|
|
| ・ステレオの復活 いわき市へ2(2024.5.8) |
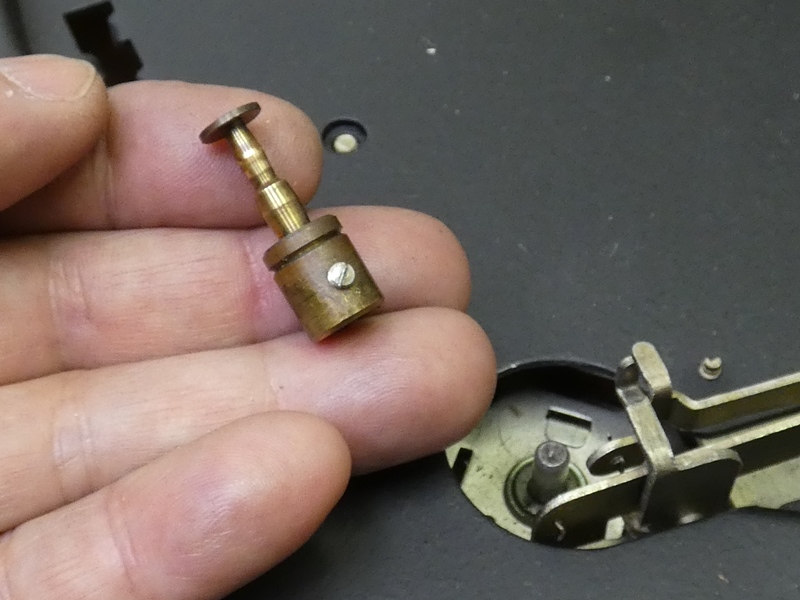 かつての「ステレオ」、組み込まれているレコードプレーヤーの 回転数が遅く、レコードが正しく再生されません。西日本地域の 電源周波数60Hz用キャプスタンがそのままだからです。同期 モーターが使われる限り、東日本地域の50Hzでは回転数が 6分の5に変化します。レコードプレーヤー部をそっくり取り外し 工房に持ち帰って50Hz用のキャプスタンを製作します。 ステレオの復活 いわき市へ1 ステレオの復活 いわき市へ3 |
||
 10mm径の真鍮棒です。工房にストックが ないものの、Amazon手配で翌日到着です。 |
 レース盤があればキャプスタン 製作はさほど難しくありません。 |
|
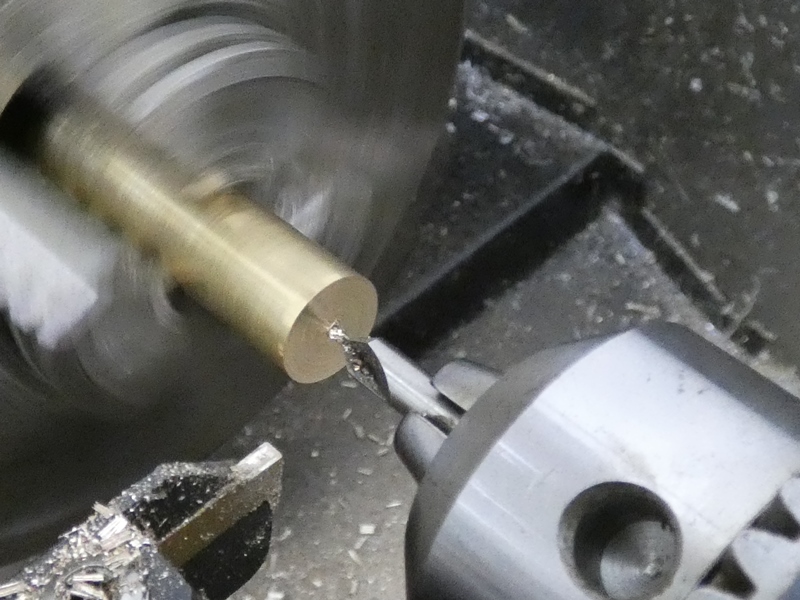
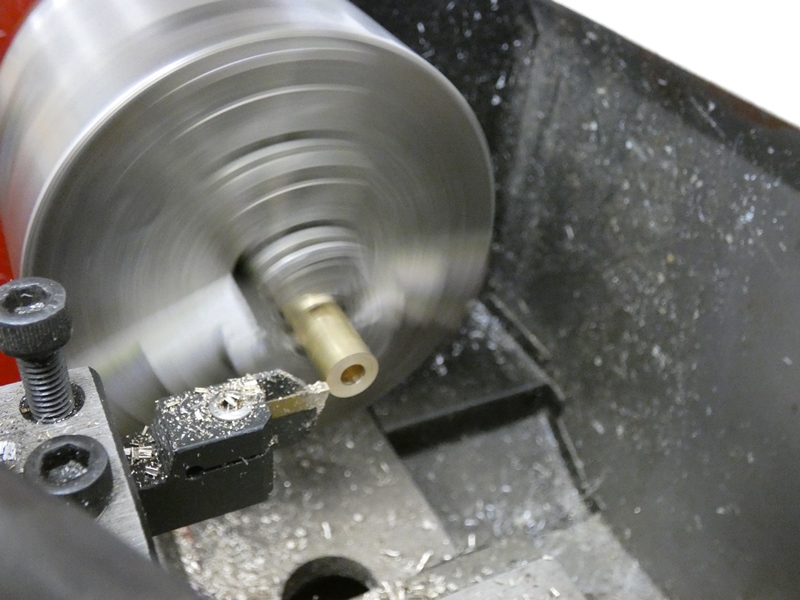
 工房の非力な卓上旋盤でも 真鍮材なら容易に切削できます。 |
 安定した回転を得るには、真円に 近い切削をする必要があります。 |
|
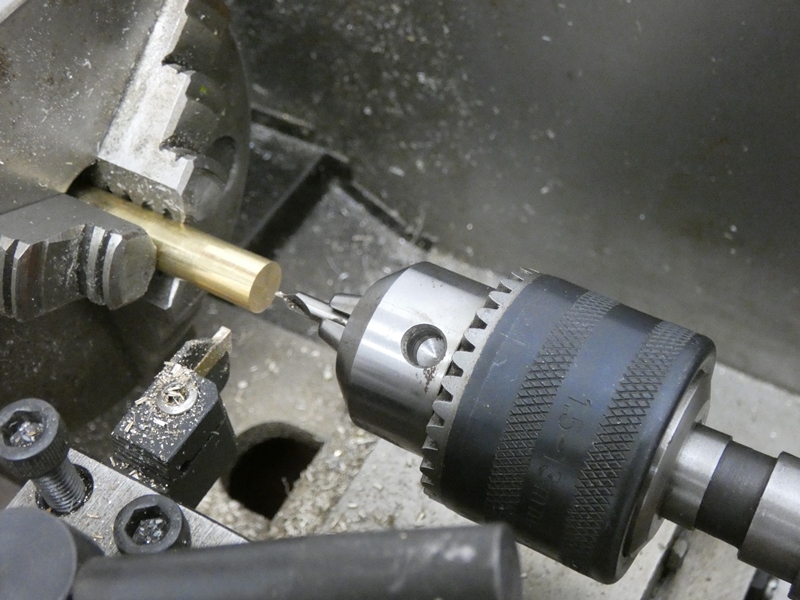 ドリルチャックにセンタードリルを 取り付け、中心位置に穴を開けます。 |
 心押しにより切削中 材料を安定させます。 |
|
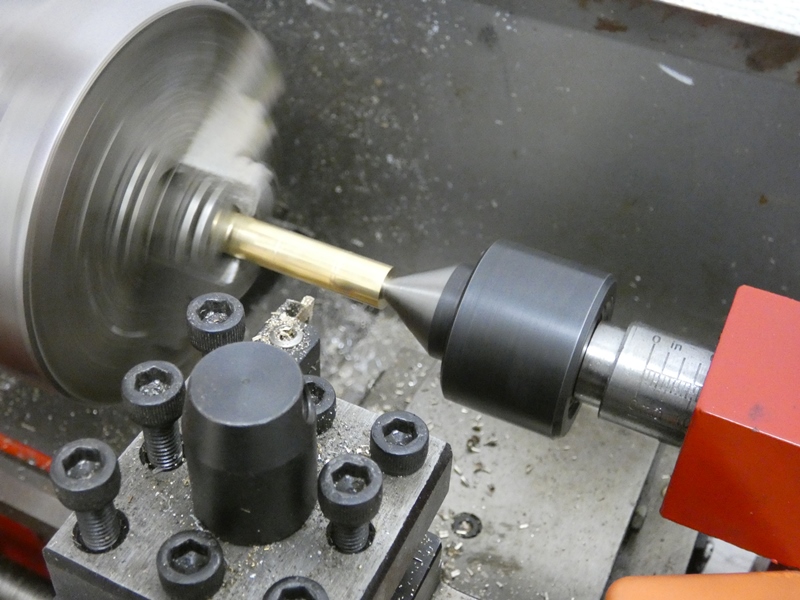
 ドリルチャックをレースセンター (回転センター)に付け替えます。 |
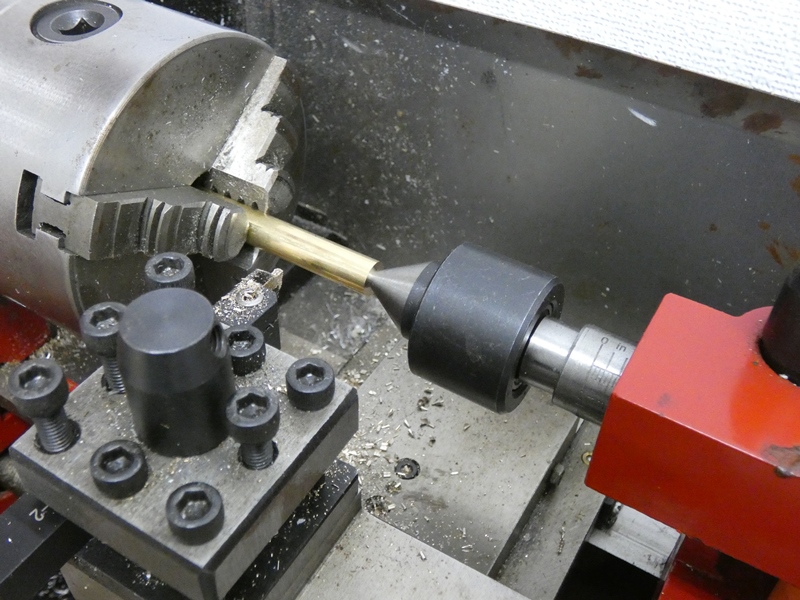 心押し軸を移動させ回転センターの 先端を材料の中心(穴)に入れます。 |
|
 目的とするキャプスタンの形状をCAD上に描きます。 ベルトが掛かる部分の径以外は元の寸法通りにします。 |
||
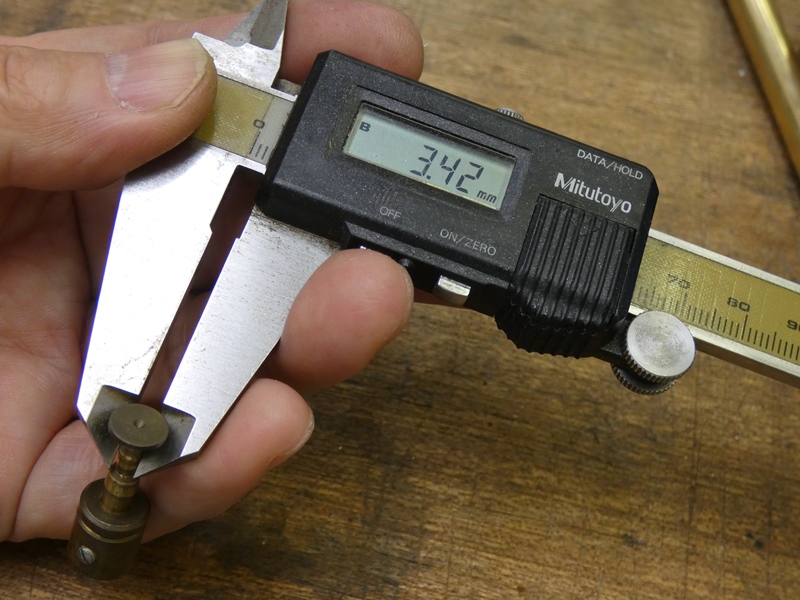 33.3回転ベルト駆動部分の 外径を測ります、3.42mmです。 |
 45回転ベルト駆動部分の外径を 測ります、4.68~4.69mmです。 |
|
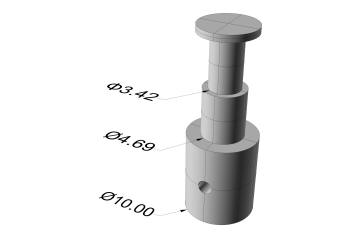 測定した各段の外径を CADに反映します。 |
 高さ方向の寸法も測定し CADに入力します。 |
|
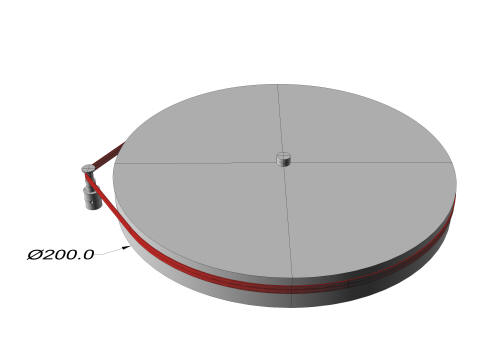 ターンテーブルの外径は300mmと大型ですが、 ベルトが掛かる部分はちょうど200mmです。 |
||
|
|
||
|
|
||
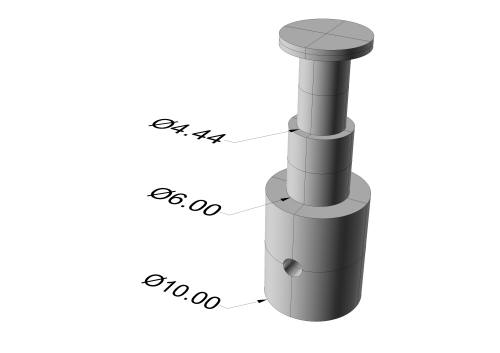 新しく削り出す50Hz用キャプスタンの外径を CADに反映します。レース盤の精度、ノギスの 測定精度からして、100分の1精度での加工は 到底無理です。10分の1での加工を目指します。 |
||
 一度取り付けた回転センターを取り 外し4.75mmのドリルに交換します。 |
 先にモーターシャフトが入る穴を 深さ11mmで開けておきます。 |
|
 ノギスを入れて穴の 深さを確認します。 |
 穴を開けた端面を 綺麗に整えます。 |
|
 ベルトが掛からない下部の 高さは12mmになります。 |
 端から12mmの位置に ケガキを入れます。 |
|
 33.3回転、45回転でベルトが 掛かる範囲もケガいておきます。 |
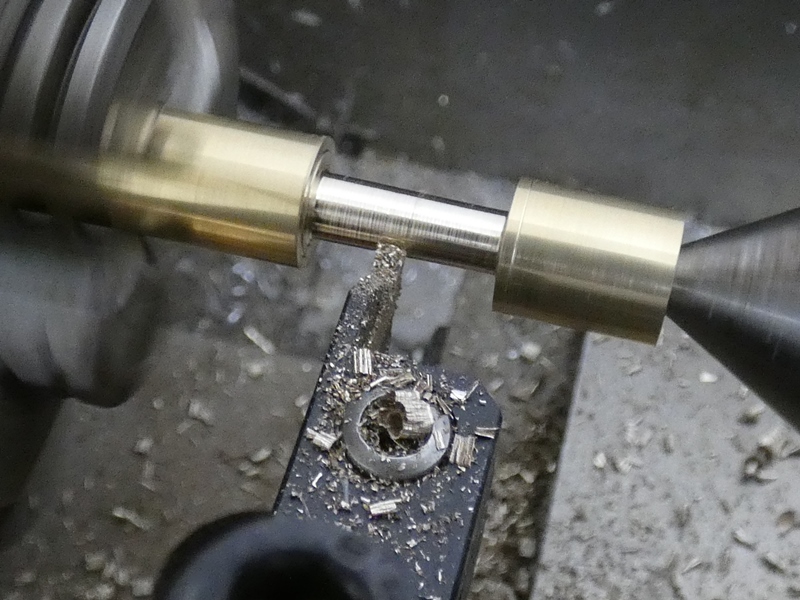
 回転センターを元に戻し、45回転でベルトが 掛かる下端位置から切削を開始します。 |
|
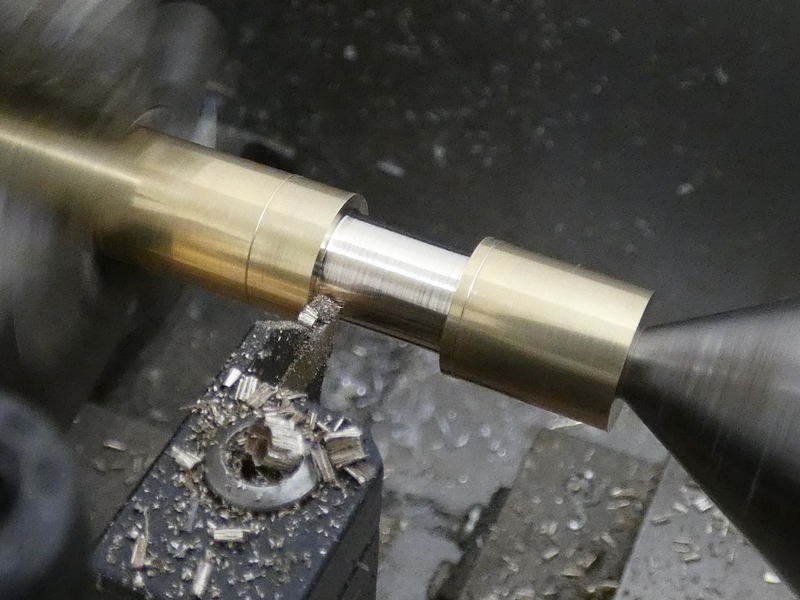
 突っ切りバイトで12mm+αの 位置に切り込みを入れます。 |
 無理のない深さ(1.5mm ほど)まで切り込みます。 |
|
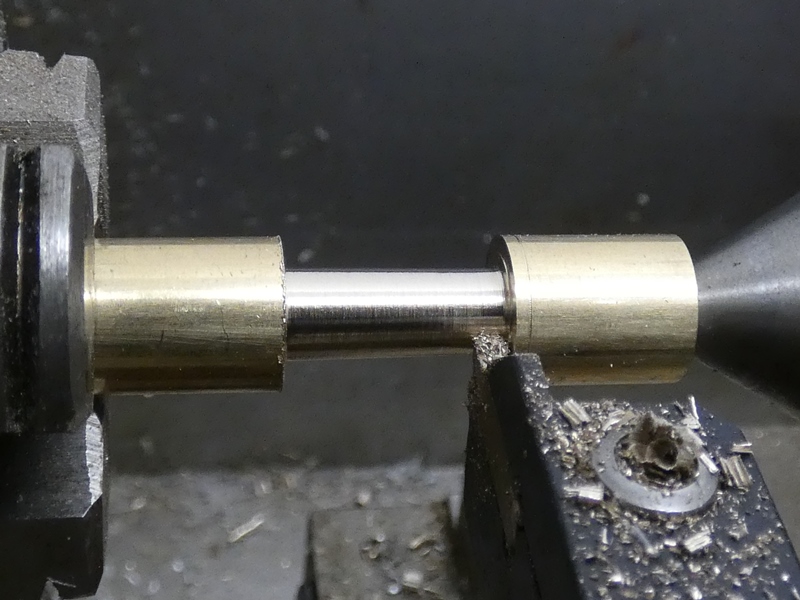
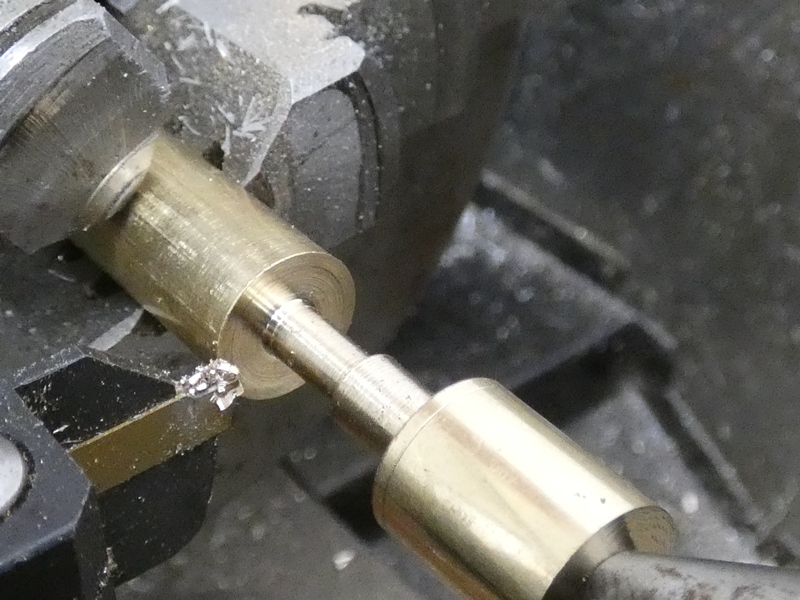
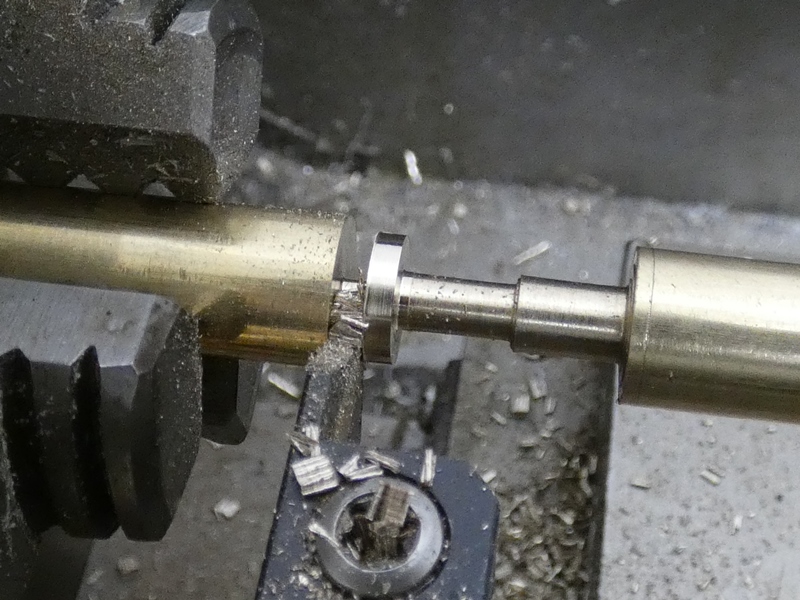
 そのまま横方向に送ります。材質が 柔らかい真鍮なのでサクサク削れます。 |
 33.3回転ベルトが掛かる 上端まで同じ径で削り上げます。 |
|
 最初の位置に戻り、+α残した 部分をケガキ線位置に仕上げます。 |
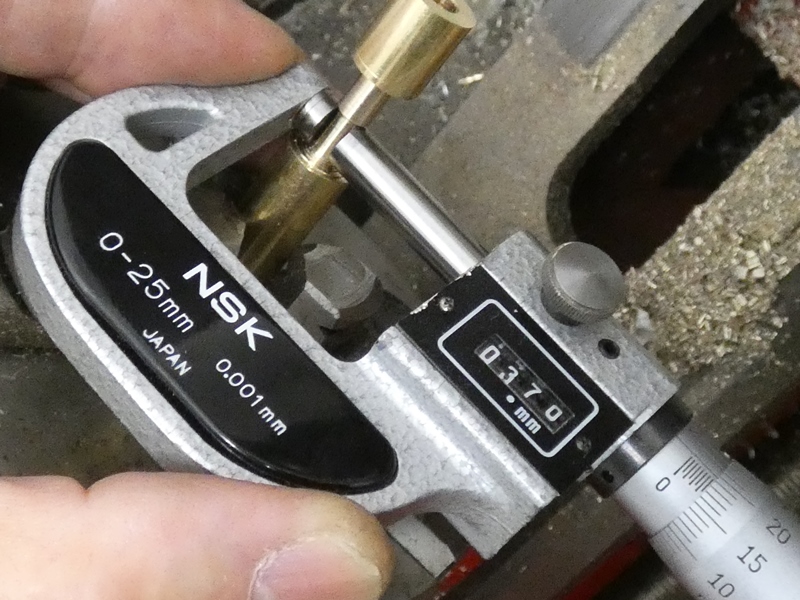
 古いマイクロメーターがあることを 思い出し、径の測定に使用します。 |
|
 シャフト径は本来マイクロメーターで測定するもの・・でしたっけ。 シンブルの操作により100分の1mmの精度で測定できます。 |
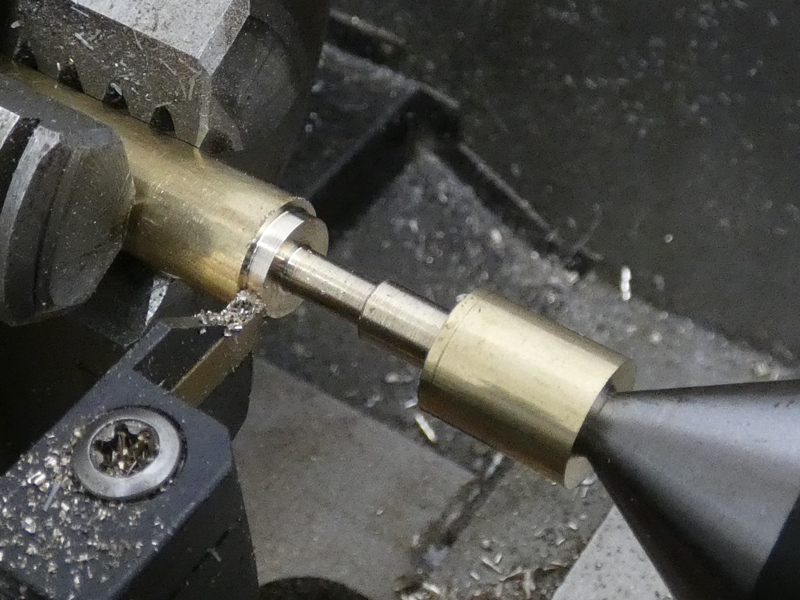
 33.3回転ベルトが掛かる 下端位置にバイトを移動します。 |
|
 さらに1mmほど 切り込みます。 |
 そのまま横方向に送り33.3回転 ベルトが掛かる部分を削り出します。 |
|
 ここからはベルトが掛かる部分を少し 削り込んでは径の測定を繰り返します。 |
 33.3回転、45回転とも径を できるだけ目標値に近付けます。 |
|
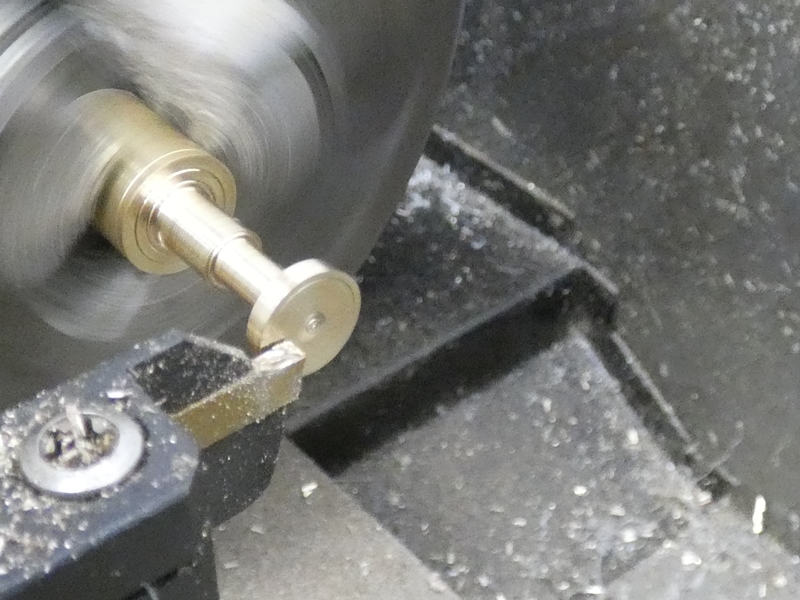
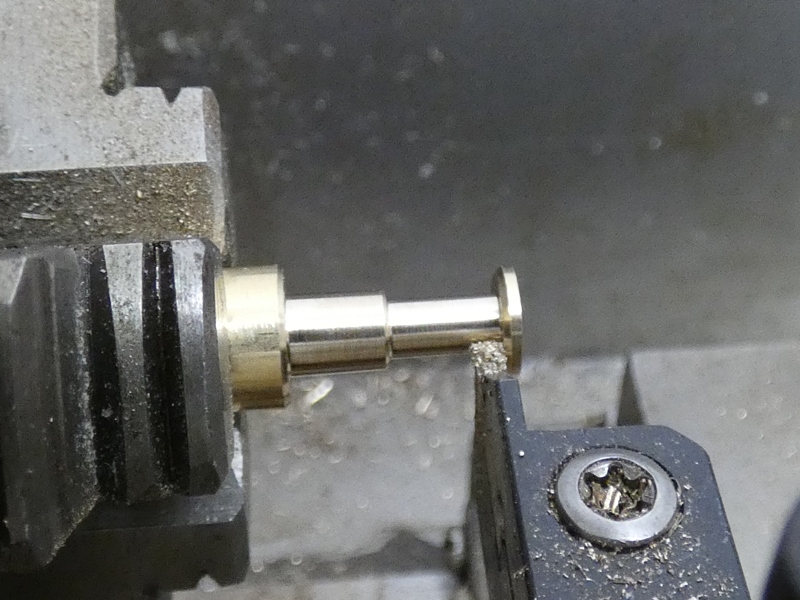
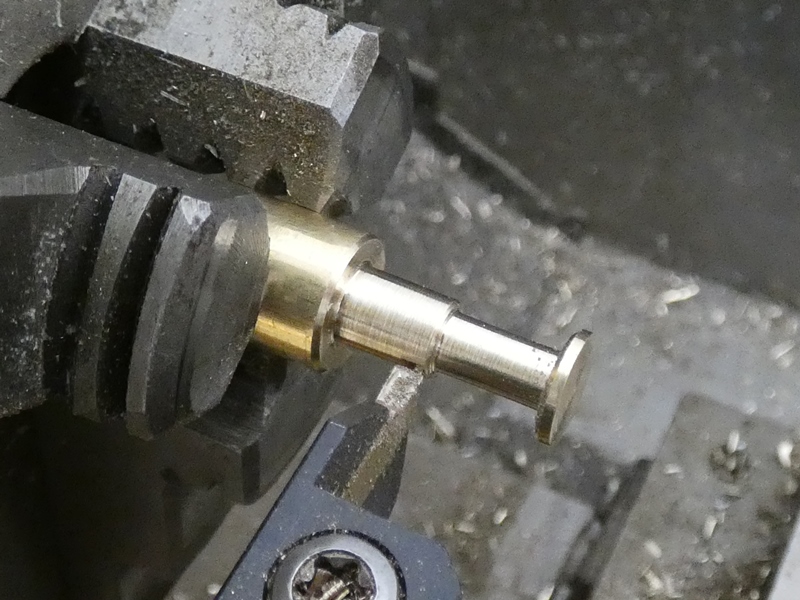
 ベルトが掛かる部分が仕上がったので キャプスタンのキャップ部分を切削します。 |
 最後にキャプスタン上端を切り離し ます。全高は27.5mmになります。 |
|
 切り離れました・・が、上端に 切り残しの突起が出ています。 |
 レース盤に逆向きに固定し 突起を取り除きます。 |
|
 レース盤の精度、振動、バイトの切れ味などが総合し、 決して美しい仕上がりではありません。ですが、何とか ターンテーブルを定回転させられそうではあります。 |
||
 ベルトドライブの構造からして、仕上げが 多少雑でも回転の安定性には影響しません。 |
 元のキャプスタンは、ベルトが掛かる面に 中ほどを膨らませる加工を施しています。 |
|
 ベルトの上下動を押さえるためでしょう。次に、 モーターシャフトを固定するネジ穴を加工します。 |
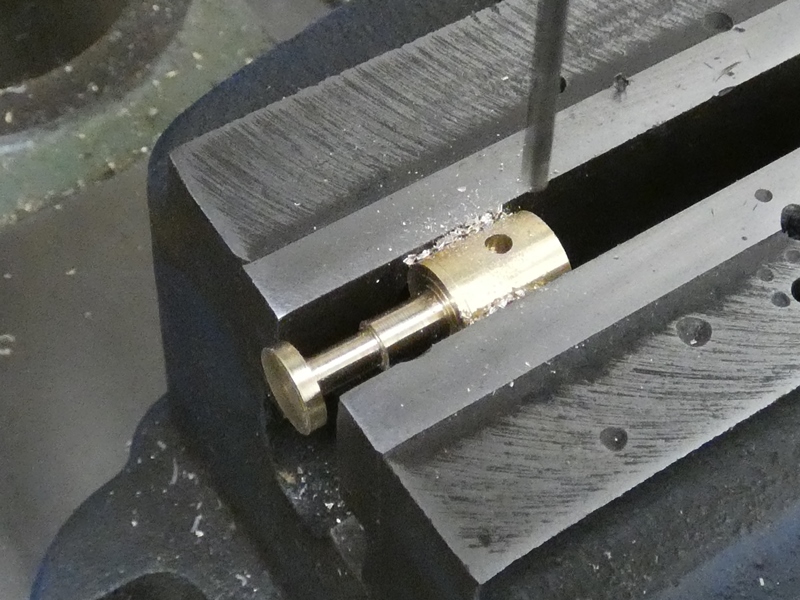 キャプスタン下部の途中に 横方向から2mmの穴を開けます。 |
|
 2mmのタップを用意します。 久しぶりのネジ穴加工です。 |
 できるだけ垂直にネジが切れるよう 持ち方を変えながらタップを回します。 |
|
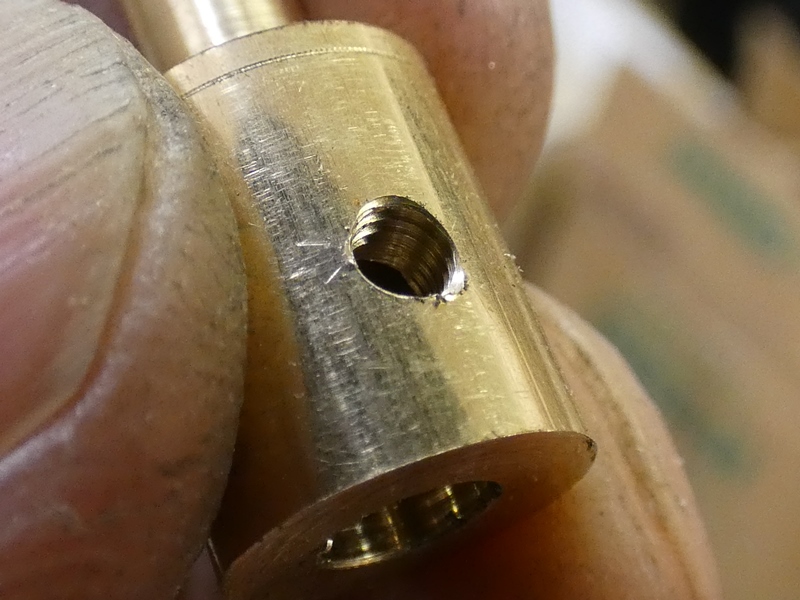 真鍮材なのでやはり加工は容易です。 ネジ溝が綺麗に切られています。 |
 M2ビスがすんなり入ります。頭のない 留めネジを使いたいところですが、 |
|
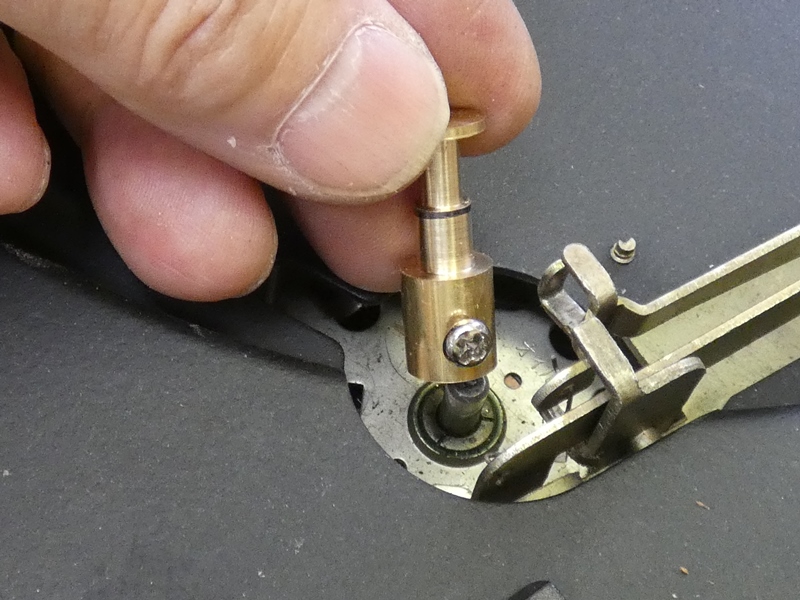 レコードプレーヤー本体のモーターシャフトに取り付けます。 シャフト横の金具は、ベルトを33.3/45回転の位置に移動 させるアームです。アームが上下する高さに、キャプスタンの 33.3/45回転面が一致するよう固定位置を調整します。 |
||
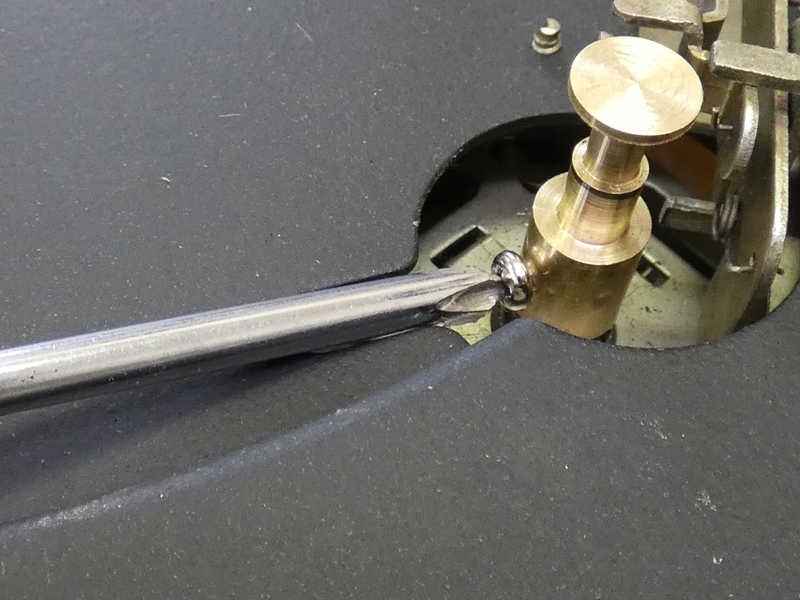 プレーヤー本体に加工されている溝が ドライバーを差し込む際に好都合です。 |
 ベルトを掛けターンテーブルをセット すると、必要な作業は一応完了です。 |
|
 ターンテーブルを回転させ、実際に回転に 要する時間をストップウォッチで測ります。 |
 まず45回転ですが、計測結果は 54秒とかなり速く回転しています。 |
|
 次に33.3(≒33)回転に切り替え、 実際に回転に要する時間を測ります。 |
 こちらも52秒とかなり速く回転しています。 10~15%回転数が高い計算です。 |
|
|
|
||
 キャプスタンをもう少し切削して細くします。 ただし、センターレースが使用できません。 |
 レース盤の送りハンドルを何分の1かずつ微妙に回転 させますが、0.1mmの精度もなかなか保てません。 |
|
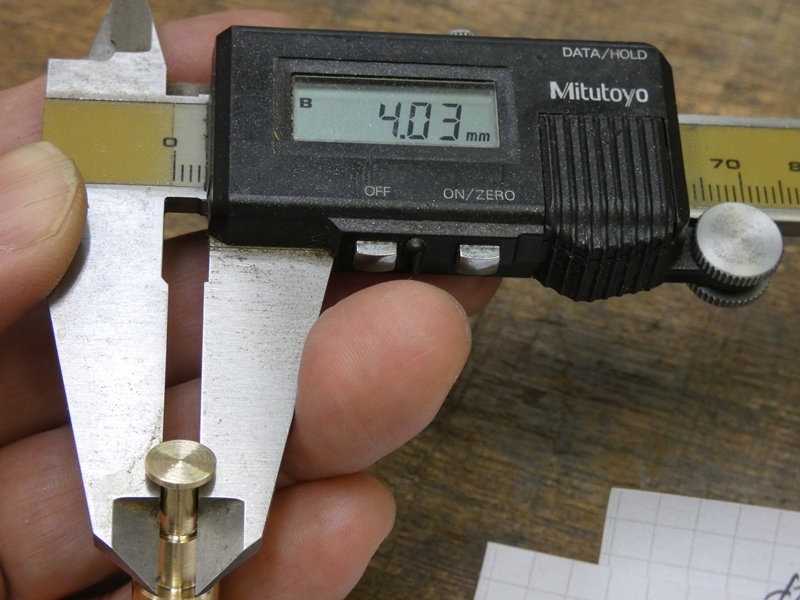
 基準ゲージで調べたところ、マイクロメーターよりもノギスの 方が精度が高く変更します。45回転用のシャフトに移ります。 |
 5.6mmのところ5.61mm、 こちらは設計通りに仕上がっています。 |
|
 再び回転に要する時間を計測します。 45回転側が58.5秒、まだわずかに速い。 |
 少し削り過ぎてしまった33.3(≒33)回転側は 59秒、ほぼ正確・完成と言っていいでしょう。 |
|
 設計通りの径に切削できた45回転側がまだ速い、つまり径が 太いことになります。駆動側と従動側の回転数比から単純に プーリー径を割り出しても、正確な回転数は得られないことが 分かります。駆動ベルトは0.5mmほどの厚みがあり、もしか するとベルト厚がプーリー径を大きくしているのかも知れません。 特に径の小さいキャプスタン側でその影響は顕著でしょう。 しかし、キャプスタン外周の角速度が駆動ベルトによりそのまま ターンテーブル側に伝達されていると考えれば、ベルトの厚みは 影響しないはずですが・・・、と理屈をこねていても問題は解決 しません、すなわちご依頼主の要望に応えることができません。 ここまでの成果をいったん放棄し、新しい材料を用意してもう 一度キャプスタンを作り直します。面倒でも少し削ってはターン テーブルを回転させて回転数を計測する、この手順を延々と繰り 返すことにします。1個だけ完成すれば良いので、頑張ります。 ステレオの復活 いわき市へ1 ステレオの復活 いわき市へ3 |
||
|
||