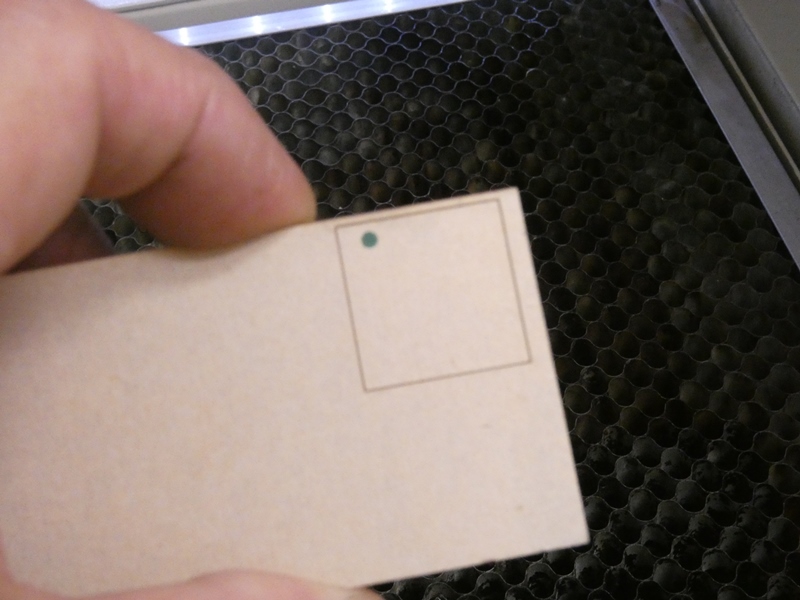
 実用上問題のない精度まで追い込みます。 再度20mmの正方形を描いてみます。 |
 「M542-05」のDIPスイッチ変更も、「Need pulse」でカバー 出来たかも知れません。が、両者の役割がよく分かりません。 |
 AQLV-400の整備が思いのほか進行し、本格的な稼働が視野に 入ってきました。こうなればレーザー管も新調して本来の出力(40W)を 取り戻したいものです。実は、しばらく前に注文しておいたレーザー管が 既に工房に届いています。1級部品で構成されたレーザー加工機が、 どのくらいの性能を見せてくれるのか楽しみです。後半に続きます。 |
|
|