お仏壇製作4(引き出し部品加工・本体研磨)
| 製作1 | 製作2 | 製作3 | 製作4 | 製作5 | 製作6 | 製作7 | 製作8 |
細かな仏具を収納するために引き出しを1本組み込みました。
ここで引き出しに必要な部品を揃えます。ただし組み立ては
面板の塗装を終えてから行うことにします。また、塗装作業に
先んじて本体の下地調整(成形・研磨)を片付けておきます。

スライドソー・テーブルソーを駆使して、必要な部品を調達します。
 左右の側板、前後の面板・背板全てに、 底板(合板)を嵌め込む溝を加工します。 |
 底から5mmの位置に深さ3mm、 溝幅は合板の板厚に合わせます。 |
||||||||||
 溝幅を大きめに取ると、引き出しの 箱組構造に強度や精度が出ません。 |
 面板の両端は側板を欠き接ぎにするため 板厚+0.5mmほど欠き取っておきます。 |
||||||||||
 欠き取りの深さは板厚の1/3~1/2で十分でしょう。 底板を嵌めて箱を組むので強度は確保されます。 |
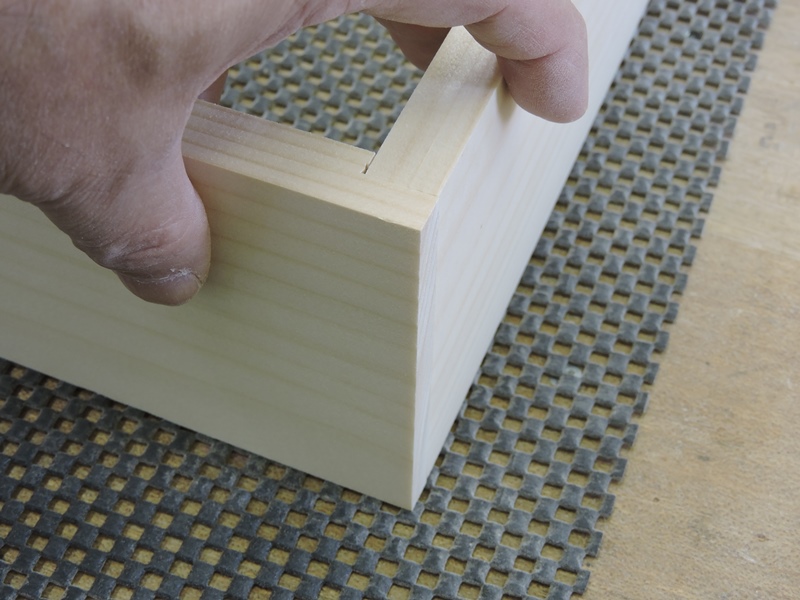 欠き接ぎ部を確認してみます。板厚+ 0.5mmは接着剤の厚みにも喰われます。 |
||||||||||
 ここでオービタルサンダーで表面を仕上げて しまいます。箱組後では非常に面倒です。 |
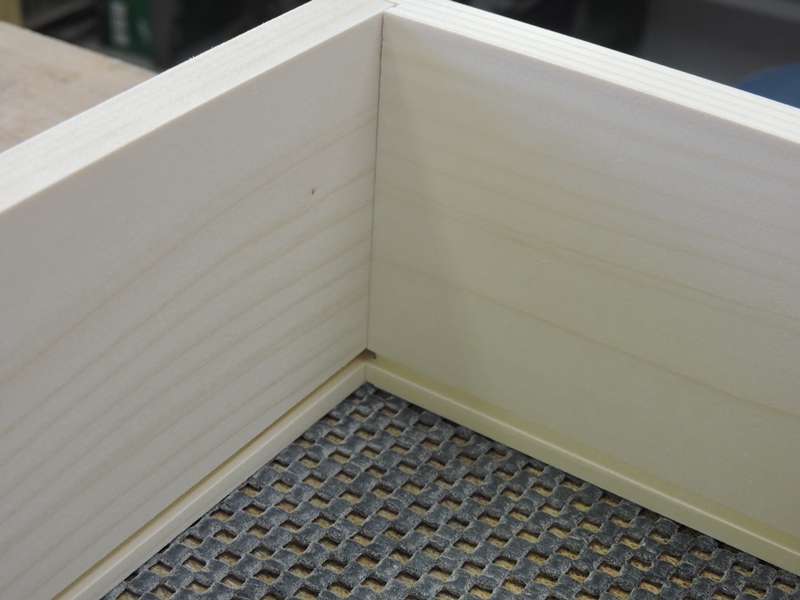 底板を嵌め込む溝の位置も確認しておきます。 テーブルソーのフェンス操作でたまに間違えます。 |
||||||||||
 面板の中央に取っ手代わりの丸穴を開け ます。先にポンチでセンターを決めます。 |
 30mm径のフォスナービットを ドリルに取り付け、穴を開けます。 |
||||||||||
 表側はもちろんのこと裏側にも、開口部周辺の バリ(欠損)が出ないようゆっくりドリルを下します。 |
 フォスナービットの切れ味が 今一つですが綺麗に開きました。 |
||||||||||
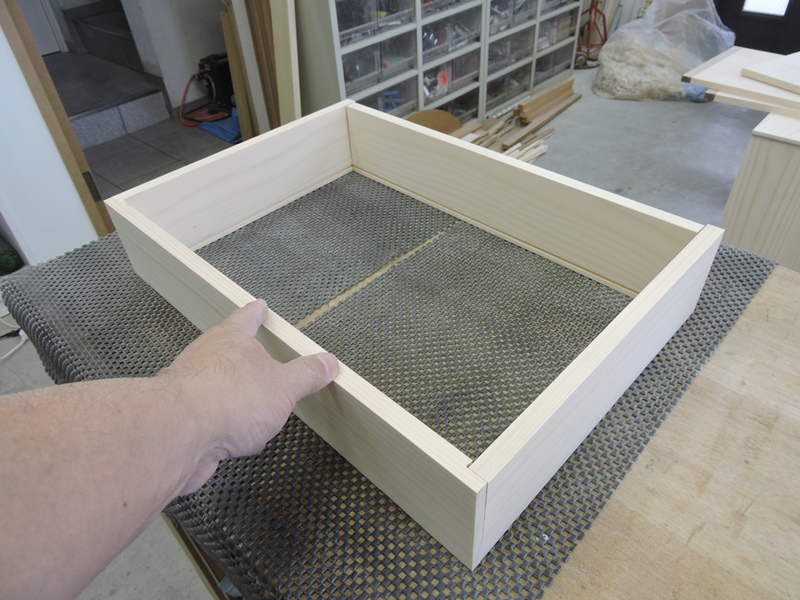 引き出しの部品を仮組みしてみます。各板材の幅を微妙に調整し、 前面面板の高さを僅かに高くして組み付け時に現物合せで入れます。 |
|||||||||||
 側板との接合部などまだ成形が必要な部分があるので、 円形のオービタルではなく三角のマルチサンダーを用います。 |
 ルータービットでR加工した縁と側板の接続部から、 Rを崩さないよう段差を取り除いていきます。 |
||||||||||
 前面に出る木端面にオービタルサンダーをかけます。 切削力が高い分、水平を損なわないよう注意します。 |
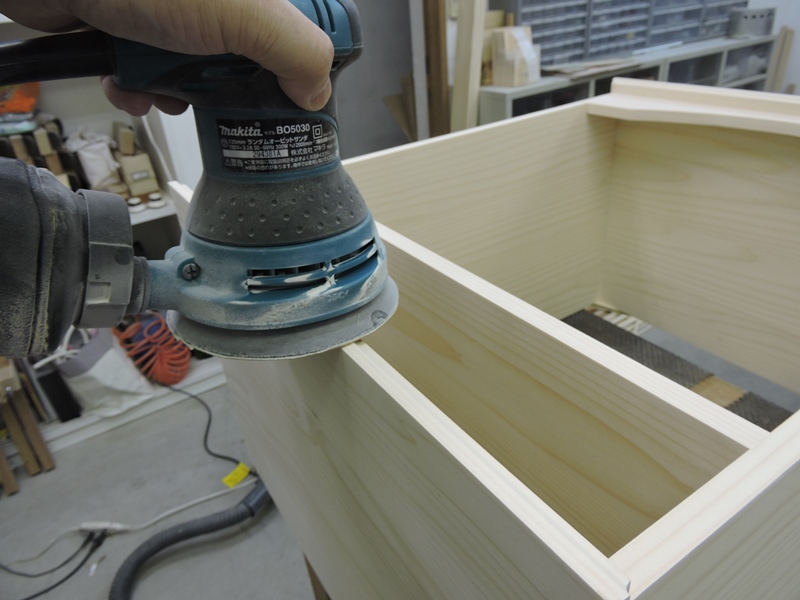 ペーパーを当て木に巻いて手作業すべきですが、 手間がかかるのと研磨痕がかなり残ります。 |
||||||||||
 R加工された部分を研磨しています。 スポンジのサンディングシートが便利です。 |
 R形状の凹面にもよくフィットして とても使いやすいです。 |
||||||||||
|
|||||||||||